TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025041389
公報種別
公開特許公報(A)
公開日
2025-03-26
出願番号
2023148652
出願日
2023-09-13
発明の名称
生産システム
出願人
株式会社牧野フライス製作所
代理人
個人
,
個人
,
個人
,
個人
主分類
G05B
19/418 20060101AFI20250318BHJP(制御;調整)
要約
【課題】加工時間の異なる多種の被加工物の残加工時間を表示して容易に管理をすることができる生産システムを提供する。
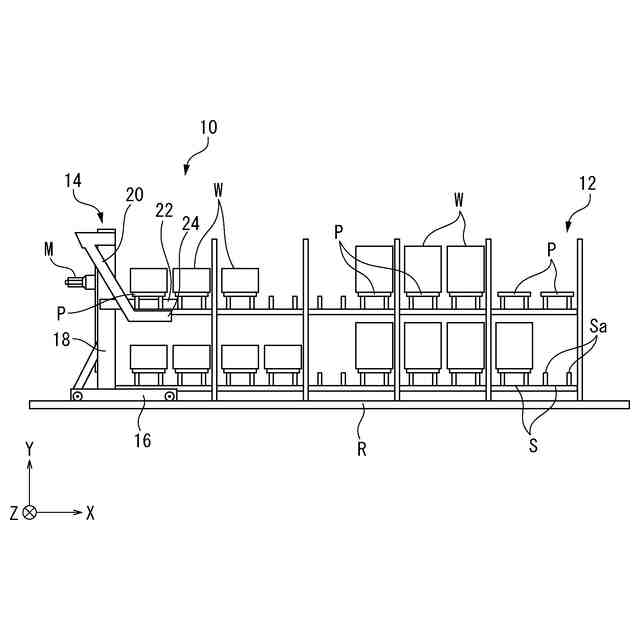
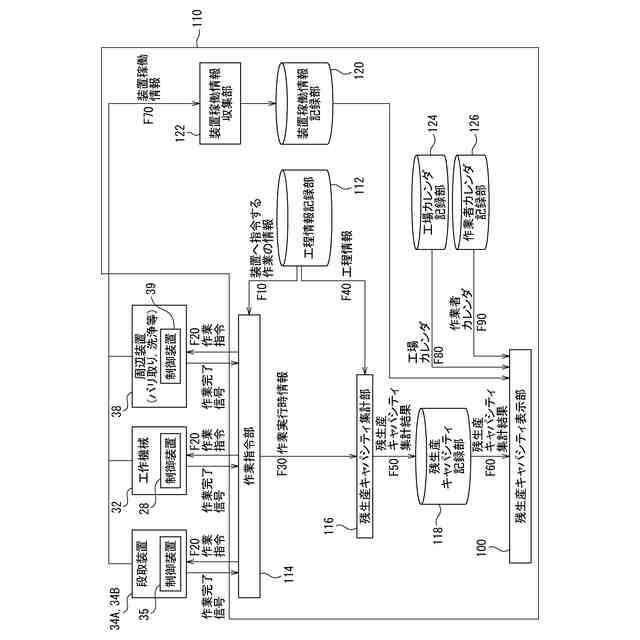
【解決手段】混在する複数種類のワークWの加工を順次行うフレキシブル生産システム10であって、工作機械32と、工作機械32によって加工を行う前及び加工を行った後のワークWを保管するパレットストッカ12と、パレットストッカ12からワークWを工作機械32へ供給し、加工済みのワークWをパレットストッカ12へ戻す搬送システム14と、パレットストッカ12内に保管されているワークWの加工に要する時間である加工予定時間を合計した残加工時間RWを算出する残生産キャパシティ集計部116と、算出した残加工時間RWを時刻と共に記憶する残生産キャパシティ記録部118と、残加工時間RWを時系列に沿って表示する残生産キャパシティ表示部100と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
混在する複数種類の被加工物の加工を順次行うフレキシブル生産システムであって、
前記被加工物を加工する工作機械と、
前記工作機械によって加工を行う前の前記被加工物及び前記工作機械によって加工を行った後の前記被加工物を保管するパレットストッカと、
前記パレットストッカから前記被加工物を前記工作機械へ供給し、加工済みの前記被加工物を前記パレットストッカへ戻す被加工物供給装置と、
前記パレットストッカ内に保管されている各前記被加工物の加工に要する時間である加工予定時間を合計した残加工時間を算出する算出部と、
算出した前記残加工時間を算出した時刻と共に記憶する記憶部と、
前記残加工時間を時系列に沿って表示する表示装置と、
を備えることを特徴としたフレキシブル生産システム。
続きを表示(約 540 文字)
【請求項2】
各前記算出した時刻における前記パレットストッカ内の前記残加工時間と共に、前記工作機械の稼働状態を表示する、請求項1に記載のフレキシブル生産システム。
【請求項3】
前記残加工時間はグラフを用いて、前記工作機械の稼働状態はガントチャートを用いて表示する、請求項2に記載のフレキシブル生産システム。
【請求項4】
前記工作機械の稼働状態は、加工中、待機中、警告中を含む、請求項2に記載のフレキシブル生産システム。
【請求項5】
前記工作機械の稼働状態は、オペレータが存在する有人時間帯と、前記オペレータが存在しない無人時間帯とを別個に表示する、請求項2に記載のフレキシブル生産システム。
【請求項6】
ワーク段取装置をさらに備える、請求項1に記載のフレキシブル生産システム。
【請求項7】
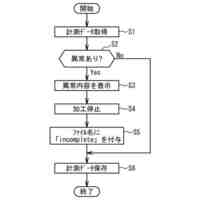
前記残加工時間が零となる状態が所定の時間継続する場合に、前記パレットストッカ内に加工前の前記被加工物が不足していることを示す警告表示をし、前記残加工時間が零以外の状態で所定の時間変動しない場合に、加工が停滞していることを示す警告表示をする、請求項1に記載のフレキシブル生産システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、生産システムに関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
生産システムでは、大量の被加工物を連続的に取り扱うことから、効率的な加工を行うためには生産管理が必要となる。このため、例えば、特許文献1には、製品の品目情報及び構成情報、製品の生産計画並びに部品の在庫情報を有する入力情報に基づき資材所要計画を計算しオーダ情報及びデマンド情報を有する出力情報を得る生産管理システムが開示されている。これによって、入力情報に基づいて部品の手配オーダを高速で算出し、算出した出力情報を評価した上で保持することができる。
【0003】
しかしながら、このような公知の生産管理システムでは、主に、同一の部品で部品の在庫個数や発注個数を管理することを想定しているため、例えば、加工時間の異なる多種の被加工物の生産管理を行おうとすると、被加工物の種類ごとに個別に生産管理をしなければならず、全体としてどのような在庫状況になっているか把握するのが困難になる。あるいは、無理やり加工時間の異なる多種の被加工物を混在させて在庫個数で管理しようとすると、被加工物によっては、加工が追い付かずに在庫個数に余剰が生じ、また、別の被加工物では、工作機械に空きがあるにも関わらず在庫が枯渇しているといった状況が発生し、生産管理が上手くいかなくなる場合がある。
【先行技術文献】
【特許文献】
【0004】
特開平9-38848号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、上記事情に鑑み、加工時間の異なる多種の被加工物の残加工時間を表示して容易に管理をすることができる生産システムの提供を目的とする。
【課題を解決するための手段】
【0006】
本発明の一の態様によれば、混在する複数種類の被加工物の加工を順次行うフレキシブル生産システムであって、被加工物を加工する工作機械と、工作機械によって加工を行う前の被加工物及び工作機械によって加工を行った後の被加工物を保管するパレットストッカと、パレットストッカから被加工物を工作機械へ供給し、加工済みの被加工物をパレットストッカへ戻す被加工物供給装置と、パレットストッカ内に保管されている各被加工物の加工に要する時間である加工予定時間を合計した残加工時間を算出する算出部と、算出した残加工時間を算出した時刻と共に記憶する記憶部と、残加工時間を時系列に沿って表示する表示装置と、を備えることを特徴としたフレキシブル生産システムが提供される。
【発明の効果】
【0007】
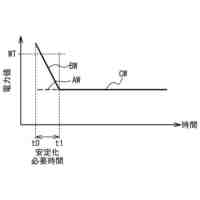
本発明の一の態様に係るフレキシブル生産システムによると、工作機械と、工作機械によって加工を行う前及び加工を行った後の被加工物を保管するパレットストッカと、パレットストッカから被加工物を工作機械へ供給し、加工済みの被加工物をパレットストッカへ戻す被加工物供給装置とを備えることによって、混在する複数種類の被加工物の加工を順次行うことができる。また、パレットストッカ内で待機している各被加工物の加工に要する時間である加工予定時間を合計した残加工時間を算出する算出部と、算出した残加工時間を時刻と共に記憶する記憶部とを備える。このため、各被加工物の加工予定時間を合計した残加工時間を算出し、記憶することができる。さらに、残加工時間を時系列に沿って表す表示装置を備える。このため、残加工時間の枯渇及び余剰といった状況の変化を時系列的に可視化し、その傾向を把握することができる。これによって、加工時間の異なる多種の被加工物が混在する生産であっても、オペレータは残加工時間の表示に基づいて生産が停滞、又は、枯渇する可能性がある状態を容易に管理することができる。
【図面の簡単な説明】
【0008】
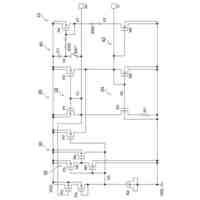
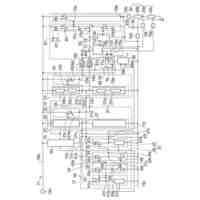
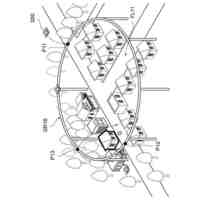
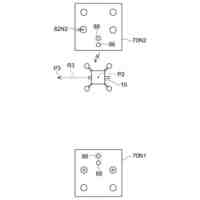
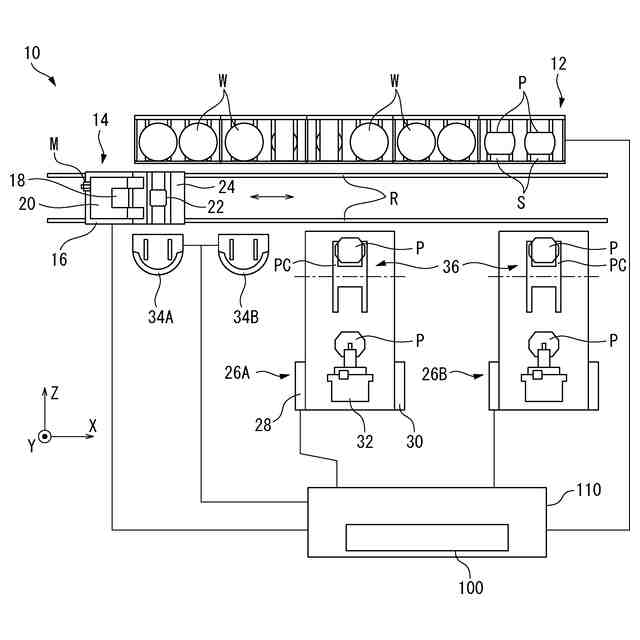
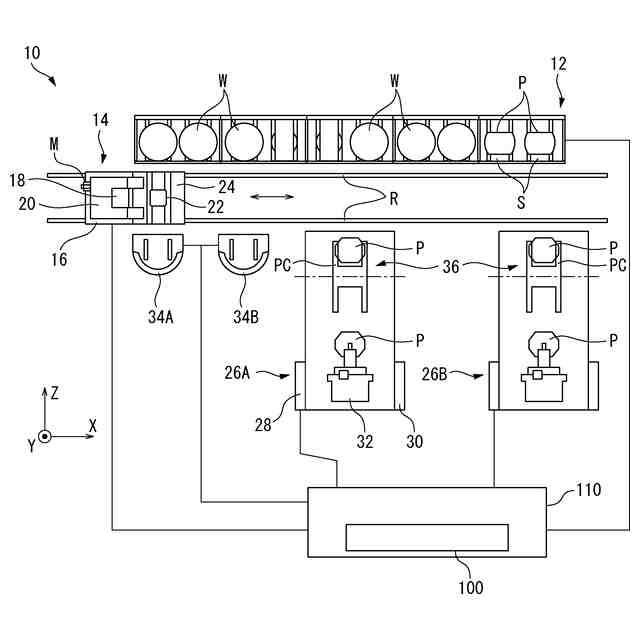
図1は、実施形態に係るフレキシブル生産システムの平面図を示す。
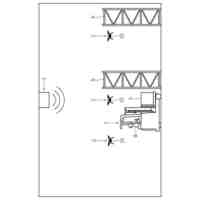
図2は、実施形態に係るパレットストッカの側面図を示す。
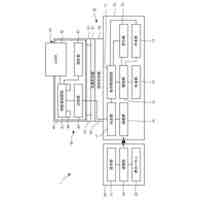
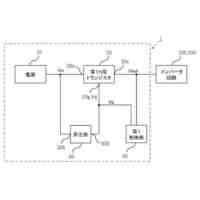
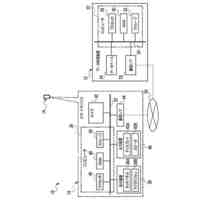
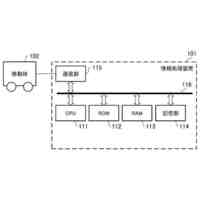
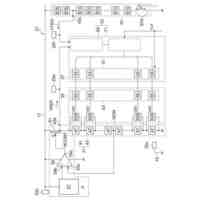
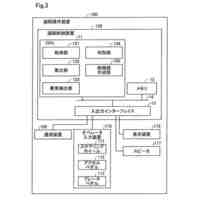
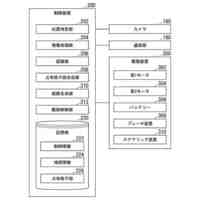
図3は、実施形態に係るフレキシブル生産システムのブロック図を示す。
図4は、実施形態に係る残加工時間の表示例を示す。
図5は、フレキシブル生産システムの変形例に係る残加工時間の表示例を示す。
【発明を実施するための形態】
【0009】
以下、添付図面を参照して、実施形態に係るフレキシブル生産システムを説明する。同様な又は対応する要素には同一の符号を付し、重複する説明は省略する。理解を容易にするために、図の縮尺を変更して説明する場合がある。
【0010】
図1に、多種の被加工物を生産加工するためのフレキシブル生産システム10(以下、「生産システム10」と称する。)の概略的な平面図を示す。また、図2には、パレットストッカ(保管棚)12の概略的な側面図を示す。生産システム10は、被加工物としてのワークWを取付けたパレットP及びパレットP単体を保管するための保管棚として構成されたパレットストッカ12を備える。図2に示すように、パレットストッカ12は、パレットPを保管するための異なる高さの複数のストックエリアSを有し、各ストックエリアSは、パレットPを支持するための一対の脚部材Saを有する。パレットストッカ12は、加工工程を管理及び制御するための生産システム制御装置110(図1参照)と電気的に接続されており、パレットストッカ12に保管されているワークWの種類及び個数の情報を生産システム制御装置110と通信できるように構成されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
エイブリック株式会社
基準電圧回路
17日前
株式会社クボタ
作業車
20日前
株式会社ダイフク
搬送車
20日前
エイブリック株式会社
ボルテージレギュレータ
17日前
トヨタ自動車株式会社
工作機械の制御装置
19日前
トヨタ自動車株式会社
工作機械の制御装置
18日前
株式会社ダイフク
物品搬送設備
18日前
株式会社やまびこ
走行制御装置
5日前
株式会社ダイヘン
搬送車
17日前
株式会社ダイヘン
搬送車
17日前
株式会社ダイヘン
搬送車
17日前
株式会社ダイヘン
搬送車
17日前
井関農機株式会社
作業車両
13日前
株式会社デンソー
診断装置
3日前
ローム株式会社
バイアス回路
19日前
オルガノ株式会社
運転管理方法及び運転管理装置
20日前
ダイハツ工業株式会社
無人搬送車の制御方法
18日前
株式会社マキタ
作業ロボット
5日前
ローム株式会社
電源起動監視回路
18日前
株式会社マキタ
自律移動システム
5日前
株式会社日立製作所
制御装置
5日前
新電元工業株式会社
レギュレータ回路及びインバータ回路
23日前
ダイハツ工業株式会社
無人搬送装置及びその制御方法
13日前
三菱ロジスネクスト株式会社
監視システム
5日前
ソフトバンクグループ株式会社
システム
20日前
キヤノン株式会社
情報処理装置、方法、及びプログラム
18日前
キヤノン株式会社
情報処理装置、方法、及びプログラム
17日前
株式会社日立製作所
状態検知装置
19日前
有限会社村上不動産鑑定士事務所
無人航空機管理システム
23日前
キヤノン株式会社
情報処理装置、制御方法及びプログラム
23日前
三共木工株式会社
遠隔操作システム、遠隔操作装置、及び遠隔操作対象
23日前
ローム株式会社
基準電圧生成回路、半導体装置
17日前
三菱重工業株式会社
状態量監視システム及びその運用方法
11日前
ローム株式会社
半導体装置、電源装置、および車両
23日前
トヨタ自動車株式会社
制御装置、および、制御方法
10日前
本田技研工業株式会社
制御装置、制御方法、およびプログラム
17日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ