TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025035529
公報種別
公開特許公報(A)
公開日
2025-03-14
出願番号
2023140917
出願日
2023-08-31
発明の名称
円筒穴の仕上げ加工用工具、および円筒穴の仕上げ加工方法
出願人
株式会社MSTコーポレーション
代理人
個人
,
個人
,
個人
主分類
B23C
5/10 20060101AFI20250306BHJP(工作機械;他に分類されない金属加工)
要約
【課題】円筒穴の内周面を、円筒穴の入口の部分と出口の部分を含めて精度よくかつ高い加工能率で仕上げることが可能な円筒穴の仕上げ加工用工具を提供する。
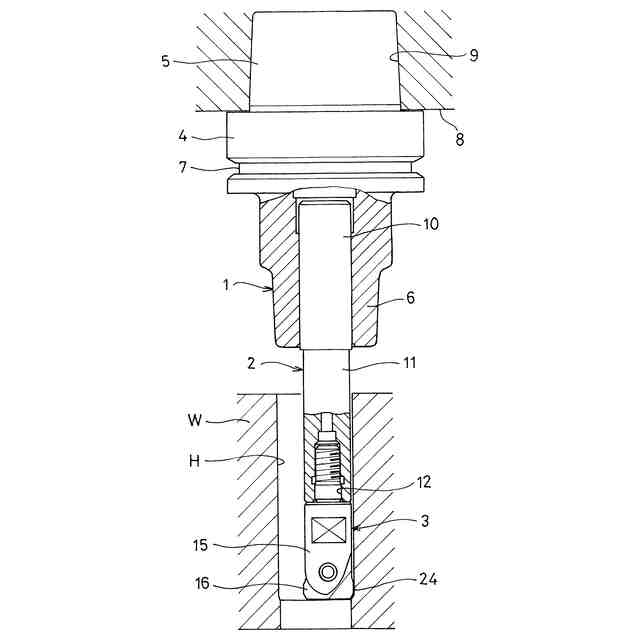
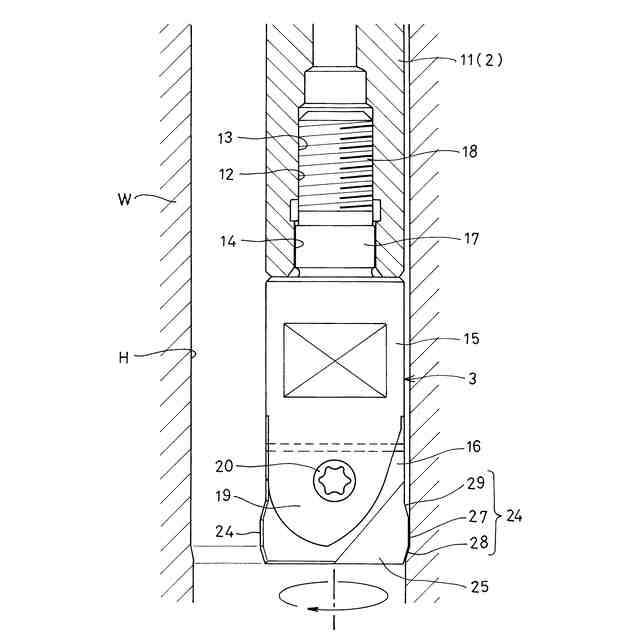
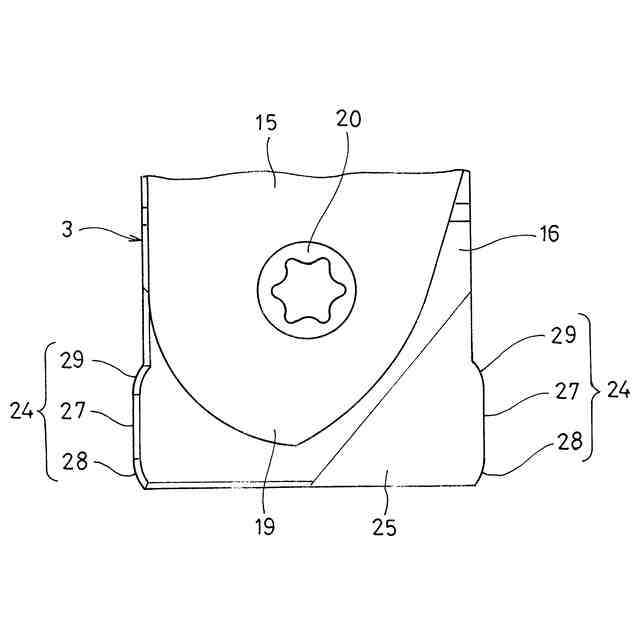
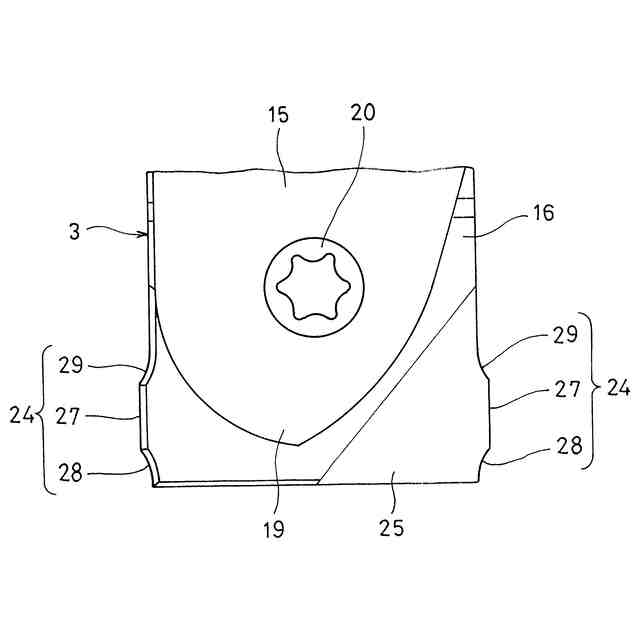
【解決手段】焼きばめホルダ1で保持した超硬アーバ2の軸方向前端に着脱可能に固定して使用され、マシニングセンタで回転させながらワークWの円筒穴Hの中心まわりを螺旋状に移動させることで円筒穴Hの内周面を仕上げ加工する円筒穴の仕上げ加工用工具3であって、円筒穴Hの内周面を仕上げ加工する外周切れ刃24が、ストレート刃27と、ストレート刃27の軸方向前端から軸方向前方に向かって刃先径が次第に小さくなる第1傾斜刃28と、ストレート刃27の軸方向後端から軸方向後方に向かって刃先径が次第に小さくなる第2傾斜刃29とで構成されている。
【選択図】図1
特許請求の範囲
【請求項1】
焼きばめホルダ(1)で保持した超硬アーバ(2)の軸方向前端の工具取付穴(12)に着脱可能に固定して使用され、マシニングセンタで回転させながらワーク(W)に形成された円筒穴(H)の中心まわりを螺旋状に移動させることで前記円筒穴(H)の内周面を仕上げ加工する円筒穴の仕上げ加工用工具であって、
前記円筒穴(H)の内周面を仕上げ加工する外周切れ刃(24)が、軸方向に沿って刃先径が一定のストレート刃(27)と、前記ストレート刃(27)の軸方向前端から軸方向前方に向かって刃先径が次第に小さくなる第1傾斜刃(28)と、前記ストレート刃(27)の軸方向後端から軸方向後方に向かって刃先径が次第に小さくなる第2傾斜刃(29)とで構成されている、円筒穴の仕上げ加工用工具。
続きを表示(約 1,800 文字)
【請求項2】
前記第1傾斜刃(28)は、回転方向から見て、少なくとも前記ストレート刃(27)の刃先半径よりは大きな曲率半径をもって湾曲するゆるやかな曲線状であり、その曲線のいずれの位置においても曲線の接線方向が軸方向に対してなす角度が30°以下となるように形成され、
前記第2傾斜刃(29)も、回転方向から見て、少なくとも前記ストレート刃(27)の刃先半径よりは大きな曲率半径をもって湾曲するゆるやかな曲線状であり、その曲線のいずれの位置においても曲線の接線方向が軸方向に対してなす角度が30°以下となるように形成されている請求項1に記載の円筒穴の仕上げ加工用工具。
【請求項3】
前記第1傾斜刃(28)は、軸方向に対して30°以下の角度で傾斜した直線状に形成され、
前記第2傾斜刃(29)も、軸方向に対して30°以下の角度で傾斜した直線状に形成されている請求項1に記載の円筒穴の仕上げ加工用工具。
【請求項4】
前記第1傾斜刃(28)と前記第2傾斜刃(29)が、軸方向に直角な仮想面に対して対称に形成されている請求項1から3のいずれかに記載の円筒穴の仕上げ加工用工具。
【請求項5】
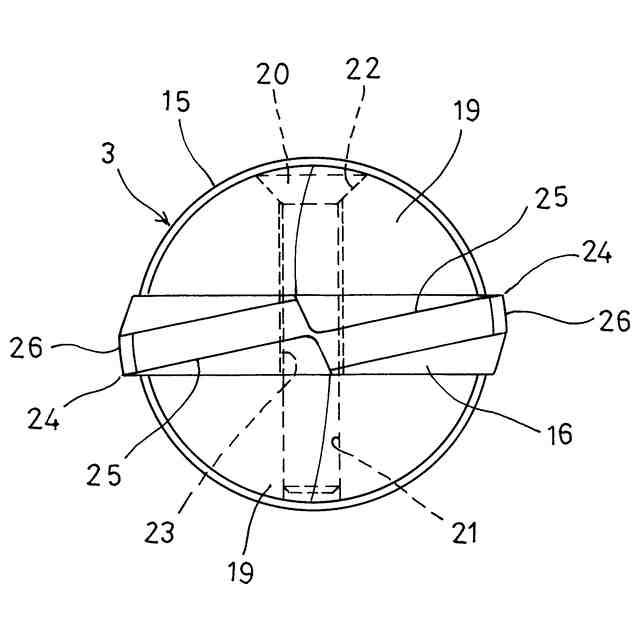
前記仕上げ加工用工具は、前記外周切れ刃(24)が周方向に180°の間隔をおいて2箇所に形成された単一のインサートチップ(16)と、前記インサートチップ(16)が装着される工具本体(15)とを有する請求項1から3のいずれかに記載の円筒穴の仕上げ加工用工具。
【請求項6】
前記工具本体(15)は、前記超硬アーバ(2)の軸方向前端の前記工具取付穴(12)に嵌合して径方向の位置決めをする径方向の位置決め用の嵌合軸部(17)と、前記嵌合軸部(17)の軸方向後端から軸方向後方に延びるねじ軸部(18)とを有する請求項5に記載の円筒穴の仕上げ加工用工具。
【請求項7】
ワーク(W)に形成された円筒穴(H)の内周面を仕上げ加工する円筒穴の仕上げ加工方法であって、
軸方向前端が開口するチャック筒部(6)と、マシニングセンタの主軸(8)のテーパ穴(9)に挿入して固定されるテーパシャンク部(5)とを有する焼きばめホルダ(1)と、
前記チャック筒部(6)に挿入して焼きばめにより固定される基端部(10)と、前記基端部(10)から前記チャック筒部(6)の外側を軸方向前方に延びる棒状の軸部(11)と、前記軸部(11)の軸方向前端に開口する工具取付穴(12)とを有する超硬合金製の超硬アーバ(2)と、
前記超硬アーバ(2)の軸方向前端の前記工具取付穴(12)に着脱可能に固定される請求項1から3のいずれかに記載の円筒穴の仕上げ加工用工具(3)と、を使用し、
前記マシニングセンタで前記仕上げ加工用工具(3)を回転させながら前記ワーク(W)の前記円筒穴(H)の中心まわりを螺旋状に移動させることで前記円筒穴(H)の内周面を仕上げ加工する円筒穴の仕上げ加工方法。
【請求項8】
前記第1傾斜刃(28)と前記ストレート刃(27)とが前記円筒穴(H)の内周面を切削しながら前記円筒穴(H)を軸方向後側から軸方向前側に通過するように前記仕上げ加工用工具(3)を回転させながら軸方向前方に向かって一定の径の螺旋状に移動させる往路の中仕上げ加工工程と、
前記往路の中仕上げ加工工程の後、前記第2傾斜刃(29)と前記ストレート刃(27)とが前記円筒穴(H)の内周面を切削しながら前記円筒穴(H)を軸方向前側から軸方向後側に通過するように前記仕上げ加工用工具(3)を回転させながら軸方向後方に向かって前記一定の径よりも仕上げ加工の取り代の分だけ大きい径の螺旋状に移動させる復路の仕上げ加工工程とを行なう請求項7に記載の円筒穴の仕上げ加工方法。
【請求項9】
前記ストレート刃(27)の軸方向長さを、前記往路の中仕上げ加工工程において前記仕上げ加工用工具(3)を螺旋状に移動させる際の螺旋のリード長さ以上、かつ、前記復路の仕上げ加工工程において前記仕上げ加工用工具(3)を螺旋状に移動させる際の螺旋のリード長さ以上の長さに設定した請求項8に記載の円筒穴の仕上げ加工方法。
発明の詳細な説明
【技術分野】
【0001】
この発明は、円筒穴の仕上げ加工用工具、およびその仕上げ加工用工具を使用した円筒穴の仕上げ加工方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
ワークに形成された円筒穴の内周面を仕上げ加工する場合、一般に、ボーリングヘッドが使用される(例えば、特許文献1)。図10にボーリングヘッド50の一例を示す。ボーリングヘッド50は、工作機械の主軸51のテーパ穴52に挿入して固定されるテーパシャンク部53と、そのテーパシャンク部53から軸方向に延びる棒状の軸部54と、その軸部54の先端に設けられた刃部55とを有する。刃部55は、軸部54に対して径方向に移動可能に支持されており、調整ねじ56を操作することで刃部55の径方向位置を調節することができるようになっている。
【0003】
このボーリングヘッド50の使用例を説明する。まず、図11に示すように、ボーリングヘッド50をツールプリセッタ57にセットし、ボーリングヘッド50の調整ねじ56を操作することで、ボーリングヘッド50の先端の刃部55の径方向位置を、ワークWの円筒穴Hの内径の仕上げ寸法に対応する径方向位置からわずかに径方向内側にオフセットした位置に調整する。次に、図10に示すように、ボーリングヘッド50を工作機械の主軸51にセットし、ボーリングヘッド50を定位置(円筒穴Hの中心位置)で回転させながらワークWの円筒穴Hに挿入することで、円筒穴Hの内周面を軸方向全長にわたって切削する。
【0004】
その後、円筒穴Hの内径を測定し、その測定値と円筒穴Hの内径の仕上げ寸法との差を求める。そして、図11に示すように、ボーリングヘッド50を再びツールプリセッタ57にセットし、円筒穴Hの内径の測定値と円筒穴Hの内径の仕上げ寸法との差の分だけボーリングヘッド50の先端の刃部55の径方向位置が径方向外側に移動するよう、手作業で刃部55の位置調整を行なう。その後、再び、図10に示すように、ボーリングヘッド50を工作機械の主軸51にセットし、ボーリングヘッド50を定位置で回転させながらワークWの円筒穴Hに挿入することで、円筒穴Hの内周面を軸方向全長にわたって切削し、円筒穴Hの内径を所定の仕上げ寸法に仕上げる。以上のように、ワークWの円筒穴Hの内周面の仕上げ加工は、一般にボーリングヘッド50を使用して行なわれる。
【先行技術文献】
【特許文献】
【0005】
特開2018-079517号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
図10、図11に示すように、ボーリングヘッド50を使用して円筒穴Hの内周面の仕上げ加工を行なう場合、以下のような問題がある。
【0007】
図10に示すように、円筒穴Hの内周面を切削し、その後、図11に示すように、円筒穴Hの内径の測定値と円筒穴Hの内径の仕上げ寸法との差の分だけボーリングヘッド50の先端の刃部55の径方向位置が径方向外側に移動するよう、手作業で刃部55の位置調整を行なうのに人のスキルが必要であり、その作業のための時間もかかる。また、ボーリングヘッド50を定位置で回転させながらワークWの円筒穴Hに挿入する加工は、長くつながった切り屑を生じやすく、その切り屑がボーリングヘッド50に絡み付いて機械停止等の問題が生じやすい。また、内径の異なる複数の円筒穴Hを仕上げ加工する場合、軸径の異なる複数のボーリングヘッド50を準備する必要があるので、コストがかかる。
【0008】
そこで、この発明の発明者は、人のスキルを要せず、また、切り屑の絡み付きによる機械停止等を生じにくく、さらに、内径の異なる複数の円筒穴Hの内周面を低コストで仕上げることができる方法を検討した。
【0009】
その検討の結果、発明者は、図12に示すように、焼きばめにより工具を固定する焼きばめホルダ60と、超硬合金で形成された超硬アーバ61とを組み合わせて使用し、その超硬アーバ61の軸方向前端に装着した工具62でワークWの円筒穴Hの内周面を仕上げ加工するという着想を得た。
【0010】
すなわち、焼きばめにより工具を固定する焼きばめホルダ60と、超硬合金で形成された超硬アーバ61とを組み合わせて使用すれば、焼きばめホルダ60は、一般的なコレット式ホルダに比べて工具の振れを著しく小さく抑えることが可能であり、また超硬アーバ61は、一般的な鋼製アーバに比べて軸直角方向の剛性が著しく高いことから、焼きばめホルダ60で保持した超硬アーバ61の軸方向前端に工具62を装着し、その工具62をマシニングセンタで回転させながらワークWの円筒穴Hの中心まわりを螺旋状に移動させることでワークWの円筒穴Hの内周面を仕上げ加工すれば、ワークWの円筒穴Hの内周面を、ボーリングヘッド50で仕上げ加工するのと同等かそれ以上の仕上げ精度(仕上げ加工後の形状精度、寸法精度、表面粗さ等をいう。以下同じ)で加工することが可能となるという着想を得た。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
1日前
株式会社不二越
ドリル
25日前
日東精工株式会社
ねじ締め機
29日前
日東精工株式会社
ねじ締め装置
1か月前
個人
複合金属回転式ホーン
3か月前
日東精工株式会社
多軸ねじ締め機
29日前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
2か月前
有限会社 ナプラ
金属粒子
1か月前
株式会社ダイヘン
積層造形溶接方法
2か月前
エフ・ピー・ツール株式会社
リーマ
11日前
株式会社ダイヘン
多層盛り溶接方法
9日前
日進工具株式会社
エンドミル
11日前
ブラザー工業株式会社
工作機械
1か月前
株式会社ナベヤ
締結装置
2か月前
トヨタ自動車株式会社
取付装置
3か月前
ブラザー工業株式会社
工作機械
1か月前
株式会社FUJI
チャック装置
1か月前
株式会社ツガミ
工作機械
3か月前
トヨタ自動車株式会社
接合方法
23日前
ビアメカニクス株式会社
レーザ加工装置
29日前
大和ハウス工業株式会社
溶接方法
1か月前
株式会社プロテリアル
金属箔の溶接方法
29日前
株式会社不二越
管用テーパタップ
1か月前
大肯精密株式会社
自動送り穿孔機
23日前
株式会社不二越
歯車研削盤
2か月前
株式会社コスメック
クランプ装置
1か月前
株式会社不二越
超硬合金製ドリル
7日前
株式会社コスメック
クランプ装置
1か月前
株式会社ダイヘン
溶接装置
22日前
津田駒工業株式会社
2連回転割出し装置
1か月前
オークマ株式会社
診断装置
2か月前
オークマ株式会社
工作機械
1か月前
オークマ株式会社
工作機械
2か月前
トヨタ自動車株式会社
レーザ加工機
1か月前
株式会社不二越
スカイビングカッタ
24日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ


































