TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025040848
公報種別
公開特許公報(A)
公開日
2025-03-25
出願番号
2023147909
出願日
2023-09-12
発明の名称
ボンド磁石の製造方法及びボンド磁石
出願人
日本ゼオン株式会社
,
RIMTEC株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
H01F
41/02 20060101AFI20250317BHJP(基本的電気素子)
要約
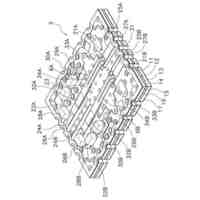
【課題】磁性粉の充填率が高く、任意の形状としたボンド磁石を実現することができるボンド磁石の製造方法及びボンド磁石を提供する。
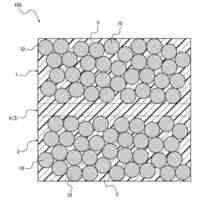
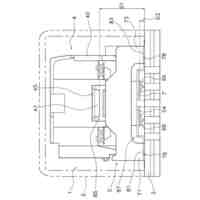
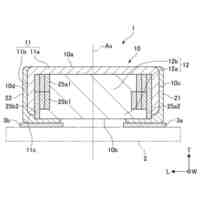
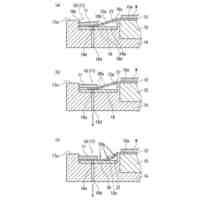
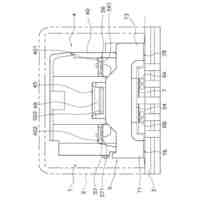
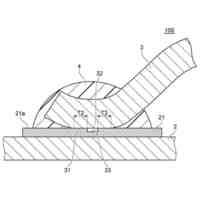
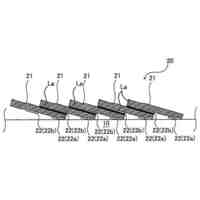
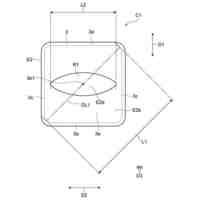
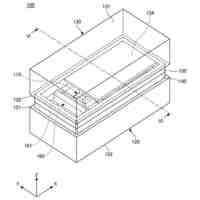
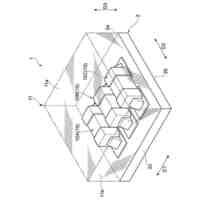
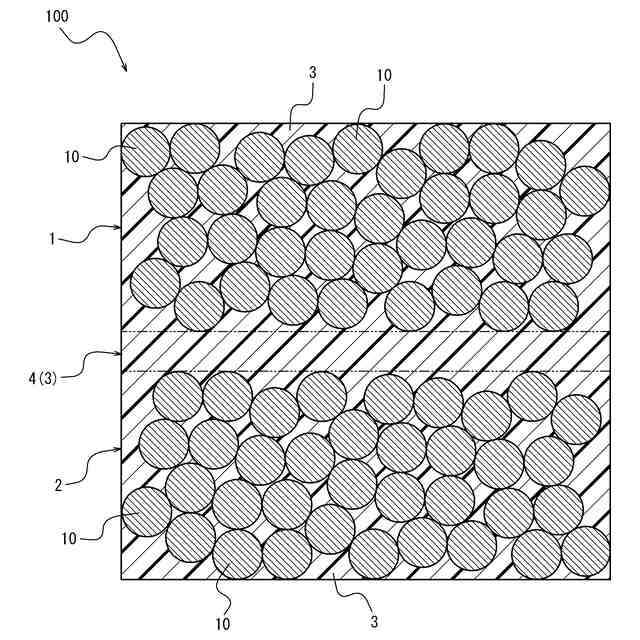
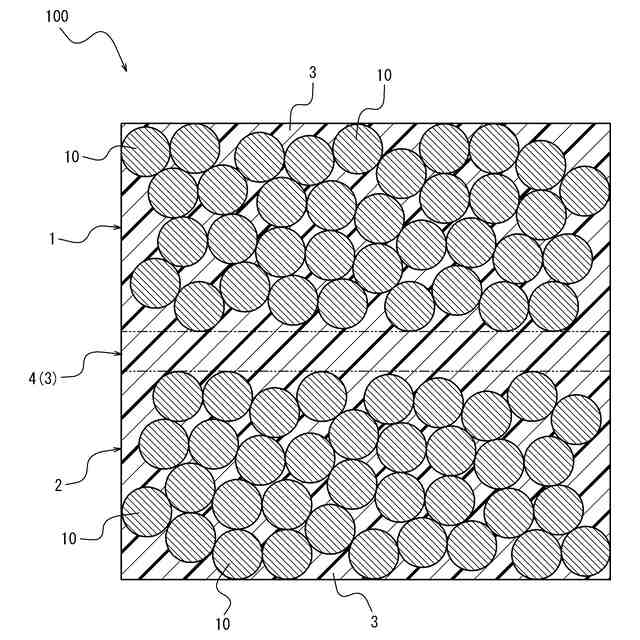
【解決手段】ボンド磁石100の製造方法は、磁性粉末の粒子10を圧縮成形して成形体1、2を得る成形工程と、2個以上の成形体同士を接地させて保持した連結体とする接地工程と、連結体に熱硬化性組成物を含浸させる含浸工程と、を含み、熱硬化性樹脂3は、粘度が200mPa・s以下である。
【選択図】図1
特許請求の範囲
【請求項1】
磁性粉末を圧縮成形して成形体を得る成形工程と、
2個以上の前記成形体同士を接地させて保持した連結体とする接地工程と、
前記連結体に熱硬化性組成物を含浸させる含浸工程と、を含み、
前記熱硬化性組成物は、粘度が200mPa・s以下であるボンド磁石の製造方法。
続きを表示(約 500 文字)
【請求項2】
前記連結体におけるそれぞれの前記成形体の接地面の表面粗さを50μm以下とする請求項1に記載のボンド磁石の製造方法。
【請求項3】
前記連結体に含浸させた前記熱硬化性組成物を硬化させる硬化工程を更に含み、
前記硬化工程では、
一方の前記成形体と他方の前記成形体との間に前記熱硬化性組成物が硬化した樹脂層を形成し、
前記樹脂層の厚みを2μm以上50μm以下とする請求項1又は2に記載のボンド磁石の製造方法。
【請求項4】
前記成形工程において、前記磁性粉末と表面処理剤との混合粉を圧縮成形して前記成形体とし、
前記表面処理剤は、前記磁性粉末100質量部に対して5質量部以下混合する請求項1又は2に記載のボンド磁石の製造方法。
【請求項5】
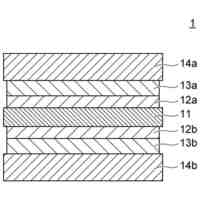
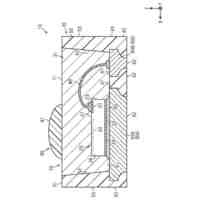
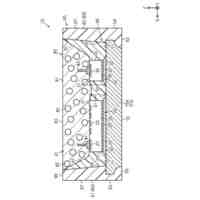
磁性粉末が熱硬化性樹脂で固定された第一成形体及び第二成形体と、
前記第一成形体と前記第二成形体との間に配置された樹脂層と、を備え、
前記樹脂層は、前記熱硬化性樹脂で形成されており、
前記樹脂層の最大厚みは2μm以上50μm以下であるボンド磁石。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ボンド磁石の製造方法及びボンド磁石に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
磁石には、古くから使用されている鋳造磁石、磁性粉を焼結して製造した焼結磁石、磁性粉を樹脂のバインダーを用いて成形したボンド磁石などがある。このうちボンド磁石は、鋳造磁石や焼結磁石よりも磁気特性は劣るが、樹脂を含むことで、変形容易性や加工容易性があり、任意の形状に加工しやすい、すなわち形状加工性がよいという特徴がある。しかしボンド磁石は、樹脂が含まれることで、十分に強度を高めることが難しく、また、単位体積あたりの磁性粉の量が減ることに伴って他の磁石に比べて磁性が弱くなるという問題がある。
【0003】
特許文献1には、ボンド磁石の製造方法及びボンド磁石が開示されている。このボンド磁石の製造方法は、平均粒径が10μm以下の磁性粉末を磁気配向させながら圧縮し、第1成形体を得る第1圧縮工程と、第1成形体と粘度が200mPa・S以下である熱硬化性樹脂とを接触させた後に圧縮し、第2成形体を得る第2圧縮工程と、第2成形体を熱処理する熱処理工程を含む。このボンド磁石の製造方法により製造されたボンド磁石は、磁性粉末の充填率及び配向率が高くなることより、磁気特性が向上したボンド磁石を得ることができるとされている。
【先行技術文献】
【特許文献】
【0004】
特開2020-109840号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
例えば電気自動車(EV)向けのモーターでは、精密な磁性制御することが要求されている。例えば、モーターの内部における磁石の形状を工夫して精密な磁性制御を行う場合がある。この場合、精密な磁性制御のために磁石を複雑な形状に成形したい場合がある。しかし、焼成磁石を複雑な形状に成形するのは容易ではない。
【0006】
これに対し、形状加工性のよいボンド磁石であれば、精密な磁性制御のための複雑な形状を実現できると考えられる。しかし上述のように、ボンド磁石は、鋳造磁石や焼結磁石よりも磁気特性は劣るという問題がある。これに対し、特許文献1に開示されたボンド磁石の製造方法及びボンド磁石は、充填率が高く磁気特性がよいとされているが、ボンド磁石の、形状加工性が良いという特徴を十分に生かせない。すなわち、特許文献1に開示されたボンド磁石の製造方法及びボンド磁石は、任意の形状に形成することが容易ではない。
【0007】
本開示は、かかる実状に鑑みて為されたものであって、その目的は、磁性粉の充填率が高く、任意の形状としたボンド磁石を実現することができるボンド磁石の製造方法及びボンド磁石を提供することにある。
【課題を解決するための手段】
【0008】
上記目的を達成するための、本開示に係るボンド磁石の製造方法及びボンド磁石は以下のとおりである。
【0009】
[1] 本開示に係るボンド磁石の製造方法は、
磁性粉末を圧縮成形して成形体を得る成形工程と、
2個以上の前記成形体同士を接地させて保持した連結体とする接地工程と、
前記連結体に熱硬化性組成物を含浸させる含浸工程と、を含み、
前記熱硬化性樹脂は、粘度が200mPa・s以下である。
【0010】
上記製造方法によれば、磁性粉の充填率が高く、任意の形状としたボンド磁石を実現することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本ゼオン株式会社
ボンド磁石の製造方法及びボンド磁石
13日前
日本ゼオン株式会社
積層体及びその製造方法、並びに、偏光フィルムの製造方法
今日
日星電気株式会社
平型電線
今日
個人
汎用型電気プラグ
10日前
キヤノン株式会社
通信装置
4日前
オムロン株式会社
電磁継電器
5日前
オムロン株式会社
電磁継電器
5日前
オムロン株式会社
電磁継電器
5日前
オムロン株式会社
電磁継電器
5日前
太陽誘電株式会社
コイル部品
10日前
オムロン株式会社
電磁継電器
5日前
富士通株式会社
冷却モジュール
5日前
日本電気株式会社
光学モジュール
4日前
オムロン株式会社
回路部品
5日前
TDK株式会社
コイル部品
4日前
株式会社東京精密
ワーク保持装置
3日前
トヨタバッテリー株式会社
二次電池
6日前
オムロン株式会社
電磁継電器
5日前
ニチコン株式会社
コンデンサ
11日前
富士電機株式会社
電磁接触器
10日前
富士電機株式会社
回路遮断器
5日前
オムロン株式会社
電磁継電器
5日前
オムロン株式会社
電磁継電器
5日前
オムロン株式会社
電磁継電器
5日前
株式会社東芝
半導体装置
12日前
三菱電機株式会社
半導体装置
5日前
株式会社東芝
半導体装置
3日前
矢崎総業株式会社
シールド電線
10日前
TDK株式会社
電子部品
10日前
株式会社プロテリアル
マトリックストランス
11日前
株式会社アイシン
冷却器
6日前
TDK株式会社
電子部品
5日前
日亜化学工業株式会社
発光装置
10日前
TDK株式会社
電子部品
3日前
ローム株式会社
半導体発光装置
3日前
ローム株式会社
半導体発光装置
3日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ