TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025038741
公報種別
公開特許公報(A)
公開日
2025-03-19
出願番号
2023145528
出願日
2023-09-07
発明の名称
エンドミル
出願人
株式会社MOLDINO
代理人
個人
,
個人
,
個人
,
個人
主分類
B23C
5/10 20060101AFI20250312BHJP(工作機械;他に分類されない金属加工)
要約
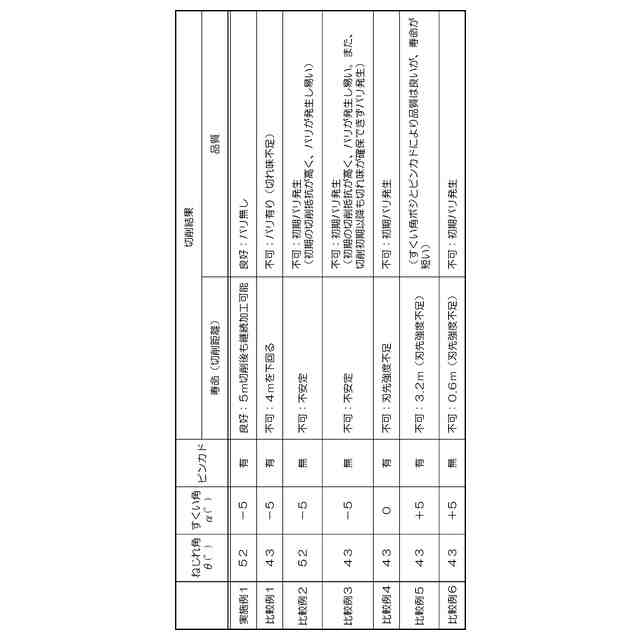
【課題】切れ味を確保してバリの発生を抑制しつつ、切刃強度を高めて工具寿命を延長することが可能なエンドミルを提供する。
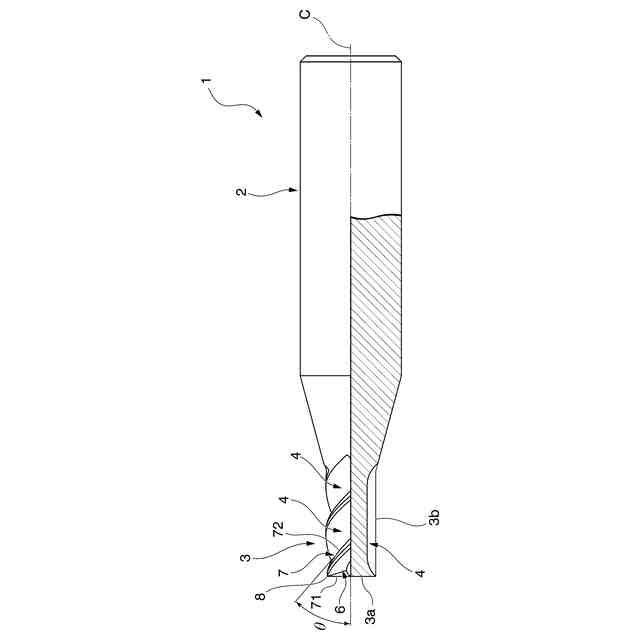
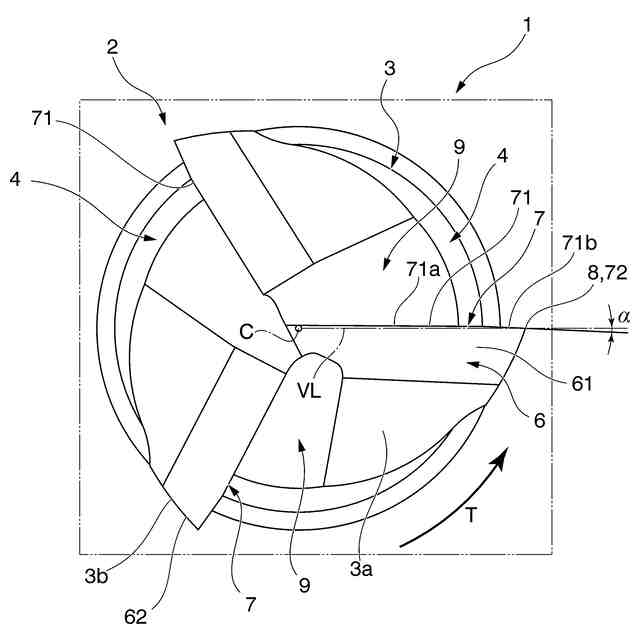
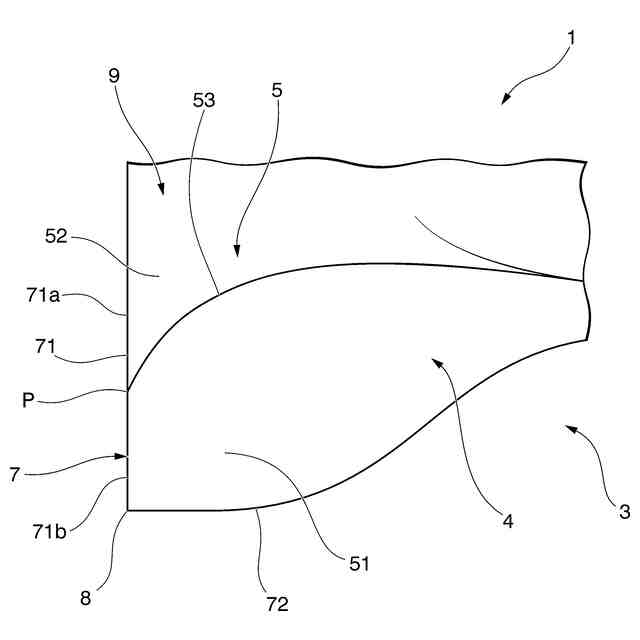
【解決手段】ボディ3は、ボディ3の先端面から後端側へ向かうに従いエンドミル回転方向とは反対側に向けて螺旋状に延びる切屑排出溝4と、すくい面5と、底刃71と、外周刃72と、底刃71と外周刃72との接続部に配置される尖った角部8と、を有し、ボディ3を中心軸と直交する径方向から見た側面視で、外周刃72と中心軸とが交差して形成されるねじれ角が、45°以上55°以下であり、外周刃72のすくい角が、-10°以上-2°以下であり、すくい面5は、外周刃72、角部8、及び底刃71のうち径方向外端部71bに接続される外周すくい面51と、底刃71のうち径方向外端部以外の部分71aに接続される先端すくい面52と、を有し、先端すくい面52は、外周刃72から離れて配置される。
【選択図】図3
特許請求の範囲
【請求項1】
中心軸に沿って軸方向に延びるボディを備え、
前記ボディは、
前記ボディの先端面から後端側へ向かうに従い、前記中心軸回りのうちエンドミル回転方向とは反対側に向けて螺旋状に延びる切屑排出溝と、
前記切屑排出溝の前記エンドミル回転方向を向く壁面に配置されるすくい面と、
前記すくい面と前記ボディの先端面とが接続される稜線部に配置される底刃と、
前記すくい面と前記ボディの外周面とが接続される稜線部に配置される外周刃と、
前記底刃と前記外周刃との接続部に配置される尖った角部と、を有し、
前記ボディを前記中心軸と直交する径方向から見た側面視で、前記外周刃と前記中心軸とが交差して形成されるねじれ角が、45°以上55°以下であり、
前記外周刃のすくい角が、-10°以上-2°以下であり、
前記すくい面は、
前記外周刃、前記角部、及び前記底刃のうち径方向外端部に接続される外周すくい面と、
前記底刃のうち径方向外端部以外の部分に接続される先端すくい面と、を有し、
前記先端すくい面は、前記外周刃から離れて配置される、
エンドミル。
続きを表示(約 360 文字)
【請求項2】
前記先端すくい面と前記外周すくい面の境界線と、前記底刃との交点から、前記角部までの距離が、前記ボディの刃径寸法の30%以下である、
請求項1に記載のエンドミル。
【請求項3】
前記ボディの刃径寸法が、4mm以下である、
請求項1または2に記載のエンドミル。
【請求項4】
前記エンドミル回転方向から前記先端すくい面を正面に見て、前記底刃が、その全長にわたって直線状に延びている、
請求項1または2に記載のエンドミル。
【請求項5】
前記底刃及び前記外周刃を含む切刃が、前記ボディに複数設けられており、
複数の前記切刃が、前記中心軸回りに不等ピッチで配置されている、
請求項1または2に記載のエンドミル。
発明の詳細な説明
【技術分野】
【0001】
本発明は、エンドミルに関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
従来、中心軸に沿って軸方向に延びるボディ(切刃部)と、ボディの後端部に接続されるシャンクと、を備えるエンドミルが知られている。エンドミルにより被削材を切削加工した際に、加工部位にバリが生じることがある。バリが発生すると、後工程において手作業などによりバリを取り除く工程が生じるため、好ましくない。
【0003】
特許文献1に記載のバリ抑制エンドミルでは、外周刃のすくい角(径方向すくい角)を5°以上のポジティブ角(正角)として切れ味を確保し、バリの発生を抑制している。
【先行技術文献】
【特許文献】
【0004】
特開2018-27595号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
この種のエンドミルにおいて、バリ抑制のために、単純に外周刃のすくい角をポジティブ角とし切れ味を確保しようとすると、切刃強度が低下する。このため、外周刃が早期に摩耗や欠損するなどして工具寿命に達することが課題であった。特に小径のエンドミルにおいては、バリ発生の抑制と、工具寿命の延長とを両立することが難しかった。
【0006】
本発明は、切れ味を確保してバリの発生を抑制しつつ、切刃強度を高めて工具寿命を延長することが可能なエンドミルを提供することを目的としている。
【課題を解決するための手段】
【0007】
本発明は、上記課題を解決するため、以下の手段を提供する。
【0008】
〔本発明の態様1〕
中心軸に沿って軸方向に延びるボディを備え、前記ボディは、前記ボディの先端面から後端側へ向かうに従い、前記中心軸回りのうちエンドミル回転方向とは反対側に向けて螺旋状に延びる切屑排出溝と、前記切屑排出溝の前記エンドミル回転方向を向く壁面に配置されるすくい面と、前記すくい面と前記ボディの先端面とが接続される稜線部に配置される底刃と、前記すくい面と前記ボディの外周面とが接続される稜線部に配置される外周刃と、前記底刃と前記外周刃との接続部に配置される尖った角部と、を有し、前記ボディを前記中心軸と直交する径方向から見た側面視で、前記外周刃と前記中心軸とが交差して形成されるねじれ角が、45°以上55°以下であり、前記外周刃のすくい角が、-10°以上-2°以下であり、前記すくい面は、前記外周刃、前記角部、及び前記底刃のうち径方向外端部に接続される外周すくい面と、前記底刃のうち径方向外端部以外の部分に接続される先端すくい面と、を有し、前記先端すくい面は、前記外周刃から離れて配置される、エンドミル。
【0009】
〔本発明の態様2〕
前記先端すくい面と前記外周すくい面の境界線と、前記底刃との交点から、前記角部までの距離が、前記ボディの刃径寸法の30%以下である、態様1に記載のエンドミル。
【0010】
〔本発明の態様3〕
前記ボディの刃径寸法が、4mm以下である、態様1または2に記載のエンドミル。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
2日前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
26日前
日東精工株式会社
ねじ締め装置
1か月前
日東精工株式会社
多軸ねじ締め機
1か月前
有限会社 ナプラ
金属粒子
1か月前
株式会社FUJI
工作機械
1か月前
株式会社ダイヘン
多層盛り溶接方法
10日前
エフ・ピー・ツール株式会社
リーマ
12日前
日進工具株式会社
エンドミル
12日前
株式会社FUJI
チャック装置
1か月前
ブラザー工業株式会社
工作機械
1か月前
トヨタ自動車株式会社
接合方法
24日前
ブラザー工業株式会社
工作機械
1か月前
株式会社ダイヘン
溶接装置
23日前
津田駒工業株式会社
2連回転割出し装置
1か月前
株式会社コスメック
クランプ装置
1か月前
株式会社プロテリアル
金属箔の溶接方法
1か月前
株式会社不二越
超硬合金製ドリル
8日前
ビアメカニクス株式会社
レーザ加工装置
1か月前
オークマ株式会社
工作機械
1か月前
大和ハウス工業株式会社
溶接方法
1か月前
オークマ株式会社
工作機械
2か月前
株式会社不二越
管用テーパタップ
1か月前
株式会社コスメック
クランプ装置
1か月前
大肯精密株式会社
自動送り穿孔機
24日前
個人
管の切断装置及び管の切断方法
10日前
株式会社不二越
スカイビングカッタ
25日前
豊田鉄工株式会社
レーザー溶接装置
1か月前
株式会社不二越
通り穴加工用タップ
16日前
トヨタ自動車株式会社
レーザ加工機
1か月前
スター精密株式会社
工作機械
1か月前
オーエスジー株式会社
ドリル
1か月前
株式会社恵信工業
アプセット溶接方法
1か月前
株式会社マキタ
ジグソー
1か月前
株式会社ダイヘン
サブマージアーク溶接装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































