TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025040803
公報種別
公開特許公報(A)
公開日
2025-03-25
出願番号
2023147835
出願日
2023-09-12
発明の名称
シート式シャッター装置におけるシャッターカーテンの製造方法
出願人
三和シヤッター工業株式会社
代理人
個人
,
個人
,
個人
主分類
E06B
9/11 20060101AFI20250317BHJP(戸,窓,シャッタまたはローラブラインド一般;はしご)
要約
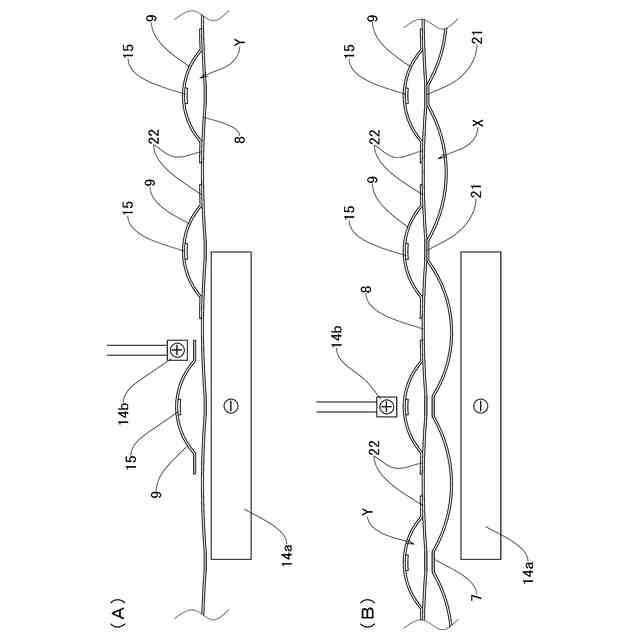
【課題】建物の出入り口等の開口部の開閉をするシート式のシャッターカーテン2を、熱融着によって第一、第二、第三シート材7、8、9を用いて第一、第二断熱空間部X、Yが前後かつ上下に交互に連結されたものにすることを効率的に行うようにする。
【解決手段】第二、第三シート材8、9を熱融着して第二断熱空間部を形成した後、該第三シート材が連結された第二シート材8に、第一シート材7を熱融着して第一断熱空間部Xを形成する際に、第二シート材8に第三シート材9が熱融着されないよう、第二、第三シート材8、9の間に非熱融着材15を挟持させておく。
【選択図】図7
特許請求の範囲
【請求項1】
建物の出入り口等の開口部の開閉をするべく設けられるシート式のシャッターカーテンを、
第一、第二シート材同士を適間隔を存して連結することで、筒状の第一断熱空間部が第一連結部を挟んで上下に連続して形成され、
第一連結部を挟んだ上下の第一断熱空間部部位の第二シート材に、前記第一連結部を跨ぐ状態で第三シート材を第二連結部を介して連結することで、筒状の第二断熱空間部が前記第一連結部を跨ぐ状態で上下に連続して形成され、
第一、第二、第三シート材は熱融着性を備え、第一、第二連結部は熱融着により形成された構成にするにあたり、
前記第一、第二連結部は、第二シート材と第一、第三シート材の何れか一方のシート材とを熱融着して連結する第一熱融着工程、第二シート材と第一、第三シート材の他方のシート材とを熱融着して連結する第二熱融着工程が順次実行されることで形成されたものであり、
前記第二熱融着工程は、第二熱融着工程により熱融着される部位の第二シート材と、該第二シート材に熱融着されない一方のシート材とのあいだに、熱融着性がなく耐熱性のある素材で形成される非熱融着材が挟持された状態で実行されることを特徴とするシート式シャッター装置におけるシャッターカーテンの製造方法。
続きを表示(約 1,100 文字)
【請求項2】
第一熱融着工程は、第二シート材と第三シート材とを熱融着して第二断熱空間部を形成する工程であり、
第二熱融着工程は、第二シート材と第一シート材とを熱融着して第一断熱空間部を形成する工程であることを特徴とする請求項1記載のシート式シャッター装置におけるシャッターカーテンの製造方法。
【請求項3】
第二シート材には、シャッターカーテンの最下端となるボトム部を形成するべく延長された延長下片部と、該延長下片部からさらに延長されたものを折り返した折り返し片部とを備え、該折り返し片部の先端部を延長下片部に熱融着して連結されるボトム部が形成されるものであり、
前記ボトム部を形成するためのボトム部融着工程が、第二熱融着工程の前後何れかで実行されることを特徴とする請求項2記載のシート式シャッター装置におけるシャッターカーテンの製造方法。
【請求項4】
第一、第二シート材は、シャッターカーテンの最下端となるボトム部で折り返し状に連結される一連状のものであり、
第二シート材と第三シート材とが熱融着された第一熱融着工程が実行された後、第二シート材に連結する第一シート材を、前記ボトム部で折り返して第二シート材に対向せしめる第一シート材折り返し工程が実行され、ついで第一シート材と第二シート材とを熱融着する第二熱融着工程が実行されることを特徴とする請求項2記載のシート式シャッター装置におけるシャッターカーテンの製造方法。
【請求項5】
非熱融着材は、第一熱融着工程が実行される前の段階で、第二または第三シート材の第一連結部に対応する部位に取り付けられることで非熱融着材の挟持がなされることを特徴とする請求項2記載のシート式シャッター装置におけるシャッターカーテンの製造方法。
【請求項6】
第一熱融着工程は、第一シート材と第二シート材とを熱融着して第一断熱空間部を形成する工程であり、
第二熱融着工程は、第二シート材と第三シート材とを熱融着して第二断熱空間部を形成する工程であることを特徴とする請求項1記載のシート式シャッター装置におけるシャッターカーテンの製造方法。
【請求項7】
非熱融着材は、第一熱融着工程が実行される前の段階で、第一または第二シート材の第二連結部に対応する部位に取り付けられることで非熱融着材の挟持がなされることを特徴とする請求項6記載のシート式シャッター装置におけるシャッターカーテンの製造方法。
【請求項8】
非熱融着材は、第二の融着工程が実行後、除去されることを特徴とする請求項5または7記載のシート式シャッター装置におけるシャッターカーテンの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、建物の出入り口等の開口部に開閉自在に建て付けられるシート式シャッター装置におけるシャッターカーテンの製造方法の技術分野に関するものである。
続きを表示(約 6,200 文字)
【背景技術】
【0002】
一般に、建物の出入り口等の開口部の開閉をするため設けられるシャッター装置の中には、シャッターカーテンの開閉作動を高速化する等の目的のため、シャッターカーテンをシート式にし、該シート式のシャッターカーテンを、天井部(開口部上方)に設けた巻き取り体(巻き取りドラム、巻き取りホイール)に巻装するようにしたものが知られている。
このようなシート式のシャッター装置では、シャッターカーテンが一枚状のシート材で構成されるため断熱性(保温性)が損なわれたものとなって空調効果が低下してしまうという問題がある。
そこでシャッターカーテンを、表裏一対のシート材同士を上下間隔を存して接着や縫合等の適宜の連結手段を用いて連結することで、複数の袋筒状の断熱空間部が、連結部を介する状態で上下方向に一連状に設けたものが提唱されている(例えば特許文献1、2参照)。
ところが前記従来のものは、いずれも上下に連結する断熱空間部が、連結部を介して連結しただけであるので、断熱空間部部位では断熱性能を発揮できるものの、連結部部位において断熱性能が損なわれるという問題がある。
【先行技術文献】
【特許文献】
【0003】
実開昭58-141090号公報
実用新案登録第2601831号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
そこでシャッターカーテンを、上下の断熱空間部(第一断熱空間部)を連結している連結部を挟んた状態で、上下の第一断熱空間部間にさらに第二の断熱空間部を形成した構成にすることで、前記従来の連結部部位において劣る断熱性能を向上させるようにすることが提唱される。そしてこの場合にシート材の連結を、接着や縫合等の連結手段でなく、熱融着による連結手段を採用することで、各シート材同士の強度のある一体化が図れ、経時変化にも強く、長期に亘って安定性のある連結機能が発揮できて信頼性の高いシャッターカーテンにすることが提唱される。
ところがこのように熱融着による連結手段を採用して第一、第二断熱空間部が形成されたシャッターカーテンを形成する手順として、例えば、第一、第二シート材を熱融着して第一断熱空間部を形成した後、上下の第二シート材に第三シート材を当てがった状態で、該第二、第三シート材を熱融着して第二断熱空間部を形成しようとする場合に、融着してはいけない第一シート材が、融着部位に積層状に存在することとなって融着作業がしづらく、作業性に劣る等の問題があり、これらに本発明の解決すべき課題がある。
【課題を解決するための手段】
【0005】
本発明は、上記の如き実情に鑑みこれらの課題を解決することを目的として創作されたものであって、請求項1の発明は、建物の出入り口等の開口部の開閉をするべく設けられるシート式のシャッターカーテンを、第一、第二シート材同士を適間隔を存して連結することで、筒状の第一断熱空間部が第一連結部を挟んで上下に連続して形成され、第一連結部を挟んだ上下の第一断熱空間部部位の第二シート材に、前記第一連結部を跨ぐ状態で第三シート材を第二連結部を介して連結することで、筒状の第二断熱空間部が前記第一連結部を跨ぐ状態で上下に連続して形成され、第一、第二、第三シート材は熱融着性を備え、第一、第二連結部は熱融着により形成された構成にするにあたり、前記第一、第二連結部は、第二シート材と第一、第三シート材の何れか一方のシート材とを熱融着して連結する第一熱融着工程、第二シート材と第一、第三シート材の他方のシート材とを熱融着して連結する第二熱融着工程が順次実行されることで形成されたものであり、前記第二熱融着工程は、第二熱融着工程により熱融着される部位の第二シート材と、該第二シート材に熱融着されない一方のシート材とのあいだに、熱融着性がなく耐熱性のある素材で形成される非熱融着材が挟持された状態で実行されることを特徴とするシート式シャッター装置におけるシャッターカーテンの製造方法
である。
請求項2の発明は、第一熱融着工程は、第二シート材と第三シート材とを熱融着して第二断熱空間部を形成する工程であり、第二熱融着工程は、第二シート材と第一シート材とを熱融着して第一断熱空間部を形成する工程であることを特徴とする請求項1記載のシート式シャッター装置におけるシャッターカーテンの製造方法である。
請求項3の発明は、第二シート材には、シャッターカーテンの最下端となるボトム部を形成するべく延長された延長下片部と、該延長下片部からさらに延長されたものを折り返した折り返し片部とを備え、該折り返し片部の先端部を延長下片部に熱融着して連結されるボトム部が形成されるものであり、前記ボトム部を形成するためのボトム部融着工程が、第二熱融着工程の前後何れかで実行されることを特徴とする請求項2記載のシート式シャッター装置におけるシャッターカーテンの製造方法である。
請求項4の発明は、第一、第二シート材は、シャッターカーテンの最下端となるボトム部で折り返し状に連結される一連状のものであり、第二シート材と第三シート材とが熱融着された第一熱融着工程が実行された後、第二シート材に連結する第一シート材を、前記ボトム部で折り返して第二シート材に対向せしめる第一シート材折り返し工程が実行され、ついで第一シート材と第二シート材とを熱融着する第二熱融着工程が実行されることを特徴とする請求項2記載のシート式シャッター装置におけるシャッターカーテンの製造方法である。
請求項5の発明は、非熱融着材は、第一熱融着工程が実行される前の段階で、第二または第三シート材の第一連結部に対応する部位に取り付けられることで非熱融着材の挟持がなされることを特徴とする請求項2記載のシート式シャッター装置におけるシャッターカーテンの製造方法である。
請求項6の発明は、第一熱融着工程は、第一シート材と第二シート材とを熱融着して第一断熱空間部を形成する工程であり、第二熱融着工程は、第二シート材と第三シート材とを熱融着して第二断熱空間部を形成する工程であることを特徴とする請求項1記載のシート式シャッター装置におけるシャッターカーテンの製造方法である。
請求項7の発明は、非熱融着材は、第一熱融着工程が実行される前の段階で、第一または第二シート材の第二連結部に対応する部位に取り付けられることで非熱融着材の挟持がなされることを特徴とする請求項6記載のシート式シャッター装置におけるシャッターカーテンの製造方法である。
請求項8の発明は、非熱融着材は、第二の融着工程が実行後、除去されることを特徴とする請求項5または7記載のシート式シャッター装置におけるシャッターカーテンの製造方法である。
【発明の効果】
【0006】
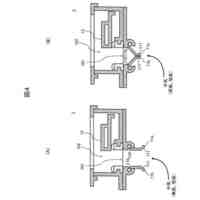
請求項1の発明とすることにより、シート式のシャッターカーテンを、第一、第二、第三シート材を備え、これらを第一、第二の熱融着工程によって熱融着して第一、第二連結部を形成することで第一、第二断熱空間部が前後に交互に積層する状態で上下に連結した断熱性の高いものにできることになるが、第二熱融着工程では、第二シート材と熱融着されない一方のシート材とのあいだに非熱融着材が挟持された状態で熱融着がなされる結果、第二の熱融着工程が第一、第二、第三シート材を積層した状態で行われながら、第二シート材と他方のシート材のみの熱融着がなされることになって、先行して熱融着された一方のシート材は熱融着されることなく、第一の熱融着工程で形成された断熱空間部がそのまま維持されたものが簡単かつ確実に形成されることになる。
請求項2の発明とすることにより、第一、第二断熱空間部を形成するための第一、第二熱融着工程を効率よく実行することができる。
請求項3の発明とすることにより、シート式のシャッターカーテンを構成する第二シート材を、下端縁部を折り返しし、熱融着してボトム部が形成されたものとする場合に、該ボトム部を形成するための熱融着工程が、前記第二熱融着工程の前後の何れかで実行されることになる結果、ボトム部の形成が効率よく実行できることになる。
請求項4の発明とすることにより、シャッターカーテンを構成するための第一、第二シート材がボトム部で折り返される一連状の長尺のシート材で形成されたものとする場合に、第二、第三シート材を熱融着する第一熱融着工程が実行された後、第二シート材を折り返して第一シート材を第二シート材に対向させ、しかる後、第一、第二シート材を熱融着する第二熱融着工程が実行されることになる結果、効率の良い熱融着工程が実行できることになる。
請求項5の発明とすることにより、第二熱融着工程において熱融着されない第二シート材と第三シート材とのあいだに非熱融着材を挟持することが、第一熱融着工程の前の段階で第二または第三シート材に取り付けておくことででき、作業性が向上する。
請求項6の発明とすることにより、第一熱融着工程を、第一シート材と第二シート材とを熱融着して第一断熱空間部を形成する工程とし、第二熱融着工程を、第二シート材と第三シート材とを熱融着して第二断熱空間部を形成する工程とすることで、効率の良い熱融着が確実にできることになる。
請求項7の発明とすることにより、非熱融着材の挟持が、第一熱融着工程が実行される前の段階で、第一または第二シート材の第二連結部に対応する部位に取り付けておくことで簡単にできることになる。
請求項8の発明とすることにより、非熱融着材が、第二の融着工程が実行後に除去されることになって再利用が可能となって部材の有効利用を促進することができる。
【図面の簡単な説明】
【0007】
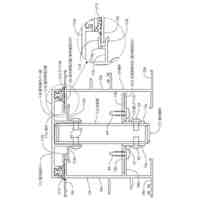
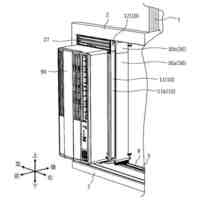
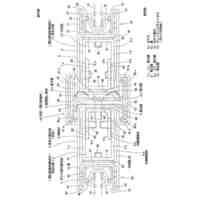
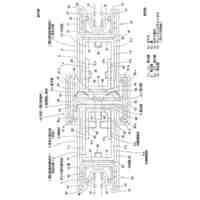
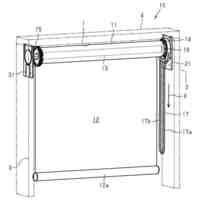
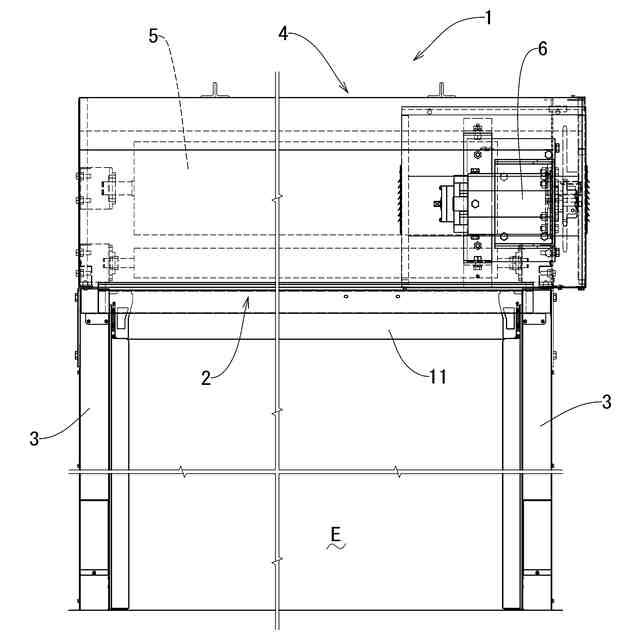
シャッター装置の正面図である。
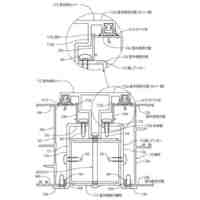
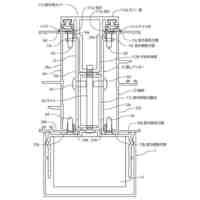
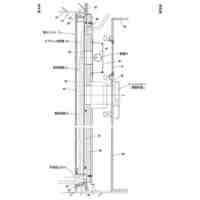
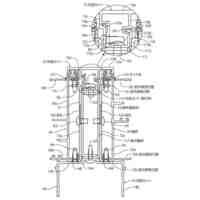
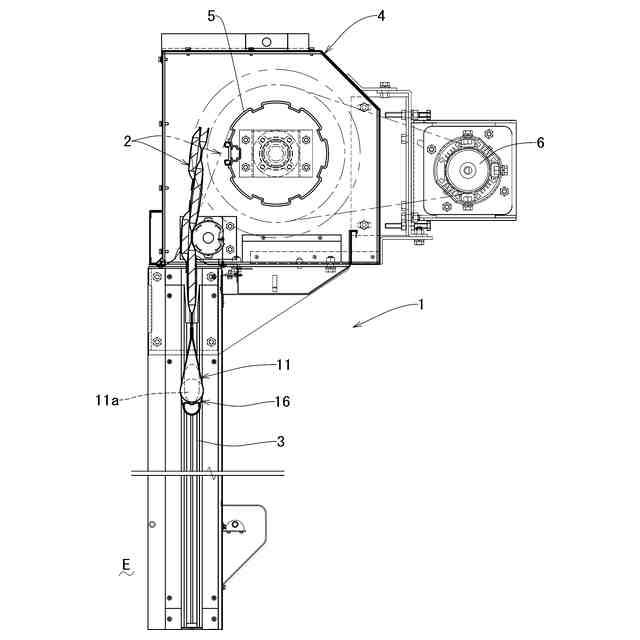
シャッター装置の縦断側面図である。
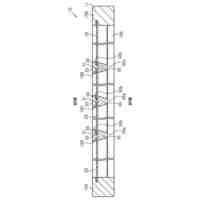
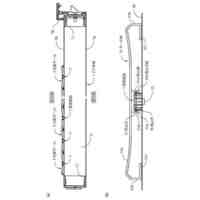
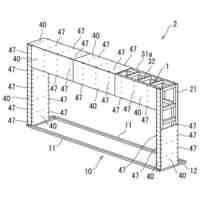
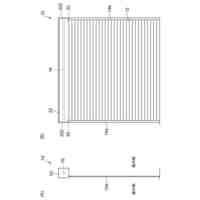
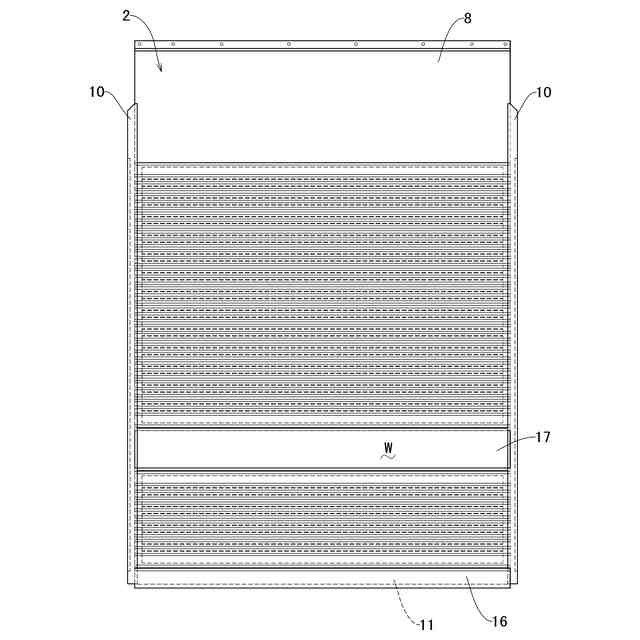
シャッターカーテンの正面図である。
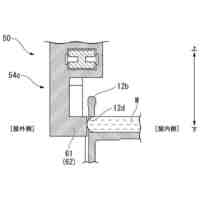
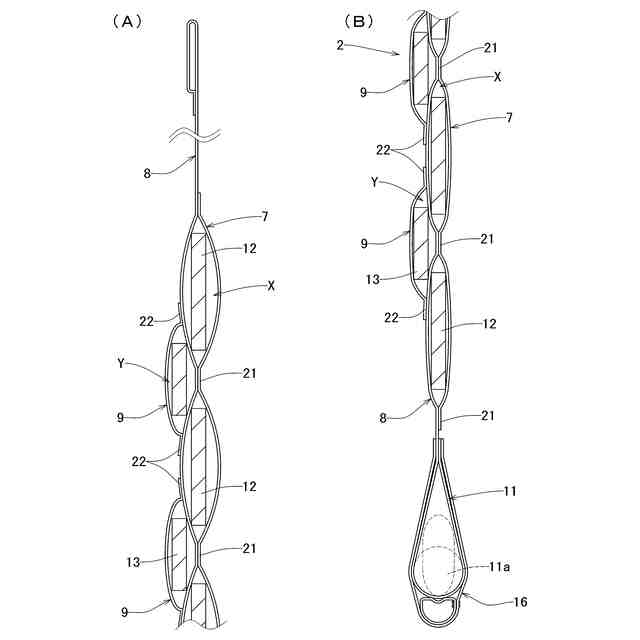
(A)(B)はシャッターカーテンの上端部位、下端部位の縦断面図である。
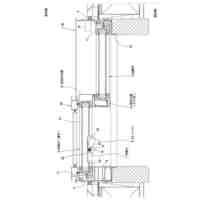
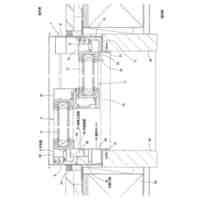
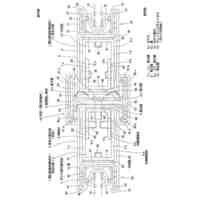
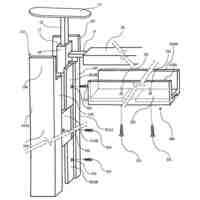
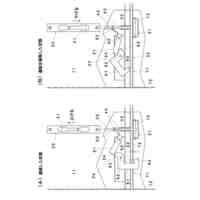
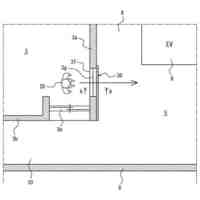
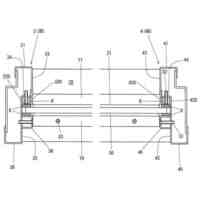
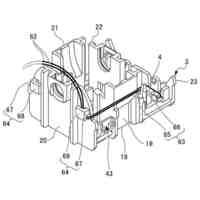
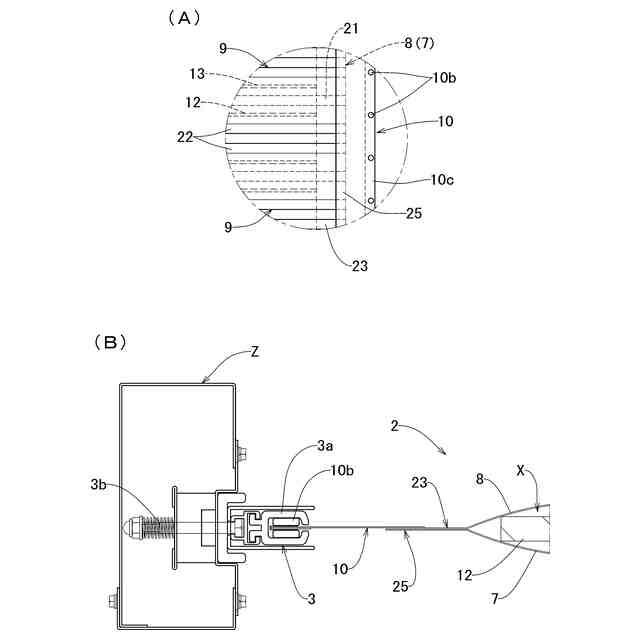
(A)(B)はシャッターカーテンの左右方向端縁部部位の要部拡大正面図、ガイドレール部位の断面平面図である。
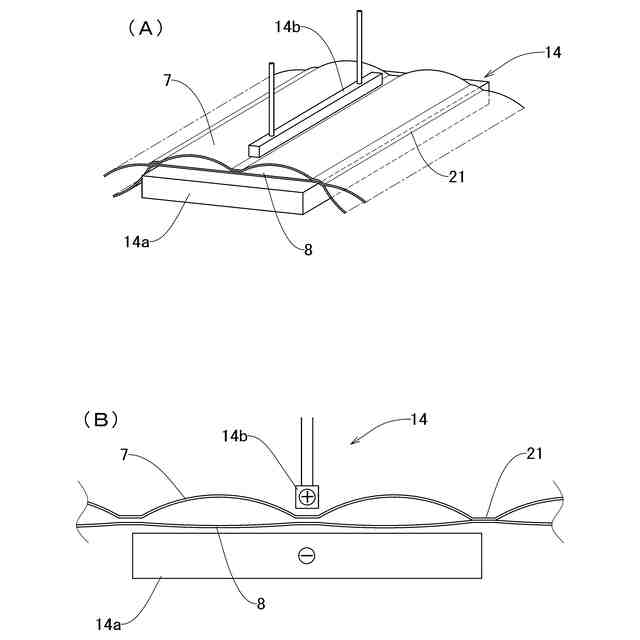
(A)(B)は熱融着装置の概要を示した斜視図、側面図である。
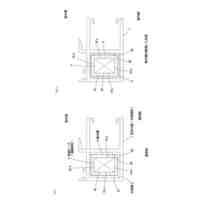
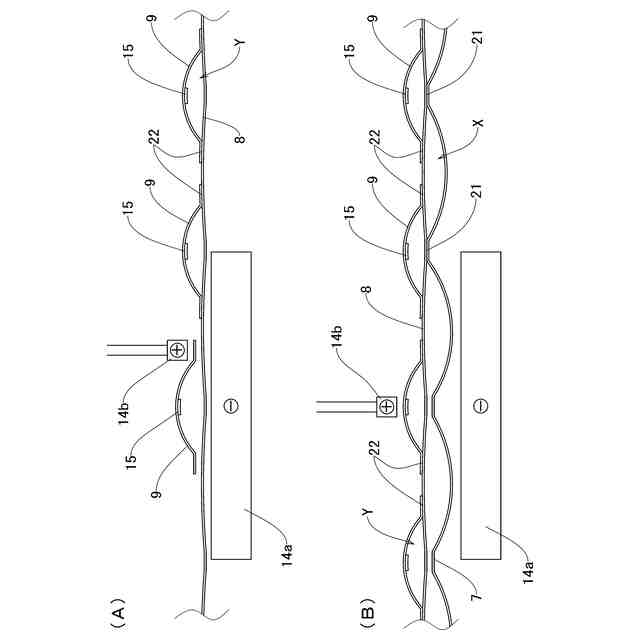
(A)(B)は第一、第二の融着工程を示す概略側面図である。
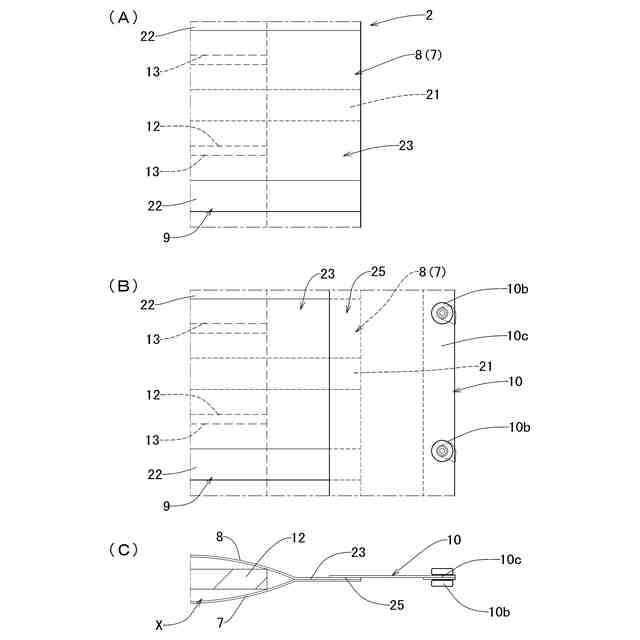
(A)(B)(C)はシャッターカーテンの断熱空間部を封止した状態の要部正面図、端部シート材を取り付けた状態の要部正面図、端部シート材を取り付けた状態の要部縦断平面図である。
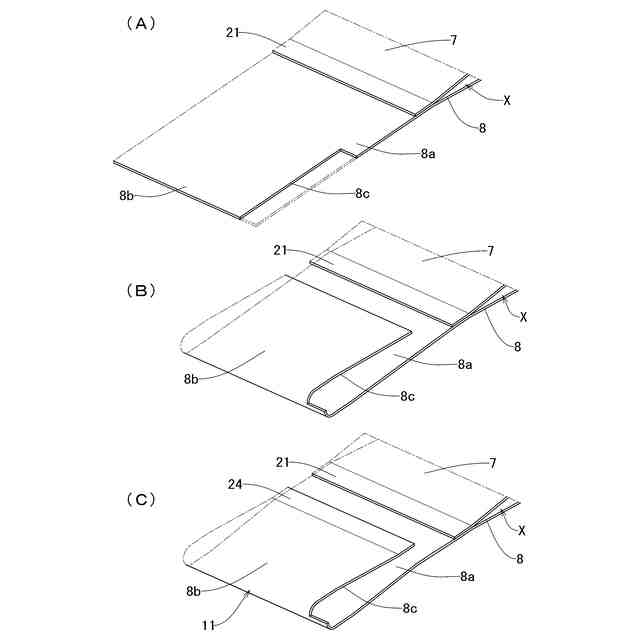
(A)~(C)はボトム部を形成する手順を示す要部概略斜視図である。
(A)(B)はボトム部に端部シート材を連結する手順を示す要部概略斜視図である。
(A)(B)はボトムシート材を連結する手順を示す要部概略斜視図である。
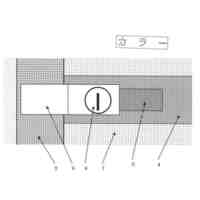
(A)(B)(C)はシャッターカーテンの窓部部位の要部正面図、B-B断面側面図、C-C断面側面図である。
窓部シート材の正面図である。
第二の実施の形態を示すものであって、(A)(B)は第一、第二の融着工程を示す概略側面図である。
第三の実施の形態を示すものであって、(A)(B)(C)は第一の融着工程、折り返し工程、第二の融着工程を示す概略側面図である。
【発明を実施するための形態】
【0008】
以下、本発明の実施の形態について、図面に基づいて説明する。図面において、1はビル、工場等の建物の出入り口等の開口部Eを前後(屋内外)に仕切るべく建て付けられるシート式のシャッター装置であって、該シャッター装置1は、後述するシート式のシャッターカーテン2、開口部Eの左右に設けられてシャッターカーテン2の上下開閉移動の案内をするガイドレール3、開口部Eの上方に設けたシャッターケース4内に配設され、シャッターカーテン2が渦巻き状に巻装される巻き取り体(巻き取りドラム、巻き取りホイール)5、該巻き取り体5の正逆回動をするべく設けられる電動式の開閉機6等の各種の部材装置を用いて構成される汎用構造のものであること等は何れも従来通りである。
【0009】
前記シャッターカーテン2は、閉鎖(全閉)姿勢になった状態で前記開口部Eを前後(屋内外)に仕切るべく上端縁部が巻き取り体5に連結されたものであって、上下方向に長い長尺状の第一シート材7と、該第一シート材7に対向配設され、上下方向に長い長尺状の第二シート材8と、該第二シート材8に対向配設される第三シート材9と、これらシート材7、8、9の左右両端縁部に連結され、前記ガイドレール3に嵌入して開閉案内される端部シート材10とを備えて構成され、さらにシャッターカーテン2の下端縁部には、シャッターカーテン2の閉鎖作動を援助するための錘体11aが封入されたボトム部(座板部)11が形成されたものとなっている。
【0010】
因みに本実施の形態においては、シャッターカーテン2の左右両端縁部に設けられる端部シート材10が、ガイドレール3に開閉案内される構造について簡単に説明するが、この構成はすでに公知の技術が採用されている。
まずガイドレール3は、C型形状をしたガイド溝状に形成され、可撓性部材により構成されている。このように形成されるガイドレール3は、躯体側部材Zに設けたレール本体3aに、弾機3bを介して左右方向外方に向けて付勢される状態で左右方向に移動自在に設けられている。そして端部シート材10の左右方向外片部が、ガイドレール3に挿入することになるが、該端部シート材10の挿入部位にガイド突部10bが設けられ、該ガイド突部10bがガイド溝形状のガイドレール3に内嵌することで、端部シート材10が安易に抜け出ることが防止される構成になっている。
そしてこのような状態で閉鎖姿勢のシャッターカーテン2に人や荷物が当たった場合に、その当接負荷を受けてガイドレール3が弾機3bの付勢力に抗してレール本体3aから抜け出る方向(左右方向内方)に移動することになって当接負荷の軽減が図られるが、当接負荷が大きい場合、弾機3bの付勢力に抗してレール本体3aから抜け出たガイドレール3が拡開してガイド突部10bがガイドレール3から抜け出ることになり、これによってシャッターカーテン2がガイドレール3から外れ、シャッターカーテン2、当接物の損傷防止を図るように構成されている。
因みにガイド突部10bは、端部シート材10の左右方向端縁部を折り返して二重状態にした部位をさらに熱融着して補強した補強部10cに取り付けられている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
防犯網戸システム
2か月前
三協立山株式会社
防火設備
1か月前
三協立山株式会社
建築装置
1か月前
株式会社大林組
障子
1か月前
三協立山株式会社
連結設備
1か月前
松本金属株式会社
手摺構造
17日前
三協立山株式会社
防火設備
1か月前
三協立山株式会社
開口部建材
2か月前
三協立山株式会社
開口部建材
2か月前
三協立山株式会社
開口部建材
2か月前
三協立山株式会社
開口部装置
2か月前
三協立山株式会社
袖ユニット
2か月前
三協立山株式会社
開口部装置
27日前
株式会社コロナ
空気調和機の取付枠
27日前
三協立山株式会社
開口部装置
1か月前
三協立山株式会社
開口部建材
1か月前
三協立山株式会社
開口部建材
1か月前
三協立山株式会社
開口部建材
1か月前
三協立山株式会社
開口部建材
2か月前
大林株式会社
ゲートの製造方法
1か月前
個人
戸枠装置及び戸枠の施工方法
2か月前
立川機工株式会社
遮蔽装置
2か月前
オイレスECO株式会社
換気装置
15日前
東洋シヤッター株式会社
止水ドア
15日前
有限会社やまもと
シャッター装置
1か月前
株式会社大林組
建築物
1か月前
三協立山株式会社
連結設備の製造方法
21日前
株式会社LIXIL
建具
21日前
株式会社LIXIL
建具
21日前
株式会社LIXIL
建具
21日前
長谷川工業株式会社
梯子体
2か月前
株式会社サワヤ
広告宣伝機能付き止水板
13日前
アルインコ株式会社
作業用踏み台
1か月前
三和シヤッター工業株式会社
建具
22日前
株式会社ニチベイ
電動ブラインド
2か月前
三協立山株式会社
開口部建材の製造方法
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ