TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025048750
公報種別
公開特許公報(A)
公開日
2025-04-03
出願番号
2024134880
出願日
2024-08-13
発明の名称
製鋼スラグのエージング処理方法及びスラグ材の製造方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
F27D
15/02 20060101AFI20250326BHJP(炉,キルン,窯;レトルト)
要約
【課題】積層された製鋼スラグの内層における計測設備の設置及び回収を要することなく、内層におけるエージング処理の進行状況を容易に把握できる、製鋼スラグのエージング処理方法及びスラグ材の製造方法を提供する。
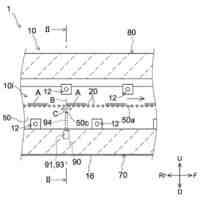
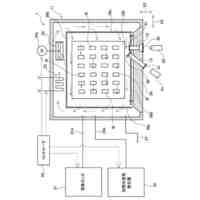
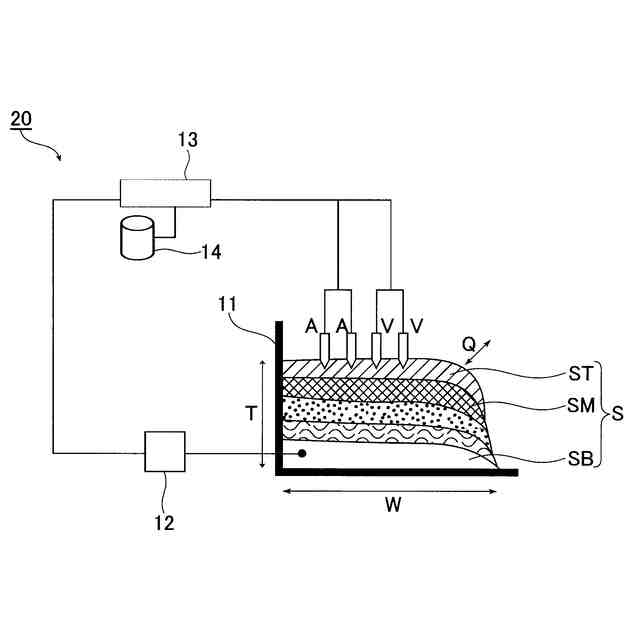
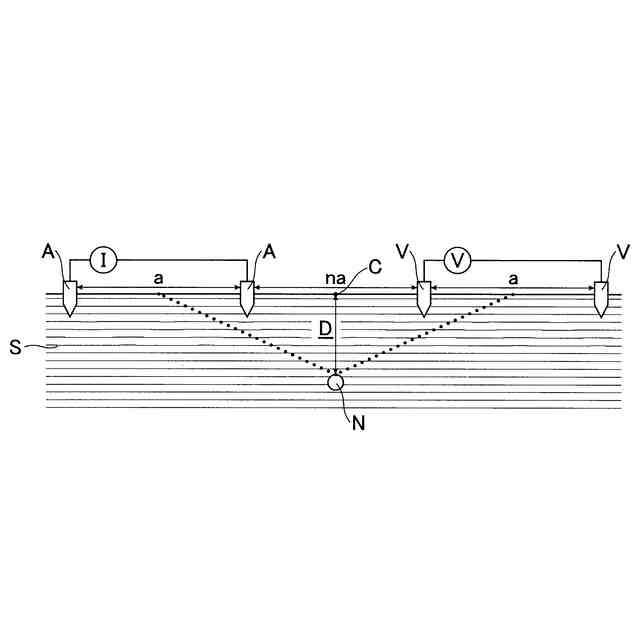
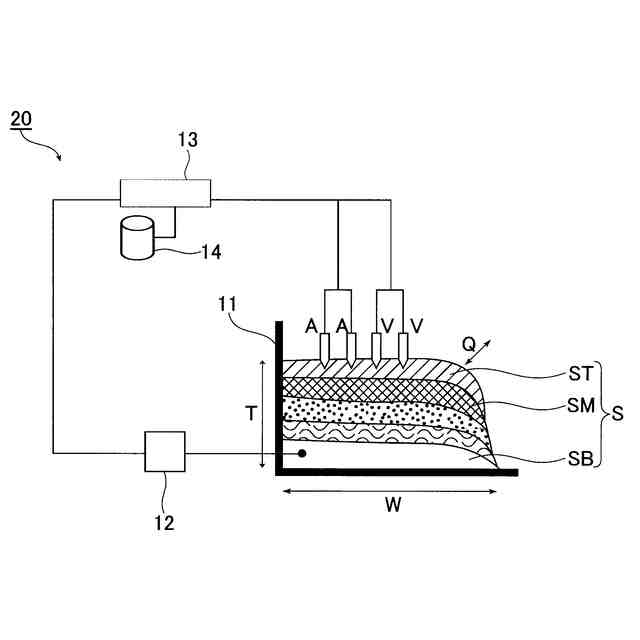
【解決手段】製鋼スラグのエージング処理を行う製鋼スラグのエージング処理方法であって、水分供給装置から製鋼スラグへの水分の供給を開始する水分供給開始工程と、前記製鋼スラグの表面に設置した電流電極及び電位電極を用いて、前記製鋼スラグの比抵抗値を算出する比抵抗値算出工程と、前記比抵抗値算出工程により算出された前記比抵抗値に基づいて、前記エージング処理の進行状況を判定する進行状況判定工程と、を有する。
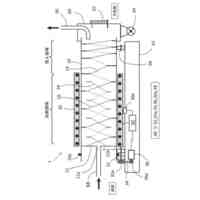
【選択図】図2
特許請求の範囲
【請求項1】
製鋼スラグのエージング処理を行う製鋼スラグのエージング処理方法であって、
水分供給装置から製鋼スラグへの水分の供給を開始する水分供給開始工程と、
前記製鋼スラグの表面に設置した電流電極及び電位電極を用いて、前記製鋼スラグの比抵抗値を算出する比抵抗値算出工程と、
前記比抵抗値算出工程により算出された前記比抵抗値に基づいて、前記エージング処理の進行状況を判定する進行状況判定工程と、
を有する、製鋼スラグのエージング処理方法。
続きを表示(約 350 文字)
【請求項2】
前記進行状況判定工程は、前記比抵抗値算出工程により算出された前記比抵抗値が閾値未満となったことに基づいて前記エージング処理の終了を判定する、請求項1に記載の製鋼スラグのエージング処理方法。
【請求項3】
前記閾値は700Ω・mである、請求項2に記載の製鋼スラグのエージング処理方法。
【請求項4】
前記進行状況判定工程の後において、前記エージング処理に要する追加処理時間を算出する追加処理時間算出工程又は前記水分供給装置を制御する制御工程を更に有する、請求項1に記載の製鋼スラグのエージング処理方法。
【請求項5】
請求項1~4のいずれか1項に記載の製鋼スラグのエージング処理方法によりスラグ材を製造する、スラグ材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、道路用路盤材やコンクリート用粗骨材として利用される製鋼スラグのエージング処理方法及びスラグ材の製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
銑鋼一貫製鉄所において生成される鉄鋼スラグには、高炉にて鉄鉱石を溶融及び還元する際に生成される高炉スラグと、銑鉄を精錬する製鋼段階にて生成される製鋼スラグとが含まれる。そして、生成された鉄鋼スラグは、冷却ヤードに積層され、自然放冷と適度な水分の供給により徐冷処理が行われる。その後、破砕・篩い分け処理が行われ、必要に応じてエージング処理を行った後、道路用路盤材やコンクリート用粗骨材として利用される。
【0003】
鉄鋼スラグのうち、製鋼スラグは、フリーライムである遊離石灰(遊離CaO)及び/又は遊離MgO(以下、「フリーライム等」という。)を含有する。そして、フリーライム等を含有する製鋼スラグについて、道路用路盤材やコンクリート用粗骨材として利用する際には、製鋼スラグに含まれるフリーライム等の水等との反応により体積膨張が発生し、道路用路盤材やコンクリート用粗骨材の崩壊を引き起こす。
【0004】
このため、製鋼スラグのエージング処理の段階にて、フリーライム等の十分な除去を行う必要がある。つまり、エージング処理において、積層された製鋼スラグに水分の供給を行い、膨張崩壊の原因となるフリーライム等と水分(水流又は蒸気)との反応を進行させることで、製鋼スラグの安定化を進めておく必要がある。そして、エージング処理の最中に、冷却ヤードに積層された製鋼スラグにおけるエージング処理の進行状況を把握する技術について、従来から研究がなされている。
【0005】
非特許文献1には、製鋼スラグの蒸気エージング処理において、スラグ層の上部に熱電対を設置し、熱電対により測定された温度に基づいてエージング処理の進行状況を把握すると共に、製鋼スラグのエージング処理時間を管理する方法が開示されている。特許文献1には、熱電対差し込み用の穴を有する製鋼スラグの蒸気エージング用保温カバーが開示されている。特許文献2には、製鋼スラグの蒸気エージング処理において、スラグ層の内部に複数の温度計を埋設し、温度計の計測値に基づいて蒸気供給量を制御する方法が開示されている。
【先行技術文献】
【特許文献】
【0006】
特許第7120841号公報
特開平4-175250号公報
【非特許文献】
【0007】
製鋼スラグの蒸気エージング処理の開発、佐々木ら、新日鉄住金技法、399(2014)、p.21
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、非特許文献1及び特許文献1に開示された技術は、製鋼スラグの外層の表面に熱電対を設置することで、製鋼スラグの外層の温度測定を可能とするものの、製鋼スラグの内層における温度測定は困難である。このため、非特許文献1及び特許文献1に開示された技術を用いたとしても、製鋼スラグの内層における温度情報、即ち内層におけるエージング処理の進行状況を把握できず、当該進行状況を踏まえた正確なエージング処理は難しい。
【0009】
また、特許文献2に開示された技術は、製鋼スラグの内層に複数の温度計を埋設することで、製鋼スラグの内層の温度測定を可能とするものの、エージング処理の前後において、内層における複数の温度計の設置及び回収に大きな手間を要する。
【0010】
更に、非特許文献1、特許文献1及び2に開示された技術は、製鋼スラグの外層又は内層への温度計の設置に基づく測定であるため、測定値は製鋼スラグの外層又は内層における特定の位置の温度情報となり、局所的な温度情報となる。よって、製鋼スラグの外層又は内層におけるエージング処理の進行状況の全体的な把握は困難であり、内層におけるエージング処理の進行状況に基づいた水分供給量の制御、エージング処理に要する処理時間の正確な算出は難しい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
屑鉄の大量溶解装置
6か月前
キヤノン電子株式会社
焼成炉
6か月前
株式会社プロテリアル
スラグ除滓装置
3か月前
サンファーネス株式会社
熱処理炉
6か月前
ノリタケ株式会社
連続加熱炉
6か月前
ノリタケ株式会社
連続加熱炉
6か月前
中外炉工業株式会社
連続式熱処理炉
9か月前
ノリタケ株式会社
連続加熱炉
6か月前
ノリタケ株式会社
連続加熱炉
6か月前
成都大学
合金粉末酸化防止熱処理装置
13日前
三菱重工業株式会社
炉設備
23日前
トヨタ自動車株式会社
ノロ取りシステム
9か月前
大同特殊鋼株式会社
溶解炉
4か月前
大同特殊鋼株式会社
熱処理炉
7か月前
株式会社神戸製鋼所
等方圧加圧装置
10か月前
ノリタケ株式会社
ロータリーキルン
6か月前
ノリタケ株式会社
ロータリーキルン
6か月前
大同特殊鋼株式会社
坩堝スカムの除去方法
6か月前
大同特殊鋼株式会社
昇降扉の落下防止装置
9か月前
株式会社エス.ケーガス
電気式連続型焼付炉
10か月前
大同特殊鋼株式会社
熱処理設備
2か月前
住友金属鉱山株式会社
水冷ジャケット
5か月前
株式会社島川製作所
バッチ式ロータリーキルン
4か月前
ネクサスジャパン株式会社
アルミニウム溶解炉
5か月前
中外炉工業株式会社
亜鉛回収装置
5か月前
足立機工株式会社
工業炉循環ファン
24日前
株式会社ジェイテクトサーモシステム
熱処理装置
16日前
株式会社不二越
検出装置及び検出システム
7か月前
東レ株式会社
炭素繊維シートの製造装置および製造方法
6か月前
ネクサスジャパン株式会社
電気溶解炉用ヒーター
1か月前
株式会社ノリタケカンパニーリミテド
加熱炉
9か月前
日本坩堝株式会社
坩堝炉
8か月前
東海高熱工業株式会社
焼成設備
4日前
大同特殊鋼株式会社
ロータリーキルン
3か月前
日鉄鉱業株式会社
立型炉の原石投入装置
1か月前
ノリタケ株式会社
連続加熱炉およびローラ支持体
6か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ