TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025034859
公報種別
公開特許公報(A)
公開日
2025-03-13
出願番号
2023141519
出願日
2023-08-31
発明の名称
繊維構造体製造装置および繊維構造体製造方法
出願人
セイコーエプソン株式会社
代理人
個人
,
個人
,
個人
主分類
D04H
1/736 20120101AFI20250306BHJP(組みひも;レース編み;メリヤス編成;縁とり;不織布)
要約
【課題】成形体の品質を高めることができる繊維構造体製造装置および繊維構造体製造方法を提供すること。
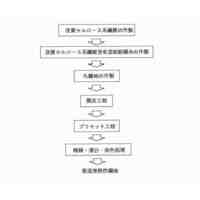
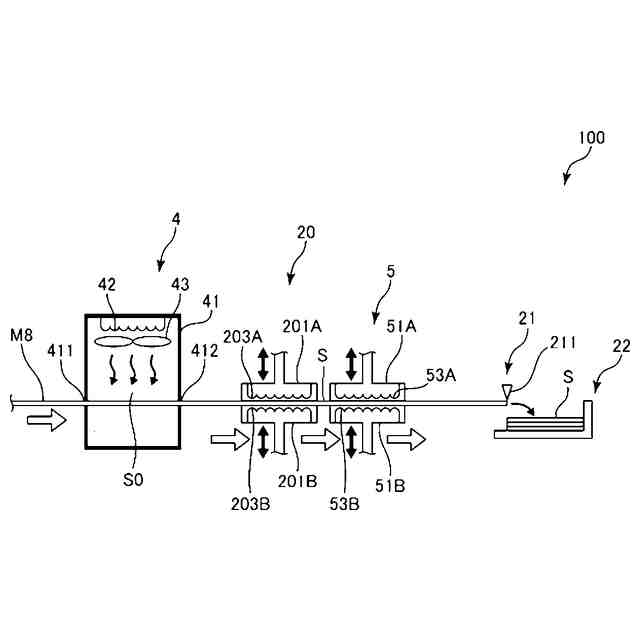
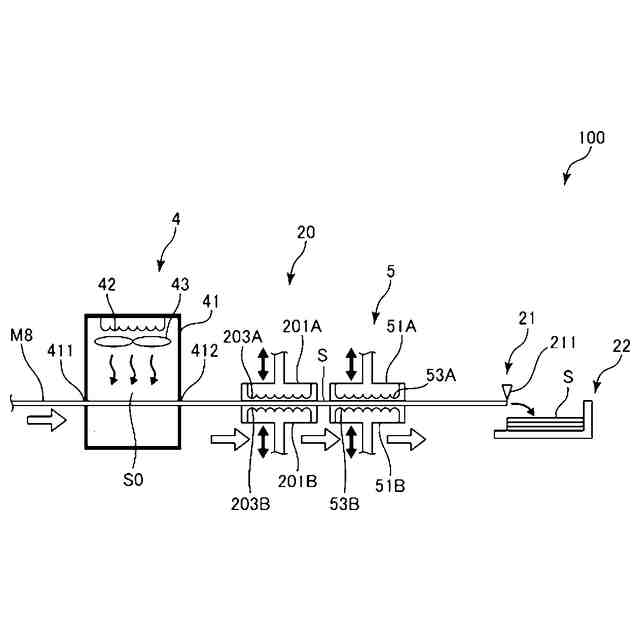
【解決手段】繊維を含む材料の解繊物と、繊維同士を結着させる結着材との混合物を堆積させて堆積物を生成する堆積部と、堆積物を予備加熱する予備加熱部と、予備加熱部により予備加熱された堆積物を加熱加圧して成形体を生成する成形部と、成形部により生成された成形体を冷却する冷却部と、を備えることを特徴とする繊維構造体製造装置。
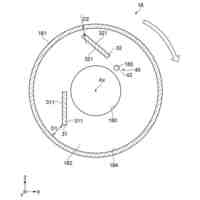
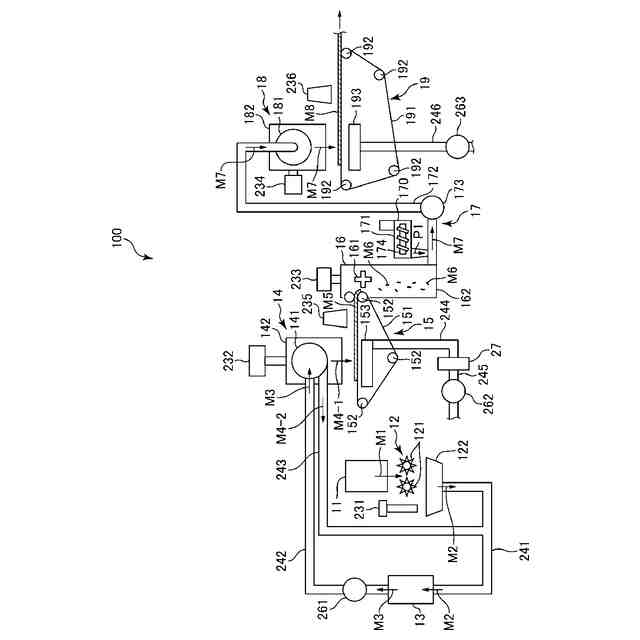
【選択図】図2
特許請求の範囲
【請求項1】
繊維を含む材料の解繊物と、前記繊維同士を結着させる結着材との混合物を堆積させて堆積物を生成する堆積部と、
前記堆積物を予備加熱する予備加熱部と、
前記予備加熱部により予備加熱された前記堆積物を加熱加圧して成形体を生成する成形部と、
前記成形部により生成された前記成形体を冷却する冷却部と、を備えることを特徴とする繊維構造体製造装置。
続きを表示(約 640 文字)
【請求項2】
前記予備加熱部は、前記堆積物に温風を供給する送風機を有する請求項1に記載の繊維構造体製造装置。
【請求項3】
前記予備加熱部による加熱温度は、50℃以上250℃以下であり、加熱時間は、5秒以上200秒以下である請求項1に記載の繊維構造体製造装置。
【請求項4】
前記予備加熱部は、前記堆積部から供給される前記堆積物に含まれる水分量が3重量%以下になるように予備加熱を行う請求項1に記載の繊維構造体製造装置。
【請求項5】
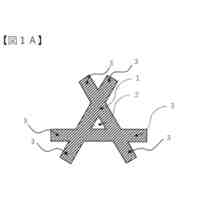
前記結着材は、繊維状をなしている請求項1に記載の繊維構造体製造装置。
【請求項6】
前記冷却部は、冷却部材を前記成形体に押し付けることにより前記成形体の冷却を行う請求項1ないし5のいずれか1項に記載の繊維構造体製造装置。
【請求項7】
前記冷却部による冷却速度は、0.2℃/秒以上10℃/秒以下である請求項1ないし5のいずれか1項に記載の繊維構造体製造装置。
【請求項8】
繊維を含む材料の解繊物と、前記繊維同士を結着させる結着材との混合物を堆積させて堆積物を生成する堆積工程と、
前記堆積物を予備加熱する予備加熱工程と、
前記予備加熱工程で予備加熱された前記堆積物を加熱加圧して成形体を生成する成形工程と、
前記成形工程で生成された前記成形体を冷却する冷却工程と、を備えることを特徴とする繊維構造体製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、繊維構造体製造装置および繊維構造体製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
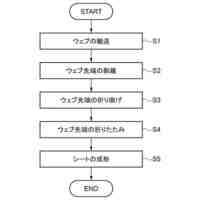
古紙を粗砕する粗砕部、粗砕部で得られた粗砕片を貯留する貯留部、貯留部から排出された粗砕片を解繊する解繊部、解繊部で得られた解繊物を平面上に堆積させてウェブを形成する堆積部、堆積したウェブを加熱加圧する加熱加圧部(成形部)、加熱加圧部で成形されたれたシートを所定の形状に裁断する裁断部、および得られたシートを回収するシート回収部を備えた繊維構造体製造装置が知られている。
【0003】
また、加熱加圧部は、一対の加熱加圧部材を有し、各加熱加圧部材により堆積物を両面側から挟持して加圧しつつ加熱を行う。
【先行技術文献】
【特許文献】
【0004】
特開2012-7246号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載の古紙処理装置では、加熱加圧部により加熱加圧を行うに際し、当該加熱加圧の条件によっては、例えば、ウェブに含まれる結着樹脂の溶融不良や拡散ムラ、含有水分の過多を原因とする気泡の発生により表面に微小な凹凸ができる等、シート(成形体)の表面性状が悪くなり、シート品質の低下を招いてしまうことがある。特に、加熱加圧を高温・高圧で迅速に行おうとする場合、このような欠点が生じ易い。
【課題を解決するための手段】
【0006】
本発明の繊維構造体製造装置は、繊維を含む材料の解繊物と、前記繊維同士を結着させる結着材との混合物を堆積させて堆積物を生成する堆積部と、
前記堆積物を予備加熱する予備加熱部と、
前記予備加熱部により予備加熱された前記堆積物を加熱加圧して成形体を生成する成形部と、
前記成形部により生成された前記成形体を冷却する冷却部と、を備える。
【0007】
本発明の繊維構造体製造方法は、繊維を含む材料の解繊物と、前記繊維同士を結着させる結着材との混合物を堆積させて堆積物を生成する堆積工程と、
前記堆積物を予備加熱する予備加熱工程と、
前記予備加熱工程で予備加熱された前記堆積物を加熱加圧して成形体を生成する成形工程と、
前記成形工程で生成された前記成形体を冷却する冷却工程と、を備える。
【図面の簡単な説明】
【0008】
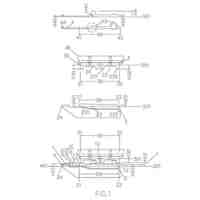
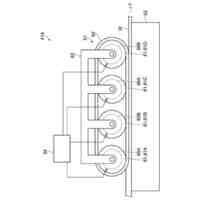
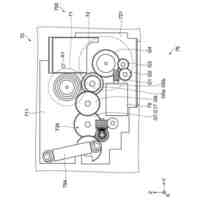
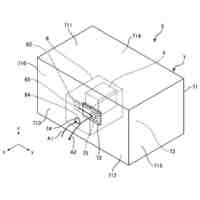
図1は、本発明の実施形態に係る繊維構造体製造装置の上流側の部分の概略を示す構成図である。
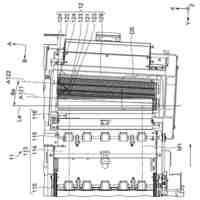
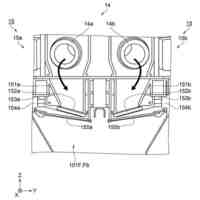
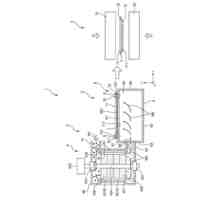
図2は、本発明の実施形態に係る繊維構造体製造装置の下流側の部分の概略を示す構成図である。
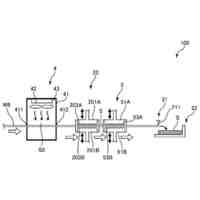
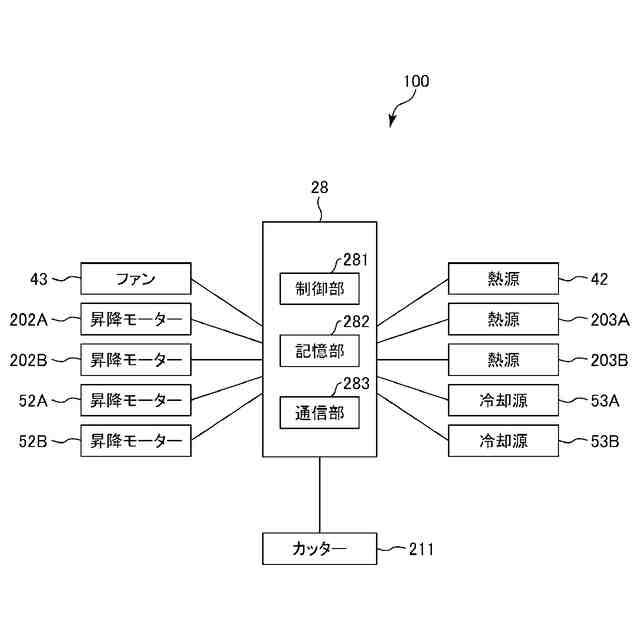
図3は、図1に示す繊維構造体製造装置のブロック図である。
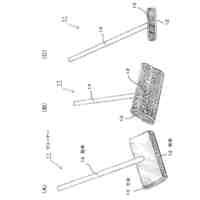
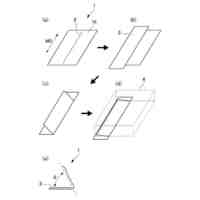
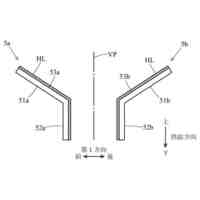
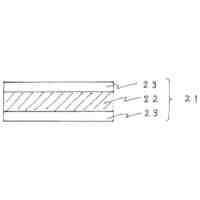
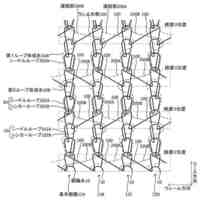
図4は、図1中に示す添加剤供給部より供給される結着材の拡大斜視図である。
【発明を実施するための形態】
【0009】
以下、本発明の繊維構造体製造装置および繊維構造体製造方法を添付図面に示す好適な実施形態に基づいて詳細に説明する。
【0010】
<実施形態>
図1は、本発明の実施形態に係る繊維構造体製造装置の上流側の部分の概略を示す構成図である。図2は、本発明の実施形態に係る繊維構造体製造装置の下流側の部分の概略を示す構成図である。図3は、図1に示す繊維構造体製造装置のブロック図である。図4は、図1中に示す添加剤供給部より供給される結着材の拡大斜視図である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
織編物
16日前
個人
マフラーの製造方法
1か月前
個人
編み動作部品構造
2か月前
東レ株式会社
不織布および衣料
1か月前
株式会社島精機製作所
横編機
1か月前
東レ株式会社
不織布およびエアフィルター濾材
2か月前
東レ株式会社
不織布およびワイピング用シート
1か月前
株式会社島精機製作所
筒状編地の編成方法
10日前
株式会社秋江
布製品
14日前
日本エクスラン工業株式会社
アクリレート系繊維不織布
17日前
ティー・ディー・イー株式会社
クリーナー
1か月前
セイコーエプソン株式会社
シート製造装置
2か月前
セイコーエプソン株式会社
シート製造装置
1か月前
ユニチカ株式会社
衛材用素材
1か月前
セイコーエプソン株式会社
シート成形装置
9日前
セイコーエプソン株式会社
シート製造装置
1か月前
セイコーエプソン株式会社
シート製造装置
15日前
日本製紙クレシア株式会社
複合型不織布
2か月前
株式会社エアウィーヴ
フィラメント3次元結合体の製造装置
1か月前
セイコーエプソン株式会社
シート製造装置の制御方法
1か月前
ユニチカトレーディング株式会社
油吸着材用不織布及び油吸着材用積層体
1か月前
東洋紡エムシー株式会社
スパンボンド不織布、及びこれを備えたフィルタ
1か月前
東レ株式会社
編物、詰め物および繊維製品
2か月前
三井化学株式会社
不織布及びその製造方法
28日前
王子ホールディングス株式会社
通気性不織布積層体およびその製造方法
1か月前
セイコーエプソン株式会社
収納装置および繊維構造体製造装置
1か月前
セイコーエプソン株式会社
繊維体堆積装置及びシート製造装置
16日前
佰龍機械廠股ふん有限公司
カットパイルを備える緯編編み物
1か月前
花王株式会社
吸収性物品用不織布の製造方法
1か月前
セイコーエプソン株式会社
繊維構造体製造装置および繊維構造体製造方法
2か月前
シンワ株式会社
吸収性物品用不織布及びその製造方法
1か月前
倉敷紡績株式会社
編地及びそれを用いた染色編地の製造方法
1か月前
株式会社クロダレース
ラッシェル編地、ラッシェル編地製品、及びラッシェル編地の製造方法
1か月前
株式会社ノリタケ
フィーダーおよびダブルニット編地を生産する方法
14日前
セイコーエプソン株式会社
堆積物製造装置、シート製造装置およびシート製造方法
1か月前
日本製紙クレシア株式会社
ウェットティシュー及びウェットティシュー用基布の製造方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ