TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025042193
公報種別
公開特許公報(A)
公開日
2025-03-27
出願番号
2023149053
出願日
2023-09-14
発明の名称
シート製造装置
出願人
セイコーエプソン株式会社
代理人
個人
,
個人
,
個人
主分類
D04H
1/732 20120101AFI20250319BHJP(組みひも;レース編み;メリヤス編成;縁とり;不織布)
要約
【課題】原料供給部によって搬送されるときの原料シートの幅方向における両端のいずれかを含む部分が、正常に裁断できない虞がある。
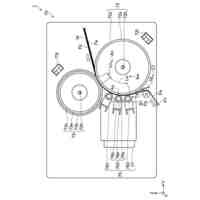
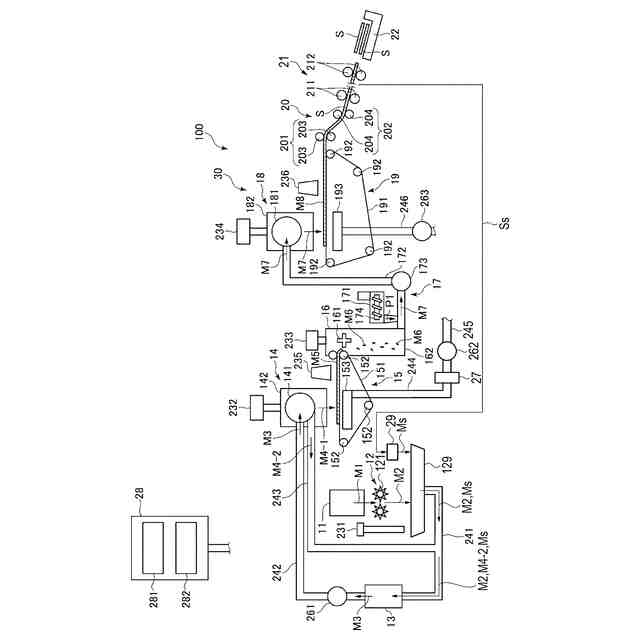
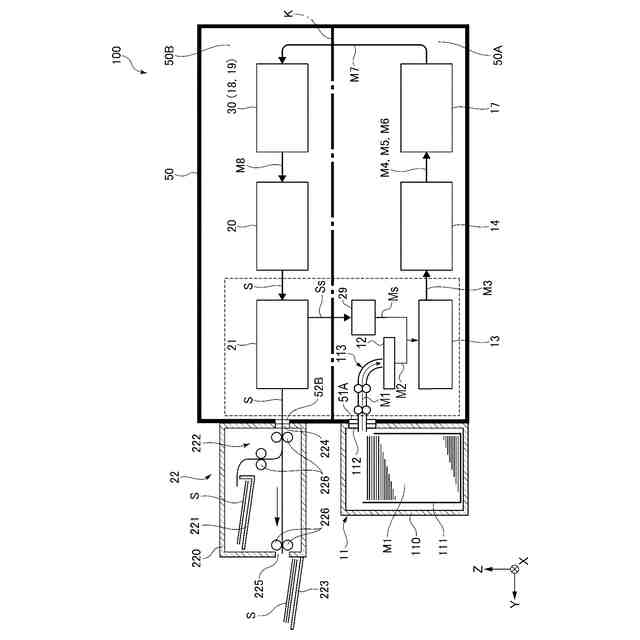
【解決手段】シート製造装置100は、繊維を含む原料シートM1を搬送方向に搬送することで、粗砕部12に供給する原料供給部11と、回転軸A121,A122周りに回転する粗砕刃121,122を有し、原料供給部11から供給される原料シートM1を粗砕する粗砕部12と、粗砕部12で生成される粗砕片M2を解繊する解繊部13と、解繊部13で生成される解繊物M3を堆積する堆積部30と、堆積部30で生成される第2ウェブM8を加熱及び加圧することで、第2ウェブM8をシートSに成形する加熱加圧部20と、を備え、原料供給部11によって搬送されるときの搬送方向に直交する原料シートM1の幅方向Laに対して回転軸A121,A122が傾斜している。
【選択図】図4
特許請求の範囲
【請求項1】
繊維を含む原料シートを搬送方向に沿って搬送することで、粗砕部に供給する原料供給部と、
回転軸周りに回転する粗砕刃を有し、前記原料供給部から供給される前記原料シートを粗砕する前記粗砕部と、
前記粗砕部で生成される粗砕片を解繊する解繊部と、
前記解繊部で生成される解繊物を堆積する堆積部と、
前記堆積部で生成される堆積物を加熱及び加圧することで、前記堆積物をシートに成形する加熱加圧部と、
を備え、
前記原料供給部によって搬送されるときの前記原料シートの幅方向であって前記搬送方向に直交する前記幅方向に対して前記回転軸が傾斜している、
シート製造装置。
続きを表示(約 340 文字)
【請求項2】
重力方向をZ軸、前記Z軸とそれぞれ直交し、互いに直交するX軸及びY軸を設定したとき、
前記原料供給部によって搬送されるときの前記原料シートの前記幅方向は前記X軸に沿い、
前記回転軸は、前記X軸及び前記Y軸を含むX-Y面に沿い、前記X軸に対して傾斜している、
請求項1に記載のシート製造装置。
【請求項3】
重力方向をZ軸、前記Z軸とそれぞれ直交し、互いに直交するX軸及びY軸を設定したとき、
前記原料供給部によって搬送されるときの前記原料シートの前記幅方向は前記X軸に沿い、
前記回転軸は、前記X軸及び前記Z軸を含むX-Z面に沿い、前記X軸に対して傾斜している、
請求項1に記載のシート製造装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、シート製造装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
特許文献1には、原料供給部と、粗砕部の一例である第1粗砕部と、解繊部と、堆積部と、加熱加圧部と、を備えるシート製造装置が開示されている。原料供給部は、繊維を含む原料シートを供給する。第1粗砕部は、回転する第1粗砕刃を有し、原料供給部から供給された原料シートを粗砕する。解繊部は、第1粗砕部で生成された粗砕片を解繊する。加熱加圧部は、堆積部で生成された堆積物に対し、加熱および加圧を行いシートに成型する。また、第1粗砕刃の回転軸は、原料供給部によって第1粗砕部に向けて搬送されるときの原料シートの幅方向に対して平行に配置されている。
【先行技術文献】
【特許文献】
【0003】
特開2021-038477号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1の第1粗砕部が有する第1粗砕刃の配置では、原料供給部によって搬送されるときの原料シートの幅方向における両端のいずれかを含む部分が、正常に裁断できない虞がある。
【課題を解決するための手段】
【0005】
シート製造装置は、繊維を含む原料シートを搬送方向に沿って搬送することで、粗砕部に供給する原料供給部と、回転軸周りに回転する粗砕刃を有し、前記原料供給部から供給される前記原料シートを粗砕する前記粗砕部と、前記粗砕部で生成される粗砕片を解繊する解繊部と、前記解繊部で生成される解繊物を堆積する堆積部と、前記堆積部で生成される堆積物を加熱及び加圧することで、前記堆積物をシートに成形する加熱加圧部と、を備え、前記原料供給部によって搬送されるときの前記原料シートの幅方向であって前記搬送方向に直交する前記幅方向に対して前記回転軸が傾斜している。
【図面の簡単な説明】
【0006】
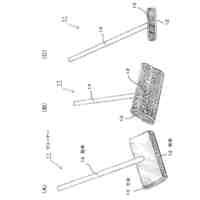
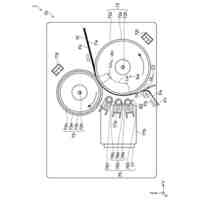
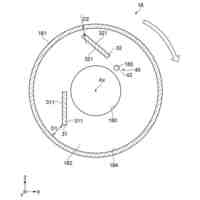
実施形態1に係るシート製造装置を示す模式側面図。
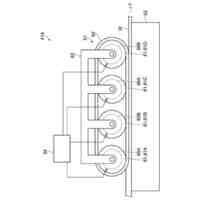
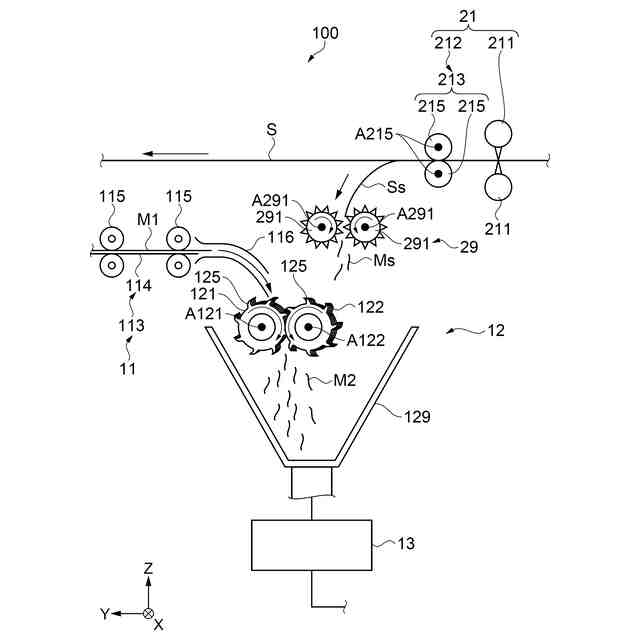
図1に示すシート製造装置の各部の位置関係を示す模式図。
図2において破線で囲んだ領域を示す拡大図。
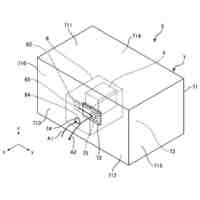
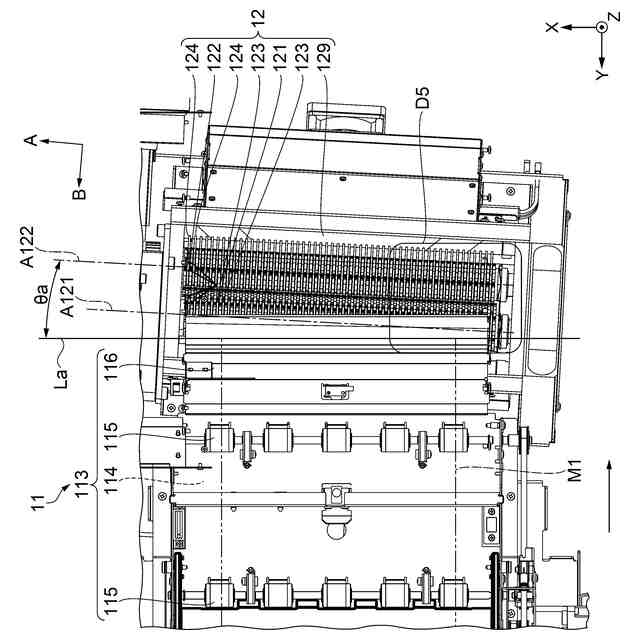
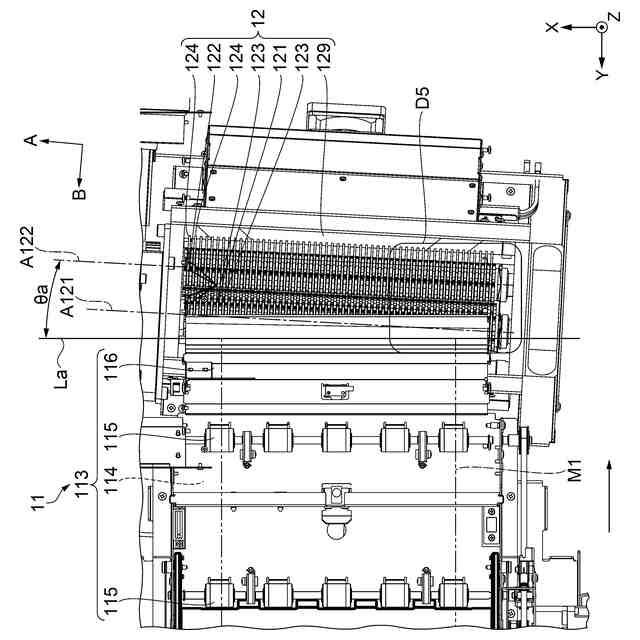
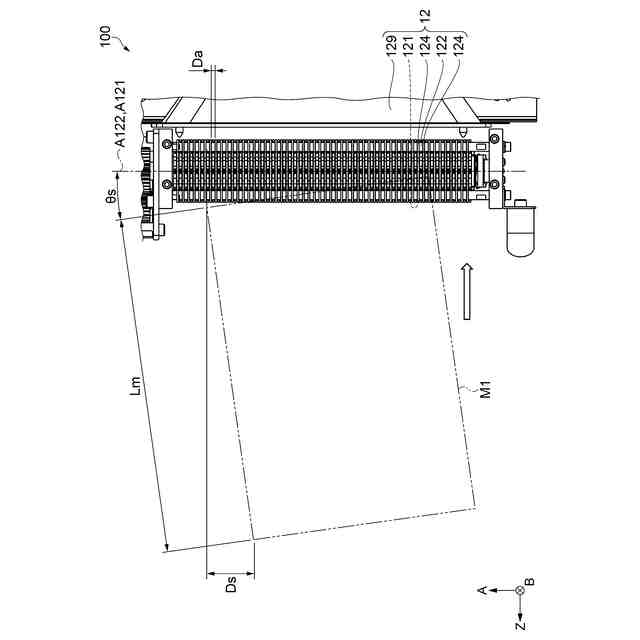
実施形態1に係る原料供給部及び粗砕部を示す上面図。
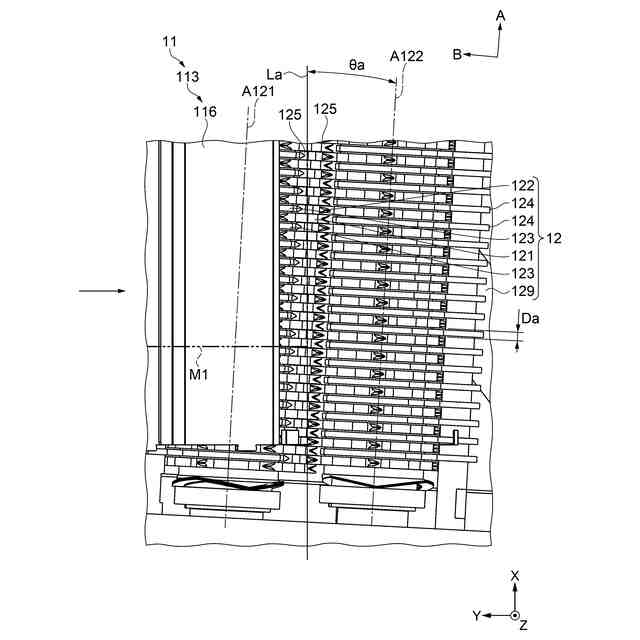
図4に示したD5部分の拡大図。
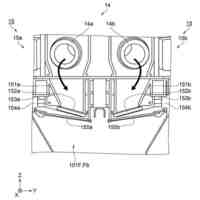
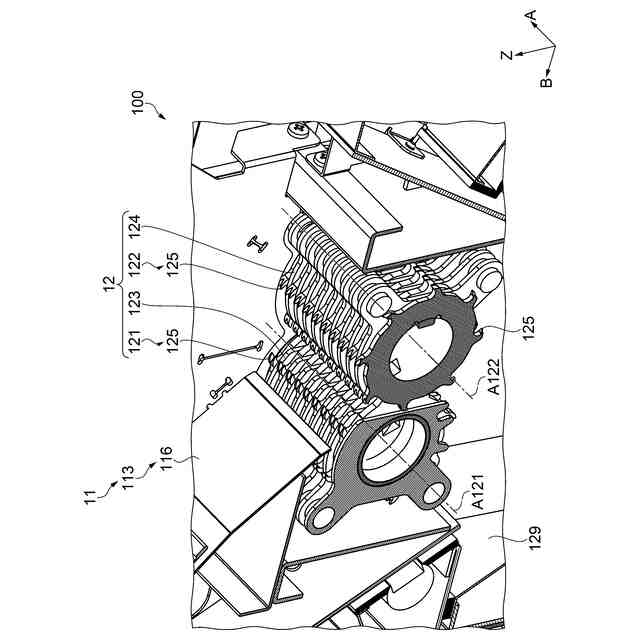
粗砕部を示す断面斜視図。
実施形態1に係る粗砕部をB軸方向に沿う方向から見たときの模式図。
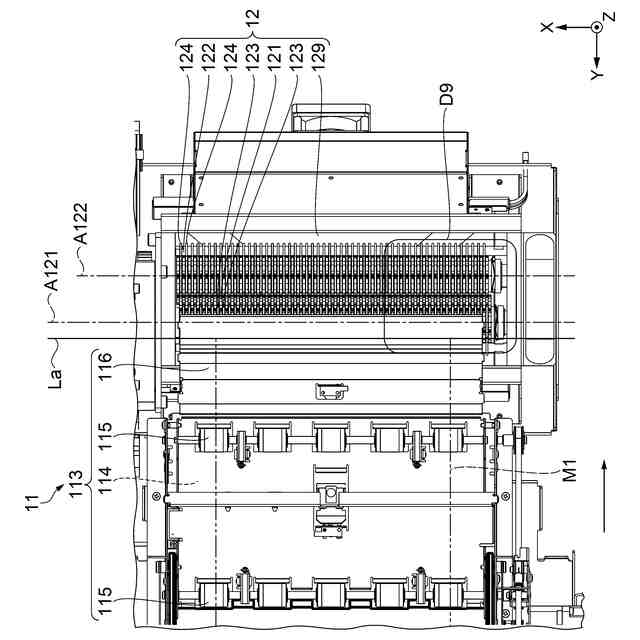
原料供給部と粗砕部との配置例を示す上面図。
図8に示したD9部分の拡大図。
実施形態2に係る粗砕部をY軸方向に沿う方向から見たときの模式図。
【発明を実施するための形態】
【0007】
以下、実施形態に基づいて本開示が説明される。各図において同一部材には同一符号を付し、重複する説明は省略する。尚、本明細書において、「同じ」、「同一」、「同時」とは、完全に同じであることのみを指さない。例えば、本明細書において、「同じ」、「同一」、「同時」とは、測定誤差を考慮して同じである場合を含むものとする。また、例えば、本明細書において、「同じ」、「同一」、「同時」とは、部材の製造ばらつきを考慮して同じである場合を含むものとする。
【0008】
また、例えば、本明細書において、「同じ」、「同一」、「同時」とは、機能を損なわない範囲で同じである場合を含むものとする。よって、例えば、「両者の寸法が同じである」とは、測定誤差、部材の製造ばらつきを考慮し、両者の寸法差が、一方の寸法の±5パーセント以内、特に好ましくは±3パーセント以内であることを指す。
【0009】
尚、各図においてX、Y、Zは、互いに直交する3つの空間軸を表している。本明細書では、これらの軸に沿った方向をX軸方向、Y軸方向及びZ軸方向とする。向きを特定する場合には、正の方向を「+」、負の方向を「-」として、方向表記に正負の符合を併用し、各図の矢印が向かう向きを+方向、矢印の反対方向を-方向として説明する。
【0010】
Z軸方向は、重力方向を示し、+Z方向は鉛直上向き、-Z方向は鉛直下向きを示す。また、X軸,Y軸を含む平面はX-Y面、X軸,Z軸を含む平面はX-Z面、Y軸,Z軸を含む平面はY-Z面として説明される。また、X-Y面は水平面となる。さらに、正方向及び負方向を限定しない3つのX、Y、Zの空間軸については、X軸、Y軸、Z軸として説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東レ株式会社
編地
2か月前
東レ株式会社
織編物
4か月前
個人
マフラーの製造方法
4か月前
株式会社島精機製作所
横編機
5か月前
日本エステル株式会社
クッション体
13日前
東レ株式会社
編物、繊維製品および詰め物
3か月前
株式会社ワコール
充填材
3か月前
ユニチカ株式会社
化粧料含浸用基布の製造方法
28日前
東レ株式会社
不織布およびエアフィルター濾材
3か月前
モリト株式会社
紐体を用いた連結体
1か月前
株式会社島精機製作所
筒状編地の編成方法
4か月前
株式会社秋江
布製品
4か月前
セーレン株式会社
緯編地
2か月前
ティー・ディー・イー株式会社
クリーナー
5か月前
日本エクスラン工業株式会社
アクリレート系繊維不織布
4か月前
株式会社島精機製作所
編地の編成方法、および編地
7日前
日本製紙クレシア株式会社
ローション不織布
27日前
株式会社島精機製作所
編地の編成方法、および編地
1か月前
帝人フロンティア株式会社
しみ防止布帛および繊維製品
3か月前
セイコーエプソン株式会社
シート製造装置
3か月前
セイコーエプソン株式会社
シート製造装置
4か月前
セイコーエプソン株式会社
シート成形装置
4か月前
セイコーエプソン株式会社
シート製造装置
3か月前
株式会社ヴィオレッタ
メッシュ経編地及び繊維製品
2か月前
ユニチカ株式会社
シート
2か月前
日本製紙クレシア株式会社
複合型不織布
10日前
東レ株式会社
エレクトレットメルトブロー不織布およびその製造方法
8日前
三井化学株式会社
不織布及びその製造方法
4か月前
セイコーエプソン株式会社
二酸化炭素排出量の管理方法
3か月前
帝人フロンティア株式会社
中綿および中綿評価方法および詰め物製品
1か月前
セイコーエプソン株式会社
シート製造装置及びシート製造方法
3か月前
セイコーエプソン株式会社
収納装置および繊維構造体製造装置
4か月前
セイコーエプソン株式会社
繊維体堆積装置及びシート製造装置
4か月前
日本バイリーン株式会社
摩擦帯電不織布、および、当該摩擦帯電不織布を備えた濾材
2か月前
大和紡績株式会社
編地、その製造方法及び衣料
10日前
佰龍機械廠股ふん有限公司
カットパイルを備える緯編編み物
4か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ