TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025039574
公報種別
公開特許公報(A)
公開日
2025-03-21
出願番号
2024219627,2022548725
出願日
2024-12-16,2021-01-14
発明の名称
連続鋳造製品の微細構造改良のための超音波処理
出願人
ノベリス・インコーポレイテッド
,
NOVELIS INC.
代理人
個人
,
個人
,
個人
主分類
B22D
11/114 20060101AFI20250313BHJP(鋳造;粉末冶金)
要約
【課題】超音波処理を用いて連続鋳造製品の微細構造を制御するための技術の提供。
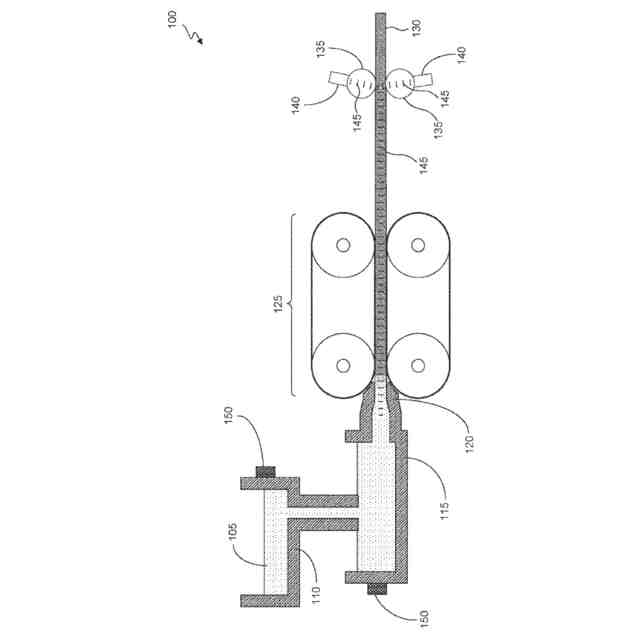
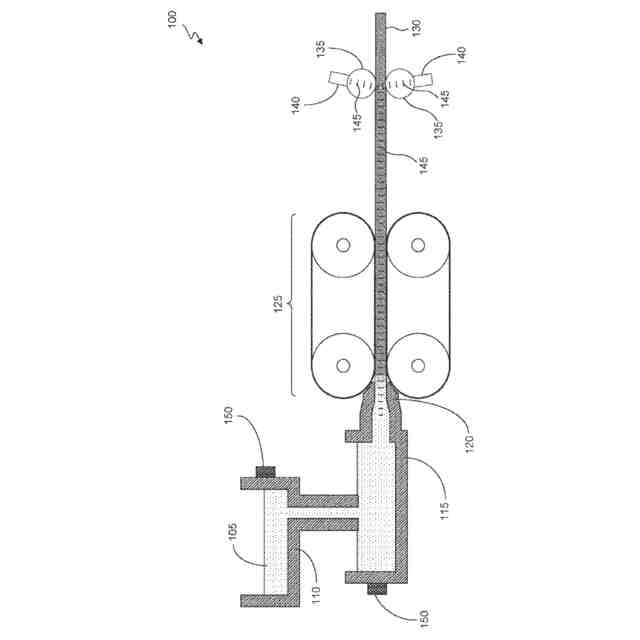
【解決手段】本明細書では、連続鋳造された金属製品に鋳造領域の下流の位置で超音波エネルギーを印加し、超音波エネルギーが金属製品を通って凝固領域まで伝播できるようにすることによって、金属製品の粒状構造を改良するための技術について説明している。凝固領域において、超音波エネルギーは、成長している金属粒子と相互作用して、たとえば、核形成粒子を解凝集及び分散させ、デンドライトが成長するときにそれを破壊及び断片化することができる。その結果、さらなる核形成を促進して、より小さい粒径を得ることができる。
【選択図】図1
特許請求の範囲
【請求項1】
金属製品を製造する方法であって、
連続鋳造機内で溶融金属を連続鋳造して鋳造製品を作製することと、
前記連続鋳造機の下流の位置で前記鋳造製品に超音波周波数エネルギーを印加することであって、前記超音波周波数エネルギーは、前記鋳造製品を通って前記連続鋳造機内の前記鋳造製品の凝固領域まで伝播する、前記印加することと、を含む前記方法。
続きを表示(約 690 文字)
【請求項2】
前記超音波周波数エネルギーは、前記連続鋳造機の前記下流の位置に配置されるピンチロールに結合されるソノトロードまたは超音波トランスデューサによって発生させる超音波縦波に対応する請求項1に記載の方法。
【請求項3】
前記超音波周波数エネルギーは、機械式または電気機械式アクチュエータによって発生させる超音波横波であって前記連続鋳造機の前記下流の位置に配置されたピンチロールによって印加される前記超音波横波に対応する請求項1に記載の方法。
【請求項4】
前記超音波周波数エネルギーは、静磁界及び超音波周波数電界を用いて発生させる超音波周波数電磁流体力に対応する請求項1に記載の方法。
【請求項5】
交流電圧源を用いて前記超音波周波数電界を発生させる請求項4に記載の方法。
【請求項6】
永久磁石または電磁石を用いて前記静磁界を発生させる請求項4に記載の方法。
【請求項7】
前記超音波周波数エネルギーは、超音波周波数磁界及び静電界を用いて発生させる超音波周波数電磁流体力に対応する請求項1に記載の方法。
【請求項8】
交流源によって駆動される電磁石を用いて、前記超音波周波数磁界を発生させる請求項7に記載の方法。
【請求項9】
直流電圧源を用いて前記静電界を発生させる請求項7に記載の方法。
【請求項10】
前記超音波周波数エネルギーの周波数は約10kHz~約100kHzである請求項1に記載の方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
関連出願の相互参照
本出願は、米国仮出願第62/977,067号(2020年2月14日に出願)の利益及びそれに対する優先権を主張する。なおこの文献はその全体において参照により本明細書に組み込まれている。
続きを表示(約 2,700 文字)
【0002】
本開示は全般的に、冶金に関し、より具体的には、超音波処理を用いて連続鋳造製品の微細構造を制御するための技術に関する。
【背景技術】
【0003】
超音波エネルギーを金属製品に印加して、構造的及び機械的特性を変更することができる。たとえば、超音波衝撃処理を用いて、たとえば溶接継手におけるまたはそれに隣接する金属製品(特に、高温に露出することによってその強度が低下するもの)を強化することができる。金属製品または継ぎ手に、たとえば超音波周波数における機械的衝撃処理を用いて超音波エネルギーを施すことによって、機械的特性、強度、疲労、及び耐食性が高まるように材料内の残留応力を操作することができる。また凝固中に微細構造を細かくするために金属製品を鋳造するときにも、超音波処理を用いることができる。
【発明の概要】
【0004】
用語実施形態及び同様の用語は、本開示の主題すべて及び以下の請求項を広く指すことを意図している。これらの用語を含む記述は、本明細書で説明する主題を限定することも、以下の請求項の意味または範囲を限定することもしていないと理解すべきである。本明細書で扱う本開示の実施形態は、この概要ではなく、以下の請求項によって規定される。
この概要は、本開示の種々の態様の大まかな概略であり、以下の詳細な説明セクションでさらに説明するコンセプトのいくつかを導入する。この概要は、特許請求の範囲に記載された主題の主要または本質的な特徴を特定することは意図しておらず、特許請求の範囲に記載された主題の範囲を決定するために単独で用いることも意図していない。主題は、本開示の明細書全体、図面の一部または全部、及び各請求項の適切な部分を参照することにより理解すべきである。
【0005】
凝固溶融物内に超音波キャビテーションを導入することによって、微粒化が、湿潤、核形成粒子の解凝集及び分散、ならびにデンドライト断片化による基材の活性化を介して生じる可能性がある。大直径オープントップビレットまたはインゴットを特徴とする鋳造技術、たとえば、直接チル(DC)鋳造の場合、溶融金属内に超音波トランスデューサまたはソノトロードを直接挿入することによって、超音波エネルギーを印加することができる。
【0006】
しかし、このような構成によっていくつかの不利点が生じ得る。たとえば、ソノトロードまたは超音波トランスデューサは、高温への露出に耐えられる材料、さらにソノトロードまたは超音波トランスデューサの破壊及び溶融金属の汚染を抑制する不活性材料で形成しなければならない。使用する不活性材料例としては、ニオブ、タングステン、サイアロン、グラファイトなどを挙げてもよい。これらの材料は、いくつかの金属(たとえば、鋼鉄)において不活性であり得るが、必ずしもすべての溶融金属において不活性であるわけではない。さらに、これらの材料は、溶融金属内に置かれている間にやはり腐食を受け得る。たとえば、不活性材料は1~10μm/時間の速度で腐食し得る。このような腐食速度では、鋳造材料内の所望の場所に超音波エネルギーを効率的に結合することは難しい場合がある。たとえば、ソノトロードまたは超音波トランスデューサをある位置に配置して、超音波の最大値または節を鋳造金属内の凝固領域に位置させる超音波周波数を使用し、
ソノトロードまたは超音波トランスデューサ材料の熱膨張を考慮する必要があり得る。さ
らに、不活性材料は時間とともに腐食するため、最適な周波数または位置が時間とともに
変わり得る。また、腐食のために、ソノトロードまたは超音波トランスデューサを交換す
る必要がある場合があり、これは全般的に、著しい運転コスト及び複雑さ(たとえば、除
去及び交換に付随するダウンタイム及びコスト)を伴う。
【0007】
超音波エネルギーを連続鋳造機(たとえば、双ロール鋳造機、ブロック鋳造機、及びベ
ルト鋳造機)に印加する場合、溶融金属を連続鋳造領域内に送出するために用いる樋、タ
ンディッシュ、及びノーズチップ(nosetip)のゲージが狭いために、溶融金属へのアク
セスが制限される場合がある。したがって、連続鋳造システム内の溶融金属内にソノトロ
ードまたは超音波トランスデューサを直接配置することは、難しいかまたは非現実的であ
り得る。またこのような構成では、材料及び腐食に関連して前述した不利点も打開されな
い。
【0008】
ソノトロードまたは超音波トランスデューサを、溶融金属内に直接ではなく、樋、タン
ディッシュ、またはノーズチップと接触させて配置することは有用であり得るが、樋、タ
ンディッシュ、またはノーズチップからの超音波エネルギーを、溶融金属を通して凝固領
域に結合することは、非効率的であり得る。さらに、このような構成へのアクセスは、使
用するプロセスまたは機器に応じて、やはり制限される場合がある。
【0009】
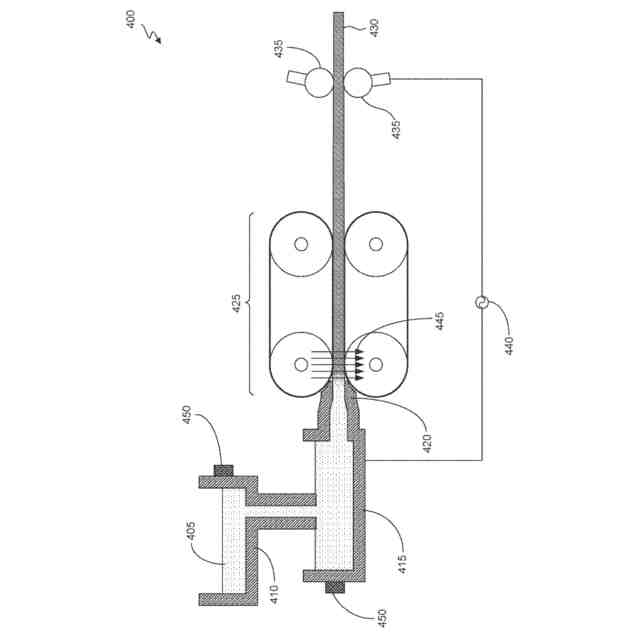
連続鋳造システムでは、鋳造スラブを鋳造機の下流の一対のピンチロールに供給して、
たとえば、不適切な供給または裂けに対処するために負の張力を与えることがある。ピン
チロールにおいて、鋳造スラブに圧力を直接印加して、鋳造スラブ内に超音波エネルギー
を結合する機会を得る場合がある。ピンチロールによって印加される圧力のために、超音
波エネルギーをピンチロールから鋳造スラブ内に伝達することは、非常に効率的である可
能性があり、超音波エネルギーを凝固領域に伝達することができ、超音波エネルギーが微
粒化に寄与する可能性がある。
【0010】
凝固領域に超音波エネルギーを与える別のアプローチは、たとえば外部印加の磁界及び
電界と金属との相互作用によって起こる電磁流体力の発生によって、凝固領域において鋳
造金属または溶融金属内に直接力を発生させることであり得る。一例では、電磁流体力は
、静磁界源(たとえば、永久磁石または電磁石)と可変電界源(たとえば、交流(AC)
電圧源)とを用いて発生させ得る。別の例では、電磁流体力を、可変磁界源(たとえば、
可変電流によって駆動される電磁石)と静電界源(たとえば、直流(DC)電圧源)と用
いて発生させ得る。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本鋳造株式会社
鋳造方法
4か月前
個人
鋼の連続鋳造鋳片の切断装置
5か月前
UBEマシナリー株式会社
成形機
3か月前
マツダ株式会社
鋳造装置
4か月前
三菱電機株式会社
三次元造形装置
2か月前
株式会社 寿原テクノス
金型装置
2か月前
株式会社エスアールシー
インゴット
2か月前
芝浦機械株式会社
成形機
1か月前
個人
透かし模様付き金属板の製造方法
2か月前
芝浦機械株式会社
成形機
1か月前
東洋機械金属株式会社
ダイカストマシン
3か月前
株式会社日本高熱工業社
潤滑剤塗布装置
1か月前
株式会社浅沼技研
半溶融金属の成形方法
2か月前
株式会社クボタ
弁箱用の消失模型
3か月前
東洋機械金属株式会社
ダイカストマシン
2か月前
株式会社浅沼技研
鋳型及びその製造方法
29日前
トヨタ自動車株式会社
金型温度調整装置
2か月前
株式会社プロテリアル
金属付加製造物の製造方法
22日前
大同特殊鋼株式会社
鋼塊の製造方法
23日前
新東工業株式会社
粉末除去装置
2か月前
トヨタ自動車株式会社
異種金属部材の接合方法
3か月前
デザインパーツ株式会社
冷却装置及び冷却方法
1か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
3か月前
キヤノン株式会社
樹脂微粒子の製造方法
3か月前
新東工業株式会社
測定装置
3か月前
ポーライト株式会社
焼結部品の製造方法
2か月前
株式会社昭工舎
焼結体の製造方法
5か月前
日立Astemo株式会社
成形装置
1日前
山陽特殊製鋼株式会社
取鍋
2か月前
福田金属箔粉工業株式会社
粉末冶金用粉末
5か月前
株式会社神戸製鋼所
鋼の製造方法
1か月前
株式会社荏原製作所
造形ノズル
2か月前
東京窯業株式会社
上ノズル上プレート一体物
2か月前
株式会社荏原製作所
造形ノズル
5か月前
株式会社アクセル技研
2室型低圧鋳造用溶湯保持炉
5か月前
日本製鉄株式会社
鋼の連続鋳造方法
5か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































