TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025043286
公報種別
公開特許公報(A)
公開日
2025-03-28
出願番号
2024146373
出願日
2024-08-28
発明の名称
狭く均一なろう付け接合部における構成要素の接合方法
出願人
ゼネラル エレクトリック テクノロジー ゲゼルシャフト ミット ベシュレンクテル ハフツング
,
General Electric Technology GmbH
代理人
個人
,
弁理士法人NIP&SBPJ国際特許事務所
主分類
B22F
7/06 20060101AFI20250321BHJP(鋳造;粉末冶金)
要約
【課題】第1の構成要素と第2の構成要素とをしっかりと結合する。
【解決手段】第1の構成要素と第2の構成要素とを接合する方法は、第1の表面を含む第1の構成要素を提供することと、第2の表面を含む第2の構成要素を提供することと、シンカー放電加工(EDM)装置を使用して、第1の表面と第2の表面との間にろう付け接合部を形成することであって、第1の構成要素がシンカーEDM装置の電極として使用され、ろう付け接合部が第1の構成要素と第2の構成要素との少なくとも一方の火花放電によって形成されるように、電圧が第1の構成要素と第2の構成要素との間に生成されることと、ろう付け接合部に沿って第1の構成要素と第2の構成要素とをしっかりと結合することとを含む。
【選択図】図1
特許請求の範囲
【請求項1】
第1の構成要素と第2の構成要素を接合する方法であって、
第1の表面を含む第1の構成要素を提供するステップと、
第2の表面を含む第2の構成要素を提供するステップと、
シンカー放電加工(EDM)装置を使用して、第1の表面と第2の表面との間にろう付け接合部を形成するステップであって、第1の構成要素が、シンカーEDM装置の電極として使用され、ろう付け接合部が、第1の構成要素および第2の構成要素の少なくとも一方の火花放電によって形成されるように、第1の構成要素と第2の構成要素との間に電圧が生成される、前記ステップと、
第1の構成要素と第2の構成要素をろう付け接合部に沿ってしっかりと結合するステップと、を含む、方法。
続きを表示(約 970 文字)
【請求項2】
第1の構成要素および第2の構成要素をしっかりと結合することにより、タービンエンジン内に画定された高温流路内で使用される補修構成要素が形成される、請求項1に記載の方法
【請求項3】
第1の構成要素を提供するステップが、ニッケル、鉄、およびコバルトのうちの少なくとも1つを含む超合金から作製された第1の構成要素を提供するステップを含む、請求項1に記載の方法。
【請求項4】
第1の構成要素を提供するステップが、第1の表面を画定する摩耗した領域を含む第1の構成要素を提供するステップと、摩耗した領域を修復するために使用される第2の構成要素を提供するステップとを含む、請求項1に記載の方法。
【請求項5】
ろう付け接合部を形成するステップが、±5マイクロメートル以内の隙間公差を有するろう付け接合部に沿って第1の表面と第2の表面との間に隙間を規定するステップを含む、請求項1に記載の方法。
【請求項6】
ろう付け接合部を形成する前に、第1の表面と第2の表面との間に粗接合部が画定され、ろう付け接合部の隙間公差が粗接合部の隙間公差よりも小さい、請求項1に記載の方法。
【請求項7】
ろう付け接合部を形成する前に、粗接合部を形成するために第1の表面および第2の表面の少なくとも一方を機械加工するステップをさらに含む、請求項1に記載の方法。
【請求項8】
第1の構成要素および第2の構成要素をしっかりと結合するステップが、ろう付け接合部に沿って、ろう付けを介して、第1の構成要素および第2の構成要素を固定的に結合するステップをさらに含む、請求項1に記載の方法。
【請求項9】
第1の構成要素を提供するステップがタービンエンジン構成要素を提供するステップを含み、第2の構成要素を提供するステップがフィラー構成要素を提供するステップを含む、請求項1に記載の方法。
【請求項10】
第2の構成要素を提供するステップが、タービンエンジン構成要素を提供するステップを含み、第1の構成要素を提供するステップが、フィラー構成要素を提供するステップを含む、請求項1に記載の方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【背景技術】
【0001】
本開示の分野は、一般に、ろう付け接合部における構成要素の接合に関し、より具体的には、構成要素の表面間に小さな隙間公差(small gap tolerance)を有する狭く均一な接合部を形成することを含む構成要素の接合方法に関する。一実施形態では、接合部は、シンカー放電加工装置を用いて形成され、この装置では、構成要素の一方が、構成要素に相補的な表面形状を加工できるようにするために、他方の構成要素の表面に対して加工される電極として使用される。
続きを表示(約 3,300 文字)
【0002】
金属合金の全部または一部で製造された少なくともいくつかの既知の構成要素では、通常の運転中または使用中に構成要素に亀裂や欠陥が発生することがある。例えば、少なくともいくつかの公知の回転機械は、運転中に回転機械の高温流路にさらされる構成要素に、ステンレス鋼やニッケル基、コバルト基、鉄基の超合金を使用している。高温流路は、部品に熱的および/または機械的な負荷、応力、ひずみを与える可能性があり、その結果、時間の経過とともに構成要素に亀裂やその他の欠陥が形成される可能性がある。このような構成要素に亀裂や欠陥が発生した場合、一般的には、高温流路への曝露による高温、応力、および/またはひずみに耐えることができる類似の金属合金材料から作製されたフィラー構成要素で損傷部位を補修することにより、損傷した構成要素を救済(salvage:回収)する。
【0003】
このような回転機械部品を補修する既知の方法の中には、部品に切り抜き領域が形成されるように、部品から損傷領域を除去し(例えば、機械加工により)、その後、切り抜き領域内の部品に(例えば、ろう付けにより)結合されるフィラーインサートまたはクーポンを挿入する必要があるものがある。高温流路に曝され、超合金から製造される部品の場合、ろう付けは、部品内にインサートを結合するための一般的な技術である。典型的なろう付けプロセスでは、インサートと部品の切り欠き領域との間の隙間や接合部にろう材を適用する。その後、ろう材を溶融させ、液状または溶融したろう材が毛細管現象によって接合部を満たすようにする。溶融したろう材は、固化した時点で冷却され、接合部に沿って部品内のインサートを確実に結合する。
【0004】
インサートと部品間の高品質なろう付け接合は、回転機械の運転中に部品にかかる機械的および熱的負荷に応じてインサートが部品から脱離する傾向を緩和または排除することを容易にする。高品質のろう付け接続を実現するための重要な要因は、インサートと部品との間に形成される緊密で適合性の高いろう付け接合部である。実際、ろう付け接合部に沿った狭く均一な隙間は、溶融したろう材の毛細管現象を促進し、接合部を完全に満たし、完成したろう付け部に気孔をほとんど発生させずに凝固させる。このため、狭い隙間を狭い隙間公差で形成するためには、ろう付け接合部を規定するインサートと部品の表面形状が実質的に一致していなければならない。インサートと部品の切り抜きとの間の表面形状の不一致の程度が高いと、ろう付け接合部に沿って、より広い隙間、および/または局所的な広い隙間領域が形成され、溶融したろう材がろう付け接合部を完全に満たすための毛管現象が制限される可能性があり、その結果、凝固したろう材の気孔比率が高くなり、ろう付け接合部の品質が低下する。
【0005】
インサートと部品の表面形状を実質的に一致させ、ろう付け接合部を形成するために、インサートおよび/または部品は、通常、フライス加工またはワイヤ放電加工(EDM)を使用して機械加工される。しかし、従来の機械加工技術には限界があり、所望の隙間公差を持つ狭いろう接合を実現できないことが多い。例えば、高温流路部品は一般に複雑な三次元形状の表面形状を有し、部品とインサートが独立して加工されるフライス加工やワイヤ放電加工などの従来の機械加工では、この形状を一致させることが困難である。さらに、機械加工要素(すなわち、回転カッターおよび/またはワイヤ電極)は、所望の表面形状を得るために機械加工を必要とするインサートおよび/または部品上の特定の領域に到達する能力が制限される場合がある。従って、フィラーインサートを用いて、高温流路部品の補修に使用するような部品を接合する方法であって、部品間のより高品質のろう付けを容易にするために、狭く均一なろう付け接合部を形成するための実用的で費用効果の高いアプローチを含む方法に対する必要性が存在する。
【発明の概要】
【0006】
一態様では、第1の構成要素と第2の構成要素とを接合する方法が提供される。この方法は、第1の表面を含む第1の構成要素を提供することと、第2の表面を含む第2の構成要素を提供することと、シンカー放電加工(EDM)装置を使用して、第1の表面と第2の表面との間にろう付け接合部を形成することであって、第1の構成要素がシンカー放電加工装置の電極として使用され、第1の構成要素と第2の構成要素との少なくとも一方の火花放電によってろう付け接合部が形成されるように、第1の構成要素と第2の構成要素との間に電圧が発生されることと、ろう付け接合部に沿って第1の構成要素と第2の構成要素とをしっかりと結合することとを含む。
【0007】
別の態様では、タービンエンジンで使用する部品を修理する方法が提供される。タービンエンジン構成要素は第1の表面を含む。本方法は、第2の表面を含むフィラー構成要素を提供することと、シンカー放電加工(EDM)装置を使用して、第1の表面と第2の表面との間にろう付け接合部を形成することであって、タービンエンジン構成要素およびフィラー構成要素の一方が、シンカー放電加工装置の電極として使用され、タービンエンジン構成要素およびフィラー構成要素の少なくとも一方の火花放電によってろう付け接合部を形成するために、タービンエンジン構成要素とフィラー構成要素との間に電圧を発生させることと、タービンエンジン構成要素およびフィラー構成要素を、ろう付け接合部に沿ってしっかりと結合させることと、を含む。
【0008】
別の態様では、第1の構成要素と第2の構成要素を接合する方法が提供される。この方法は、第1および第2の構成要素の少なくとも一方を機械加工して、第1の構成要素の第1の表面と第2の構成要素の第2の表面との間に第1の接合部を形成することと、機械加工の後に、第1および第2の表面間に第2の接合部を形成することであって、第2の接合部は、第1の接合部よりも小さい隙間公差を有し、第2の接合部は、第1および第2の構成要素の一方を放電加工(EDM)電極として使用して、第1および第2の表面において相補的な表面形状を火花放電加工することによって形成される、ことと、第2の接合部に沿って第1および第2の構成要素をしっかりと結合することとを含む。
【図面の簡単な説明】
【0009】
本開示のこれらおよび他の特徴、態様、および利点は、以下の詳細な説明を添付の図面を参照しながら読むと、よりよく理解されるであろう。
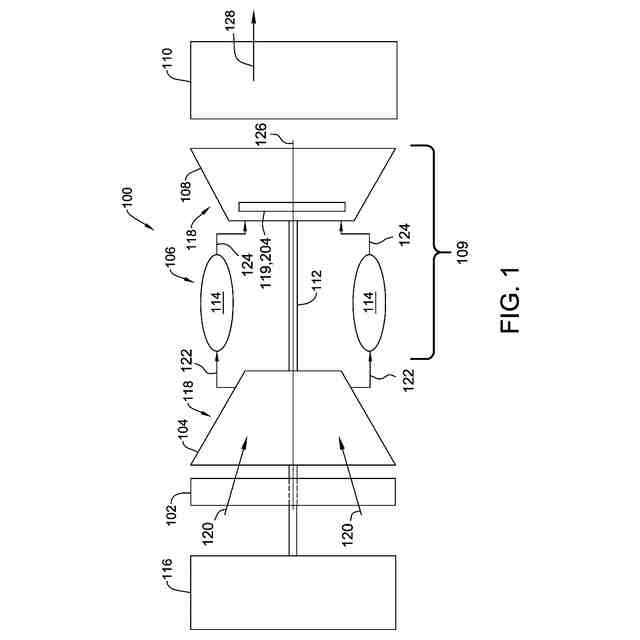
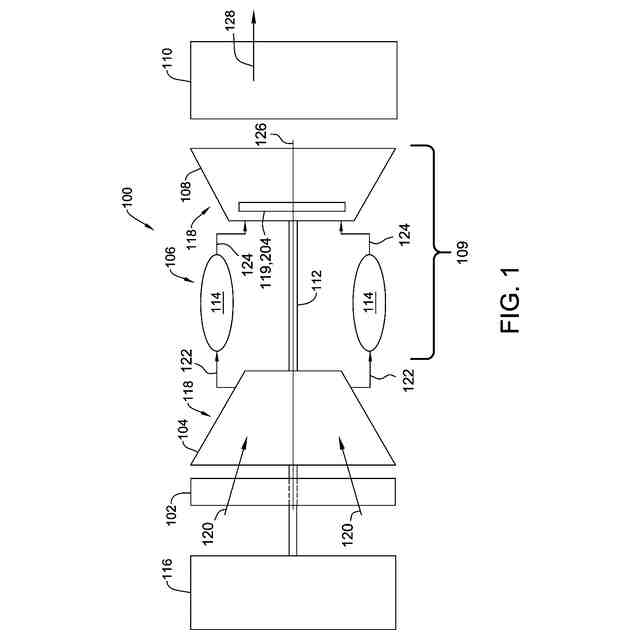
例示的な回転機械の概略図である。
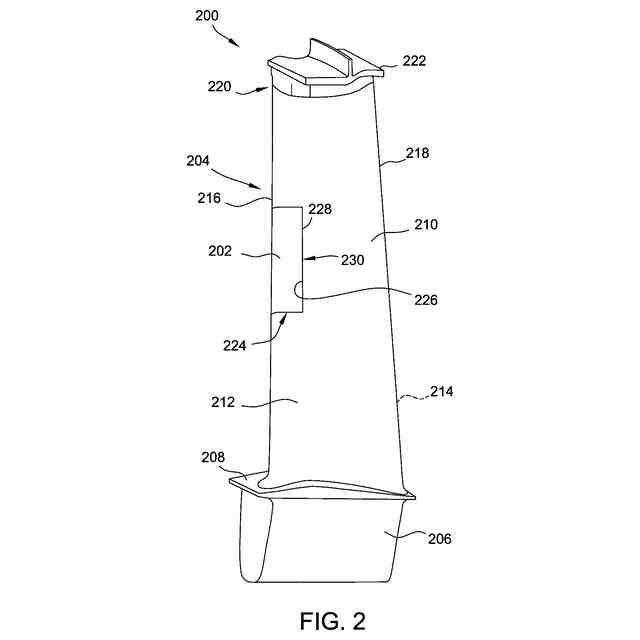
図1の回転機の高温流路部分に露出し、修理または改修された例示的な部品の透視図である。
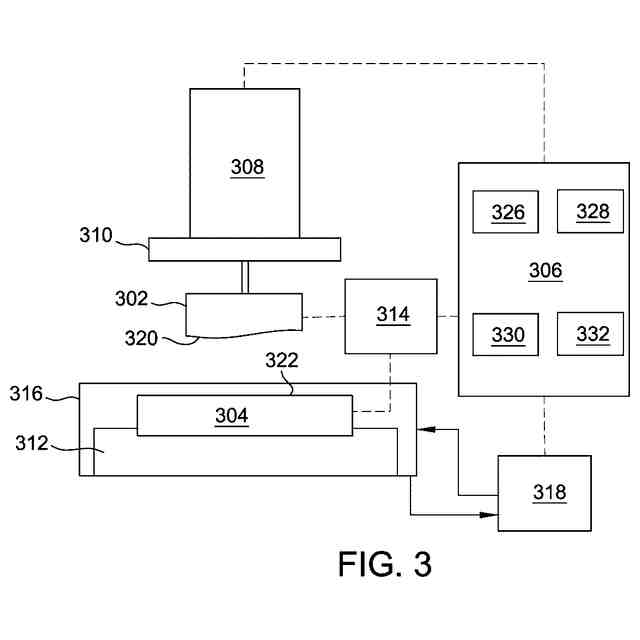
2つの部品間にろう付け接合部を形成するために使用される例示的なシンカー放電加工装置の概略図である。
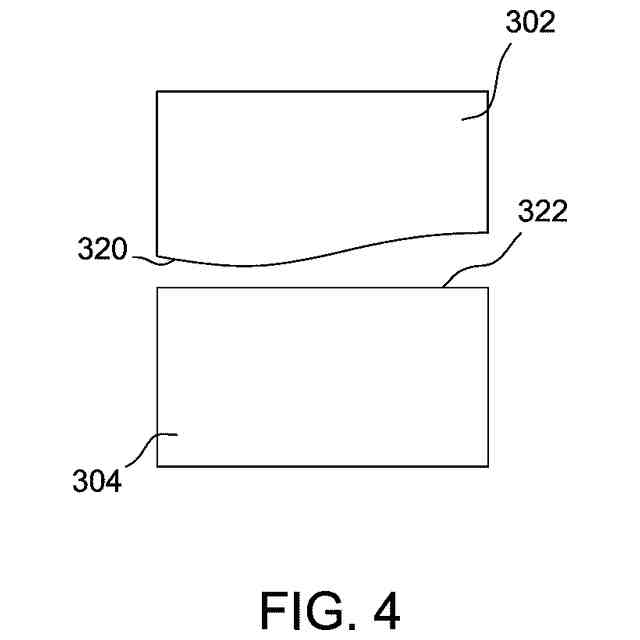
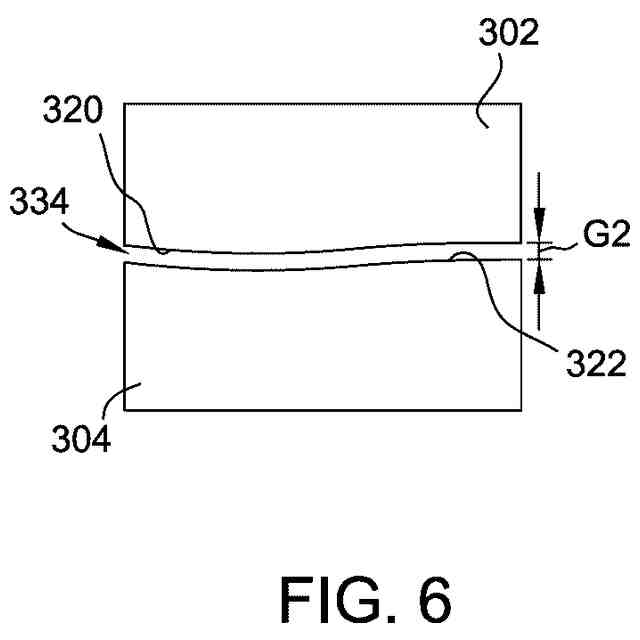
2つの部品間に狭く均一なろう付け接合部を形成する、例示的な工程順序を示す図である。
2つの部品間に狭く均一なろう付け接合部を形成する、例示的な工程順序を示す図である。
2つの部品間に狭く均一なろう付け接合部を形成する、例示的な工程順序を示す図である。
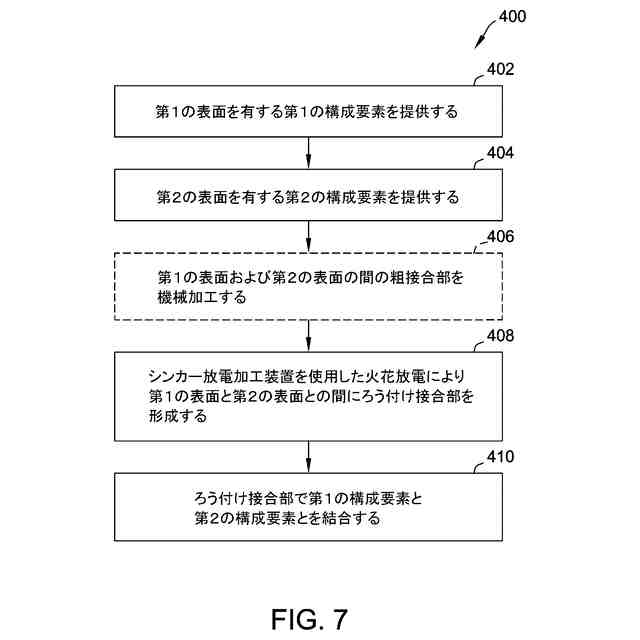
2つの部品を接合する例示的な方法のフロー図である。
【0010】
図面全体を通して使用される対応する参照文字は、対応する部分を示す。別段の指示がない限り、本明細書で提供される図面は、本開示の実施形態の特徴を説明するためのものである。これらの特徴は、本開示の1つ以上の実施形態を含む多種多様なシステムにおいて適用可能であると考えられる。そのため、図面は、本明細書に開示される実施形態の実施に必要であることが当業者によって知られているすべての従来の特徴を含むことを意味するものではない。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
UBEマシナリー株式会社
成形機
3か月前
マツダ株式会社
鋳造装置
4か月前
株式会社 寿原テクノス
金型装置
2か月前
三菱電機株式会社
三次元造形装置
2か月前
株式会社エスアールシー
インゴット
3か月前
株式会社プロテリアル
合金粉末の製造方法
1日前
芝浦機械株式会社
成形機
1か月前
トヨタ自動車株式会社
鋳バリ抑制方法
2日前
個人
透かし模様付き金属板の製造方法
2か月前
芝浦機械株式会社
成形機
1か月前
東洋機械金属株式会社
ダイカストマシン
3か月前
株式会社浅沼技研
鋳型及びその製造方法
1か月前
トヨタ自動車株式会社
金型温度調整装置
3か月前
株式会社クボタ
弁箱用の消失模型
3か月前
東洋機械金属株式会社
ダイカストマシン
2か月前
株式会社浅沼技研
半溶融金属の成形方法
3か月前
株式会社日本高熱工業社
潤滑剤塗布装置
1か月前
株式会社プロテリアル
金属付加製造物の製造方法
27日前
大同特殊鋼株式会社
鋼塊の製造方法
28日前
新東工業株式会社
粉末除去装置
3か月前
ポーライト株式会社
焼結部品の製造方法
2か月前
デザインパーツ株式会社
冷却装置及び冷却方法
1か月前
キヤノン株式会社
樹脂微粒子の製造方法
3か月前
トヨタ自動車株式会社
異種金属部材の接合方法
3か月前
日立Astemo株式会社
成形装置
6日前
芝浦機械株式会社
サージ圧吸収装置及び成形機
3か月前
新東工業株式会社
測定装置
3か月前
山陽特殊製鋼株式会社
取鍋
2か月前
株式会社神戸製鋼所
鋼の製造方法
1か月前
株式会社荏原製作所
造形ノズル
2か月前
東京窯業株式会社
上ノズル上プレート一体物
2か月前
黒崎播磨株式会社
浸漬ノズル
2か月前
株式会社マテリアル・コンセプト
銅焼結体の製造方法
1か月前
株式会社日本触媒
炭素材料被覆金属粒子およびその製造方法
3日前
トヨタ自動車株式会社
鋳造装置、及び、その制御方法
6日前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
今日
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































