TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025062223
公報種別
公開特許公報(A)
公開日
2025-04-14
出願番号
2023171148
出願日
2023-10-02
発明の名称
シート製造装置
出願人
セイコーエプソン株式会社
代理人
個人
,
個人
,
個人
主分類
D04H
1/732 20120101AFI20250407BHJP(組みひも;レース編み;メリヤス編成;縁とり;不織布)
要約
【課題】ウェブ先端の厚さに起因する不具合の発生を防止し、小型化が容易なシート製造装置を提供すること。
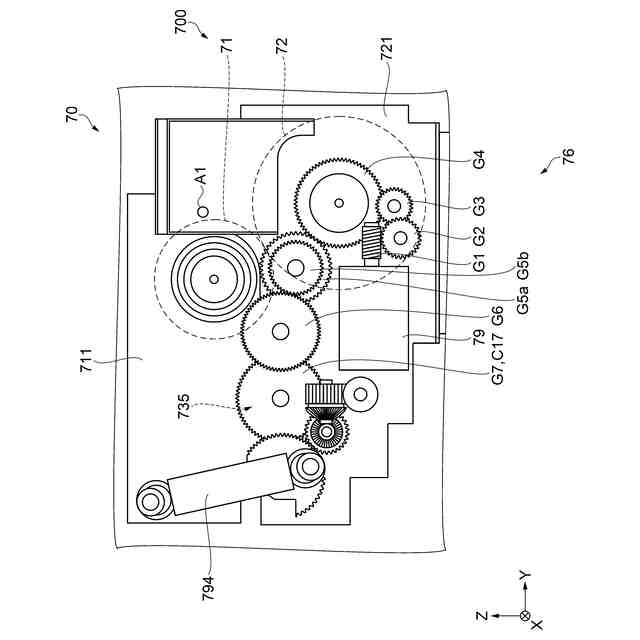
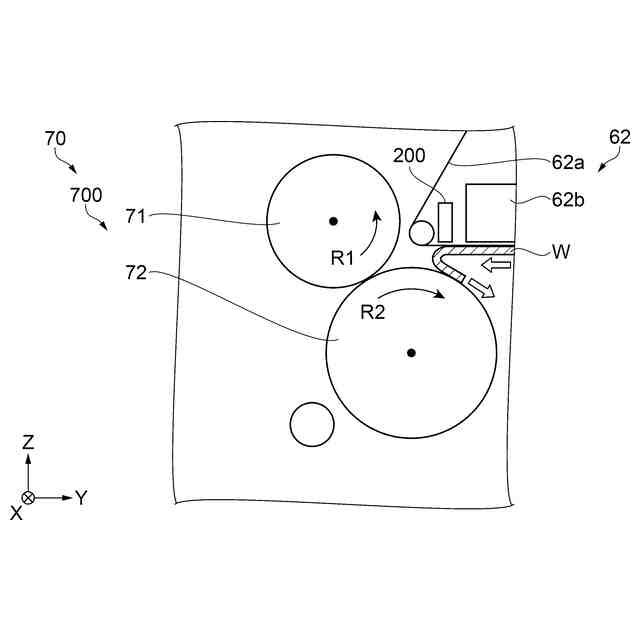
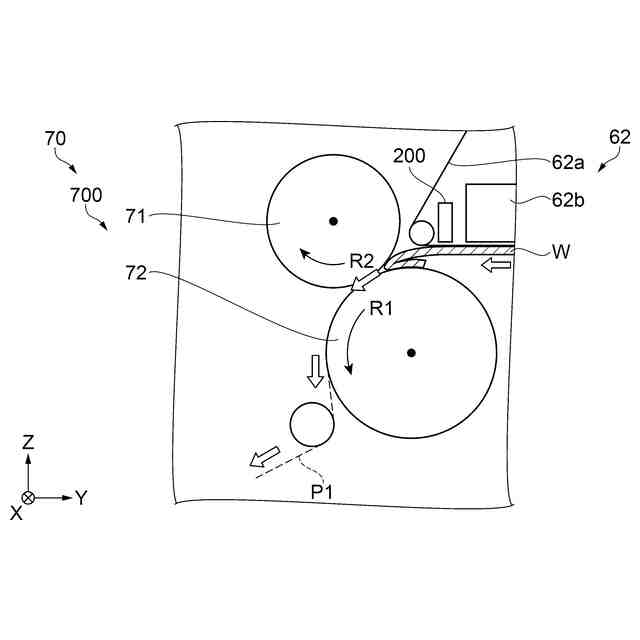
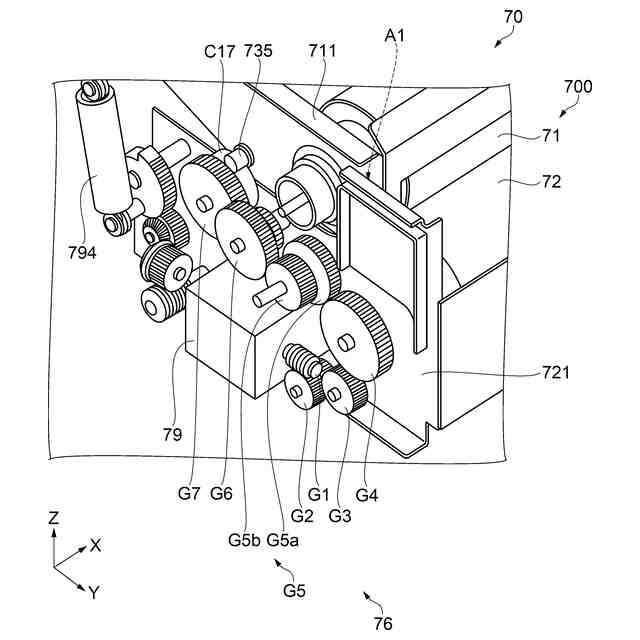
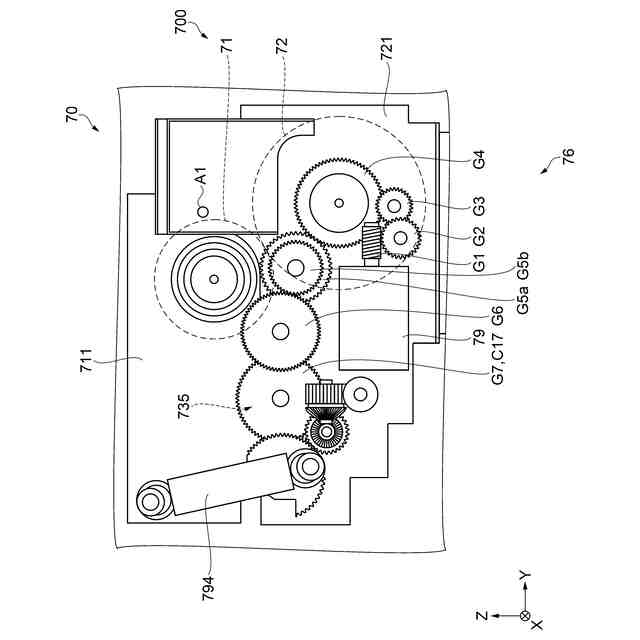
【解決手段】シート製造装置1は、解繊機と、ウェブを形成する堆積部と、第1、第2ローラー71、72とを有し、ウェブを加圧して帯状のシートを形成するシート成形部70を備え、シート成形部は、第1ローラーが設置される第1ローラー保持ユニット711と、駆動モーター79と、駆動モーターの回転が伝達されて、第2ローラーを回転させる歯車G4と、歯車G4の回転が伝達される第1伝達ギアG5aと、第1伝達ギアと同じ回転軸に設置されるワンウェイクラッチギアG5bと、ワンウェイクラッチギアの回転が伝達される歯車G7と、歯車G7と同軸に設置されるカムC17と、カムに当接することで第1ローラー保持ユニットの位置決めを行うピン735と、を備え、第1伝達ギアは、一定の期間にわたって空転可能な空転機構を備える。
【選択図】図8
特許請求の範囲
【請求項1】
繊維を含む材料を解繊して解繊物を生成する解繊機と、
前記解繊物を堆積させてウェブを形成する堆積部と、
第1ローラーと第2ローラーとを有し、前記ウェブを加圧してシートを形成するシート成形部と、を備え、
前記シート成形部は、
前記第1ローラーが設置される第1ローラー保持ユニットと、
順方向および逆方向へ回転可能な駆動モーターと、
前記駆動モーターの回転が伝達されて、前記第2ローラーを回転させる第2ローラー用ギアと、
前記第2ローラー用ギアの回転が伝達される第1伝達ギアと、
前記第1伝達ギアと同じ回転軸に設置されるワンウェイクラッチギアと、
前記ワンウェイクラッチギアの回転が伝達されるカム用ギアと、
前記カム用ギアと同軸に設置されるカムと、
前記第1ローラー保持ユニットに固定され、前記カムに当接することで前記第1ローラー保持ユニットの位置決めを行うピンと、を備え、
前記第1伝達ギアは、一定の期間にわたって空転可能な空転機構を備えるシート製造装置。
続きを表示(約 730 文字)
【請求項2】
前記第1伝達ギアの前記空転機構は、
前記第1伝達ギアに設けられた切り欠きと、
前記切り欠きに対応して前記回転軸に固定される当接板と、を含む、請求項1に記載のシート製造装置。
【請求項3】
前記切り欠きの縁部と前記当接板とが当接しないうちは、前記回転軸に対して前記第1伝達ギアは空転し、
前記切り欠きの前記縁部と前記当接板とが当接して、前記第1伝達ギアが前記回転軸を回転させる、請求項2に記載のシート製造装置。
【請求項4】
前記駆動モーターの前記逆方向への回転が前記第2ローラー用ギアを介して前記回転軸に伝達されて、前記回転軸が第2方向に回転した場合に、前記ワンウェイクラッチギアが空転し、
前記駆動モーターの前記順方向への回転が前記回転軸に伝達されて、前記回転軸が前記第2方向と反対の第1方向へ回転した場合に、前記ワンウェイクラッチギアが回転する、請求項1に記載のシート製造装置。
【請求項5】
前記カムは、所定の角度回転することにより、前記ピンを介して前記第1ローラー保持ユニットを上昇または下降させる、請求項1に記載のシート製造装置。
【請求項6】
前記第1ローラー保持ユニットが下降して、前記第1ローラーと前記第2ローラーとが当接し、前記第1ローラーと前記第2ローラーとによって前記ウェブが加圧される、請求項5に記載のシート製造装置。
【請求項7】
前記カムは、偏心カムである、請求項6に記載のシート製造装置。
【請求項8】
前記カムは、前記カム用ギアに固定される、請求項7に記載のシート製造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、シート製造装置に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
従来、古紙などを空気中で解繊して得た繊維を用いて、シートを製造する装置が知られていた。このような装置には、繊維を含むウェブからシートを成形するものがある。例えば、特許文献1には、ウェブを成形してシートとするために、加圧用などのローラー対を備えるシート製造装置が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2014-208923号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に記載の装置では、ウェブ先端の厚さが薄い場合に、装置に不具合が発生する可能性があった。詳しくは、繊維などの材料を空気中で堆積させてウェブを形成するプロセスにおいて、ウェブ先端の厚さの制御が難しいという問題がある。ウェブ先端の厚さが薄くなると、ウェブが加熱ローラーに貼り付くことがあった。また、ウェブから成形されたシートの先端の厚さも薄くなるので、シート先端の機械的強度が不足して座屈が発生し易くなる。つまり、シートの搬送経路中において、シート先端が搬送ローラーなどの部材に引っ掛かり、紙詰まりが発生する可能性があった。装置の大型化や部品点数の増加を招くことなく、上述の課題を解決するために考案されたのが以下の発明である。
【課題を解決するための手段】
【0005】
シート製造装置は、繊維を含む材料を解繊して解繊物を生成する解繊機と、前記解繊物を堆積させてウェブを形成する堆積部と、第1ローラーと第2ローラーとを有し、前記ウェブを加圧してシートを形成するシート成形部と、を備え、前記シート成形部は、前記第1ローラーが設置される第1ローラー保持ユニットと、順方向および逆方向へ回転可能な駆動モーターと、前記駆動モーターの回転が伝達されて、前記第2ローラーを回転させる第2ローラー用ギアと、前記第2ローラー用ギアの回転が伝達される第1伝達ギアと、前記第1伝達ギアと同じ回転軸に設置されるワンウェイクラッチギアと、前記ワンウェイクラッチギアの回転が伝達されるカム用ギアと、前記カム用ギアと同軸に設置されるカムと、前記第1ローラー保持ユニットに固定され、前記カムに当接することで前記第1ローラー保持ユニットの位置決めを行うピンと、を備え、前記第1伝達ギアは、一定の期間にわたって空転可能な空転機構を備える。
【図面の簡単な説明】
【0006】
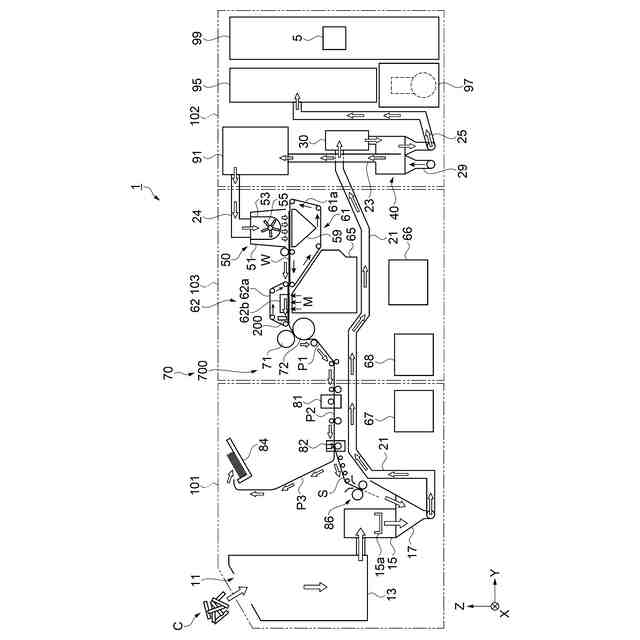
実施形態に係るシート製造装置の構成を示す模式図。
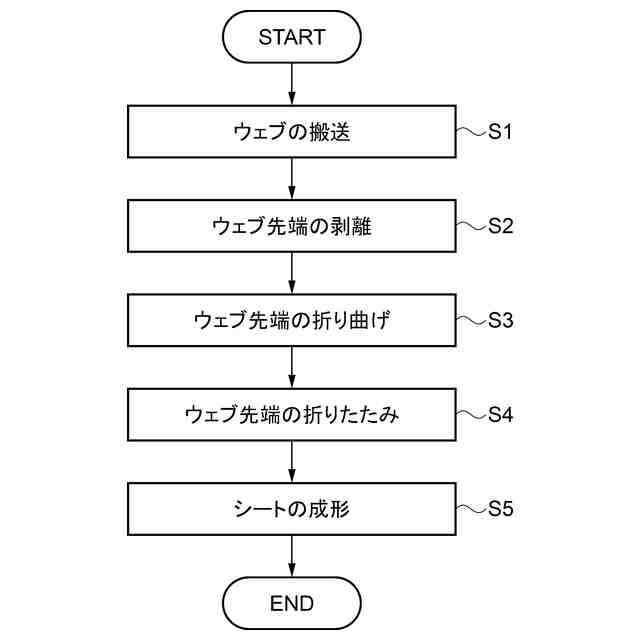
ウェブの折りたたみ操作を示すフロー図。
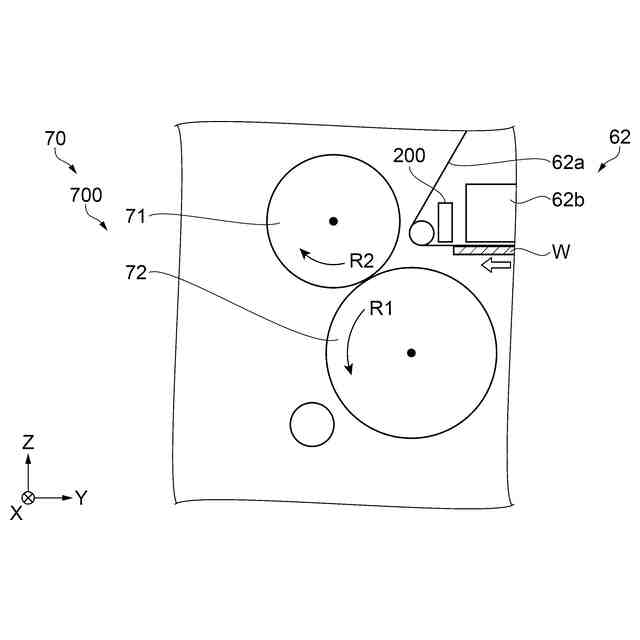
ウェブの折りたたみ方法を示す模式図。
ウェブの折りたたみ方法を示す模式図。
ウェブの折りたたみ方法を示す模式図。
ウェブの折りたたみ方法を示す模式図。
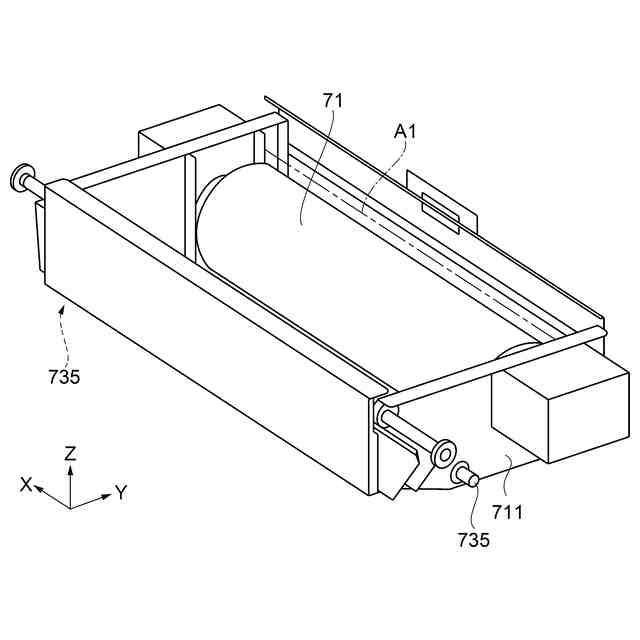
シート成形部の構成を示す斜視図。
シート成形部の構成を示す側面図。
第1ローラー保持ユニットおよび第1ローラーの配置を示す斜視図。
第1伝達ギアおよびワンウェイクラッチギアなどの配置を示す斜視断面図。
カム用ギア、カム、およびカム連結シャフトの配置を示す断面斜視図。
第1伝達ギアの空転機構の構成を示す斜視図。
空転機構の作用を示す模式図。
空転機構の作用を示す模式図。
シート成形部における休止時の状態を示す側面図。
シート成形部における稼働準備動作を示す側面図。
シート成形部における稼働準備動作を示す側面図。
シート成形部におけるウェブ折り曲げ動作を示す側面図。
シート成形部におけるウェブ折りたたみ動作、およびシート形成動作を示す側面図。
シート成形部における休止前動作を示す側面図。
シート成形部における休止前動作を示す側面図。
シート成形部における休止前動作を示す側面図。
【発明を実施するための形態】
【0007】
以下の実施形態では、本発明のシート製造装置として、古紙などを乾式にてシートに再生するシート製造装置1を例示する。以下、シート製造装置1について、図面を参照して説明する。なお、本発明のシート製造装置は、乾式であることに限定されず、湿式であってもよい。本明細書において乾式とは、液体中で実施されずに、大気などの空気中で実施されることをいう。
【0008】
以下の各図においては、相互に直交する座標軸としてXYZ軸を付し、各矢印が指す方向を+方向とし、+方向と反対の方向を-方向とする。Z軸は鉛直方向に沿う仮想軸であって+Z方向を上方とし、-Z方向を下方とする。-Z方向は重力が作用する方向である。また、シート製造装置1において、原料、ウェブ、およびシートなどの搬送方向の先を下流、搬送方向を遡る側を上流ということもある。図示の便宜上、各部材の大きさを実際とは異ならせている。
【0009】
なお、本明細書において、第1方向とは-X方向からの側面視で反時計回りの回転方向を指す。また、第2方向とは第1方向と反対の方向であり、-X方向からの側面視で時計回りの回転方向を指す。
【0010】
1.シート製造装置
図1に示すように、本実施形態に係るシート製造装置1は、第1ユニット群101、第2ユニット群102、および第3ユニット群103を備える。第1ユニット群101、第2ユニット群102、および第3ユニット群103は、図示しないフレームに支持される。なお、図1においては、古紙C、シートP3、スリット片S、および不要な端材などが移動する方向を白抜きの矢印で示している。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る

 特許ウォッチ
特許ウォッチ