TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025041342
公報種別
公開特許公報(A)
公開日
2025-03-26
出願番号
2023148571
出願日
2023-09-13
発明の名称
電池の製造方法
出願人
トヨタ自動車株式会社
代理人
弁理士法人深見特許事務所
主分類
H01M
10/04 20060101AFI20250318BHJP(基本的電気素子)
要約
【課題】レーザ照射に起因した集電体の変形を抑制しながら、レーザ照射により集電体の周縁部に樹脂シール材を適切に溶着する。
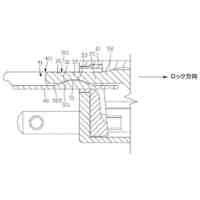
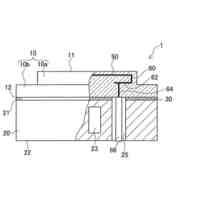
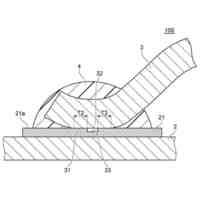
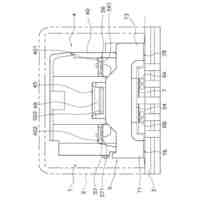
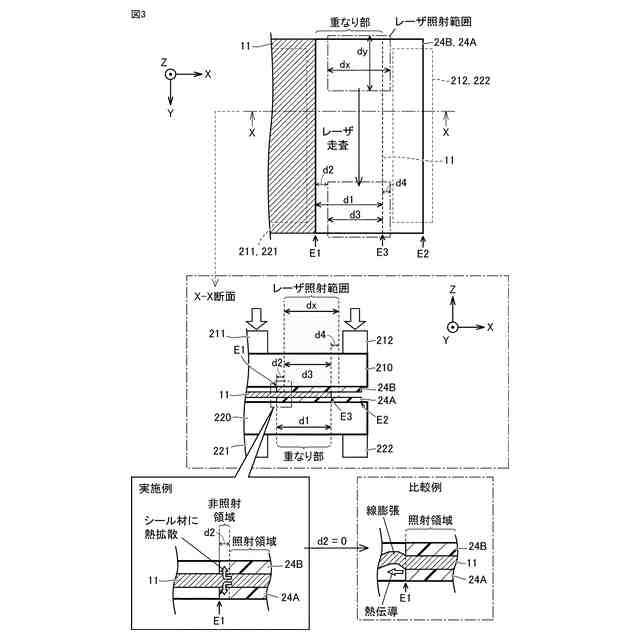
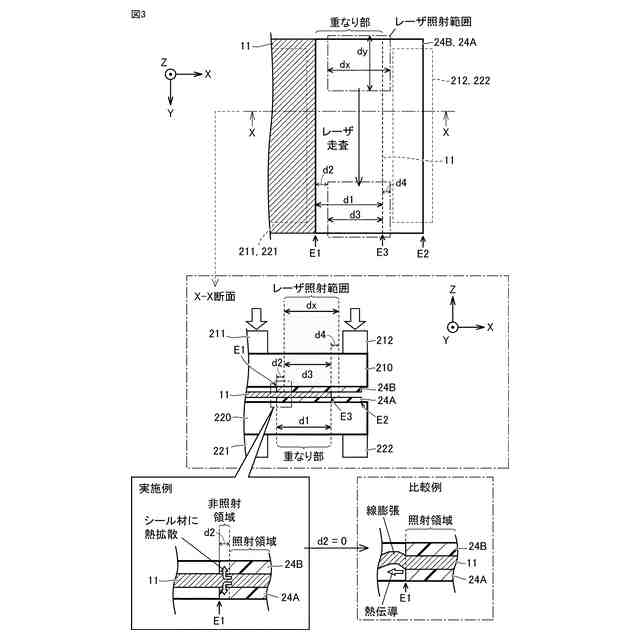
【解決手段】集電体11を含む積層体と、積層体を封止する封止部とを備える電池を製造する方法が、封止部を形成するためのシール材24B(樹脂シール材)を、シール材24Bの一端(E1)が集電体11上に位置し、かつ、シール材24Bの他端(E2)が集電体11の端面(E3)よりも外側に位置するように、集電体11に重ねることと、集電体11とシール材24Bとが重なる重なり部(d1)に設定された非照射領域(d2)および照射領域(d3)に従い、シール材24Bに透過されるレーザ光をシール材24B側から照射領域の集電体11に照射することにより集電体11にシール材24Bを溶着することとを含む。非照射領域は、シール材24Bの一端(E1)から重なり部の1%以上20%以下の範囲に設定される。
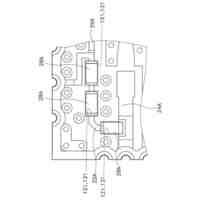
【選択図】図3
特許請求の範囲
【請求項1】
集電体を含む積層体と、前記積層体を封止する封止部とを備える電池を製造する方法であって、
前記封止部を形成するための樹脂シール材を、当該樹脂シール材の一端が前記集電体上に位置し、かつ、当該樹脂シール材の他端が前記集電体の端面よりも外側に位置するように、前記集電体に重ねることと、
前記集電体と前記樹脂シール材とが重なる重なり部に設定された照射領域および非照射領域に従い、前記樹脂シール材に透過されるレーザ光を前記樹脂シール材側から前記照射領域の前記集電体に照射することにより前記集電体に前記樹脂シール材を溶着することと、
を含み、
前記非照射領域は、前記樹脂シール材の前記一端から前記重なり部の1%以上20%以下の範囲に設定される、電池の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、電池の製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
特開2019-142240号公報(特許文献1)には、金属に、レーザ光が透過する樹脂部材およびガラスを、この順で重ね合わせ、樹脂部材側からガラスを介してレーザ光を金属と樹脂部材の重ね合わされた接合箇所に照射して、接合速度0.5~5.0m/分で接合する技術が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2019-142240号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記特許文献1に記載される技術を、電池の製造に利用することが考えられる。具体的には、電池の封止部を形成するための樹脂シール材を電池の集電体の周縁部に溶着するために、上記特許文献1に記載される技術が用いられるかもしれない。しかしながら、レーザ照射の条件によっては、集電体が変形したり、集電体の周縁部に樹脂シール材が十分に溶着されなかったりする。特に、集電体の周縁部に樹脂シール材を溶着する場合には、レーザ照射位置が電池の性能に影響しやすい。上記特許文献1は、集電体の周縁部に樹脂シール材を溶着するために適したレーザ照射条件について言及していない。
【0005】
本開示は、上記課題を解決するためになされたものであり、その目的は、レーザ照射に起因した集電体の変形を抑制しながら、レーザ照射により集電体の周縁部に樹脂シール材を適切に溶着することである。
【課題を解決するための手段】
【0006】
本開示の一形態によれば、集電体を含む積層体と、積層体を封止する封止部とを備える電池を製造する方法が提供される。この電池の製造方法は、封止部を形成するための樹脂シール材を、当該樹脂シール材の一端が集電体上に位置し、かつ、当該樹脂シール材の他端が集電体の端面よりも外側に位置するように、集電体に重ねることと、集電体と樹脂シール材とが重なる重なり部に設定された照射領域および非照射領域に従い、樹脂シール材に透過されるレーザ光を樹脂シール材側から照射領域の集電体に照射することにより集電体に樹脂シール材を溶着することとを含む。上記非照射領域は、樹脂シール材の上記一端から重なり部の1%以上20%以下の範囲に設定される。
【発明の効果】
【0007】
本開示によれば、レーザ照射に起因した集電体の変形を抑制しながら、レーザ照射により集電体の周縁部に樹脂シール材を適切に溶着することが可能になる。
【図面の簡単な説明】
【0008】
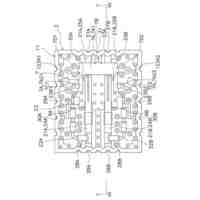
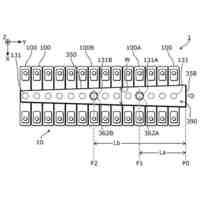
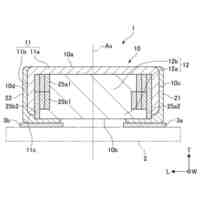
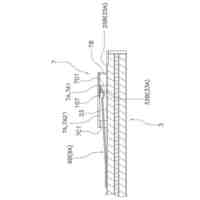
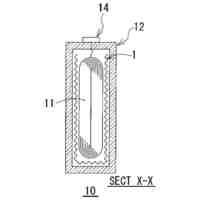
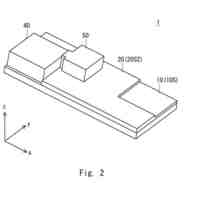
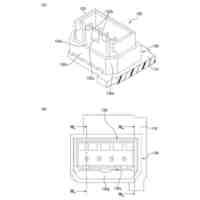
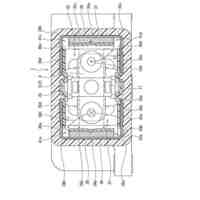
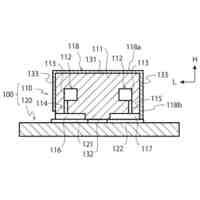
本開示の実施の形態に係る電池の製造方法によって製造される電池の一例を示す図である。
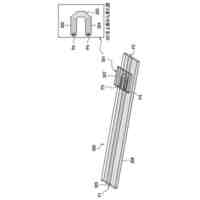
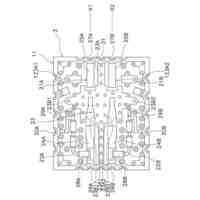
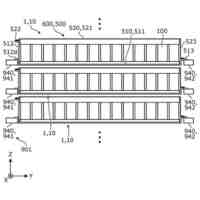
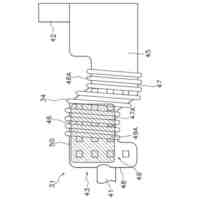
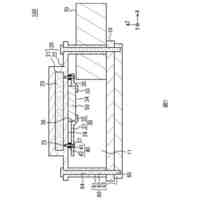
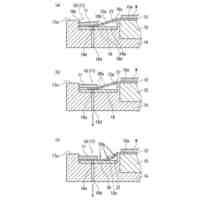
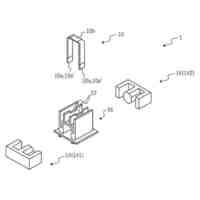
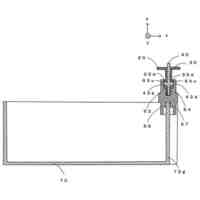
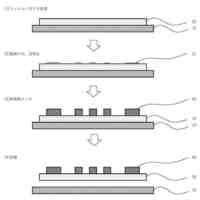
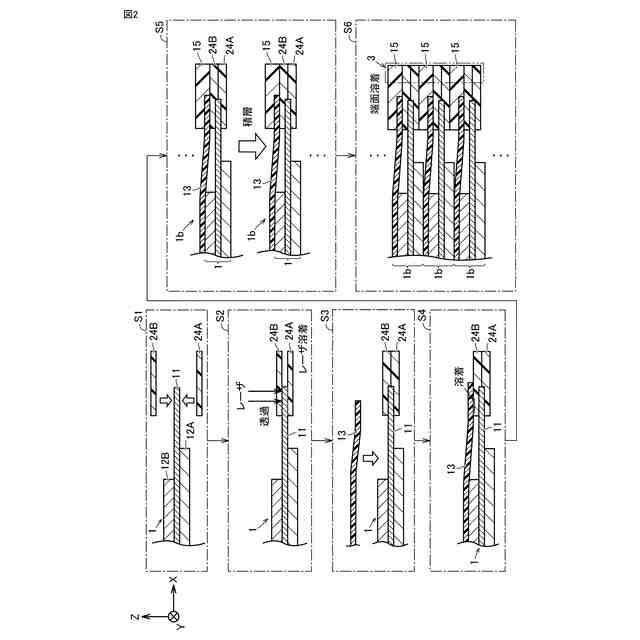
本開示の実施の形態に係る電池の製造方法の手順を示す図である。
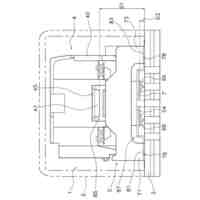
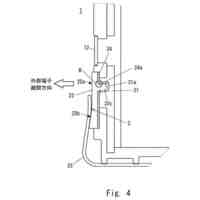
図2に示したレーザ照射工程について説明するための図である。
【発明を実施するための形態】
【0009】
本開示の実施の形態について、図面を参照しながら詳細に説明する。図中、同一または相当部分には同一符号を付してその説明は繰り返さない。以下で用いられる各図において、互いに直交するX軸、Y軸、およびZ軸のうち、Z軸は電池の厚み方向を示している。以下、X軸、Y軸、Z軸の矢印が指し示す方向には「+」を、その反対の方向には「-」を付けて表す。板状の部材(又は、その積層体)の2つの主面(表裏面)に関しては、+Z方向の面を「第1面」、-Z方向の面を「第2面」と称する場合がある。
【0010】
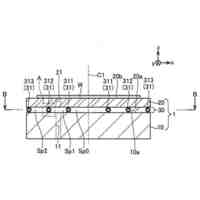
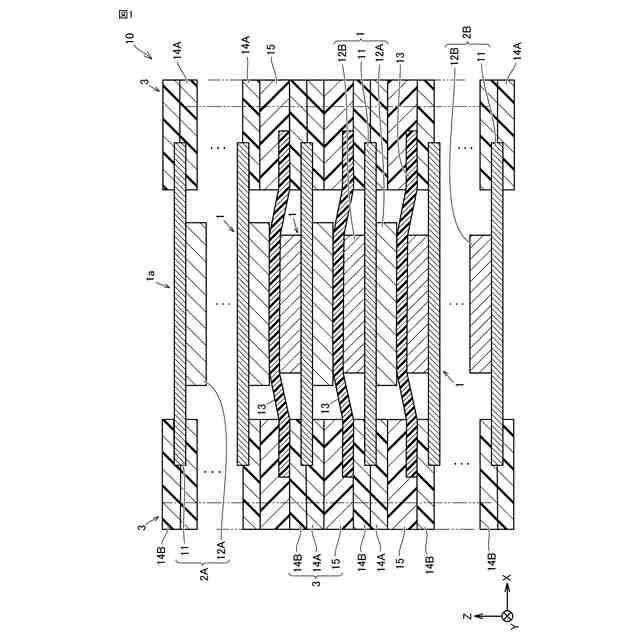
図1は、この実施の形態に係る電池の製造方法によって製造される蓄電モジュール10(電池)を示す断面図である。製造される電池の種類は任意であるが、例えばリチウムイオン二次電池であってもよい。図1を参照して、蓄電モジュール10は、電極積層体1aと、電極積層体1aを封止する封止部3とを備える。電極積層体1aは、Z方向(積層方向)に積層された複数の電極(複数のバイポーラ電極1、1つの負極終端電極2A、および1つの正極終端電極2B)を含む。電極間にはセパレータ13が配置される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
汎用型電気プラグ
10日前
株式会社プロテリアル
ケーブル
24日前
キヤノン株式会社
通信装置
4日前
オムロン株式会社
電磁継電器
5日前
株式会社GSユアサ
蓄電装置
19日前
オムロン株式会社
電磁継電器
5日前
太陽誘電株式会社
コイル部品
10日前
オムロン株式会社
電磁継電器
5日前
オムロン株式会社
電磁継電器
5日前
オムロン株式会社
電磁継電器
5日前
株式会社GSユアサ
蓄電設備
25日前
オムロン株式会社
電磁継電器
14日前
日本特殊陶業株式会社
保持部材
21日前
株式会社小糸製作所
ターミナル
14日前
タイガースポリマー株式会社
2次電池
12日前
富士通株式会社
冷却モジュール
5日前
東レ株式会社
有機粒子およびフィルム
25日前
オムロン株式会社
回路部品
5日前
日本電気株式会社
光学モジュール
4日前
株式会社東京精密
ワーク保持装置
3日前
TDK株式会社
コイル部品
4日前
大電株式会社
導電用導体
17日前
株式会社タムラ製作所
装置
17日前
日本特殊陶業株式会社
接合体
14日前
株式会社東芝
半導体装置
3日前
新電元工業株式会社
磁性部品
12日前
オリオン機械株式会社
発電システム
19日前
富士電機株式会社
電磁接触器
10日前
三菱電機株式会社
半導体装置
20日前
ニチコン株式会社
コンデンサ
11日前
オムロン株式会社
電磁継電器
5日前
東洋紡株式会社
インターポーザの製造方法
24日前
太陽誘電株式会社
コイル部品
25日前
トヨタバッテリー株式会社
二次電池
6日前
オムロン株式会社
電磁継電器
5日前
株式会社東芝
半導体装置
12日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ