TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025017202
公報種別
公開特許公報(A)
公開日
2025-02-05
出願番号
2023120163
出願日
2023-07-24
発明の名称
ペースト状重合硬化性組成物の製造方法
出願人
株式会社トクヤマデンタル
代理人
主分類
A61K
6/70 20200101AFI20250129BHJP(医学または獣医学;衛生学)
要約
【課題】 重合性単量体、フィラー及び熱重合開始剤を含む高粘度ペースト状重合硬化性組成物を、従来のバッチ法で混練したときの組成物の特性を損なうことなく、二軸混練機を用いて効率よく製造することができる方法を提供する。
【解決手段】 目的物の粘度とダイラタンシー性が所定の範囲内にあることを確認した上で、バレルの円筒状シリンダ内にスクリュが回転自在に挿入された汎用的な本構造を有する二軸混練機に、フィラーを含む粉体原料及び重合性単量体と熱重合開始剤を含む液体原料を所定の組成となるように供給し、混練部のバレル温度を25℃~45℃とすると共に、シリンダ内径、混練部におけるシリンダ内壁とスクリュと間のクリアランス最小値、及び混練時のスクリュの回転速度を調整して、上記粘度に基づいて所定の式で計算される混練時の二軸混練機内の剪断応力度が10~4500kPa以内となるようにして混練を行う。
【選択図】なし
特許請求の範囲
【請求項1】
少なくとも1種の無機粉粒体を含む粉体原料であって、前記少なくとも1種の無機粉粒体の一部は、樹脂と複合化された粒子によって構成される有機無機複合粉粒体として含まれていてもよい粉体原料、及び重合性単量体を含む液体原料からなり、前記粉体原料及び前記液体原料の少なくとも一方には熱重合開始剤が配合されている原料を準備し、前記粉体原料と前記液体原料とを二軸混練機を用いて混練することにより、粘性流体であるペースト状重合硬化性組成物を製造する方法であって、
粘性流体について、
(1)パラレルプレートを用いた回転粘度計により温度:30℃、回転速度:1rpmの条件で測定される粘度をη
1
(単位:Pa・s)とし、
(2)パラレルプレートを用いた回転粘度計により一定温度、一定回転速度:m(rpm)の条件で測定される粘度トルク:M
m
(単位:Pa・m
3
)と剪断応力:τ
m
(単位:kPa)との間に下記式:
τ
m
={4M
m
/(3πR
3
)}×10
6
{但し、上記式におけるRは、パラレルプレートの半径(単位:mm)を表す。}
で示される関係がある、トルク測定において、半径:Rが10mmであるパラレルプレートを用いて0.7gの粘性流体試料を1mmの厚さに圧縮して、30℃の温度条件下、回転速度1rpm及び10rpmでトルク測定を行ったときに得られるトルクを、夫々、M
1
及びM
2
とし、これらトルクに基づき前記式で求められる剪断応力を、夫々:τ
1
及びτ
10
とし、これら剪断応力の比:τ
10
/τ
1
を、前記粘性流体の「ダイラタンシー性指数」としたときに、
製造目的物である前記ペースト状重合硬化性組成物のη
1
は、0.3~8kPa・sであると共にダイラタンシー性指数は、2~35であり、
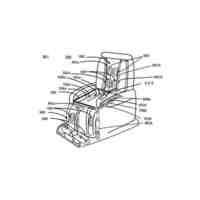
前記二軸混練機は、
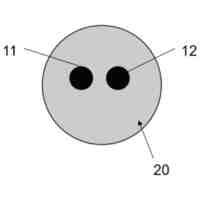
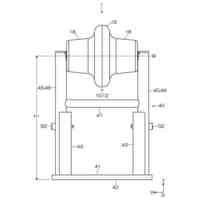
並列に配置された同一又は実質的に同一な2つの「円筒状シリンダ」が一部重複して一体化し、一体化後における円筒軸方向に垂直な断面が、合同又は実質的に合同な2つの円弧が弦を共有するようにして対向して突き合わされた形状となっている「連結円筒状シリンダ」が内部に形成されたバレルと、同一又は実質的に同一な形状を有する1対のスクリュと、を有し、
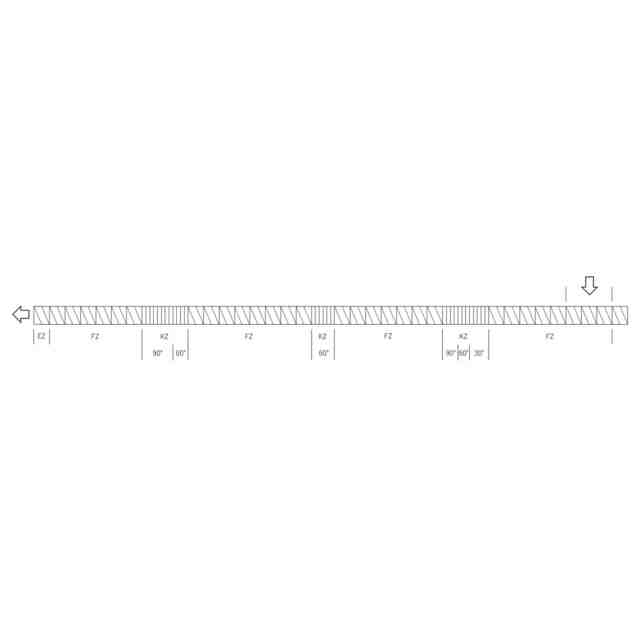
前記1対のスクリュの一方及び他方が前記「連結円筒状シリンダ」を構成する2つの「円筒状シリンダ」の一方及び他方の内部に夫々回転自在に挿入されることにより、フィードゾーン:FZ、ニーディングゾーン:KZ及びイクストゥルーディングゾーン:EZを形成し、
前記1対のスクリュを同方向に回転させながら、前記筒状シリンダ内部において、前記FZに供給された原料に、前記KZで剪断力を付加して混練し、前記EZを介して外部に押出す、同方向回転二軸混練機であり、
前記混練において、
単位時間に供給される前記粉体原料及び前記液体原料の合計量中における各構成成分の量がペースト状重合硬化性組成物の所定の組成と一致するように前記粉体原料及び前記液体原料の供給速度(単位:g/分)を調整してこれら原料を前記フィードゾーン:FZに供給し、
前記ニーディングゾーン:KZにおけるバレル温度を25℃~45℃とし、
前記ニーディングゾーン:KZにおける、前記円筒状シリンダの内径(直径)をD(単位:mm)とし、前記円筒状シリンダ内壁とスクリュ間のクリアランスの最小値をc(単位:mm)とし、円周率をπとし、これら値に基づいて、式:A={(60・c×10
3
)/(D・π)}(単位:Pa)によって求められる値:Aを装置定数とし、混練時における混練スクリュの回転速度をN(単位:rpm)としたときに、下記式:
10A/η
1
≦ N ≦ 4500A/η
1
で示される条件を満足する回転速度:N(単位:rpm)で前記混練スクリュを回転させながら混練を行う、
ことを特徴とするペースト状重合硬化性組成物の製造方法。
続きを表示(約 630 文字)
【請求項2】
前記混練を行う前に前記ペースト状重合硬化性組成物と同一組成を有する組成物のη
1
及びダイラタンシー性指数が前記範囲内であることを確認する工程を含む、請求項1に記載のペースト状重合硬化性組成物の製造方法。
【請求項3】
前記装置定数:Aが190~260である前記同方向回転二軸混練機を用いて前記混練工程を行う、請求項1に記載のペースト状重合硬化性組成物の製造方法。
【請求項4】
前記同方向回転二軸混練機に供給される原料の総質量(単位:g)を前記同方向回転二軸混練機から押し出される混練物の押出速度(単位:g/分)で除した滞在時間(単位:分)が3分~30分となるようして、前記混練工程を行う、請求項1に記載のペースト状重合硬化性組成物の製造方法。
【請求項5】
前記粉体原料は、走査型電子顕微鏡を用いて測定した平均1次粒子径が0.1~1.0μmである1種又は複数種の無機粉粒体を20質量%以上含み、
単位時間に前記同方向回転二軸混練機内へ供給される前記重合性単量体の量を100質量部としたときに、単位時間に前記同方向回転二軸混練機内へ供給される前記1種又は複数種の無機粉粒体の量が250~700質量部となる範囲内の所定の量となるように、前記粉体原料の供給速度及び前記液体原料供給速度を制御する、
請求項1に記載のペースト状重合硬化性組成物の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ペースト状重合硬化性組成物の製造方法に関する。
続きを表示(約 3,600 文字)
【背景技術】
【0002】
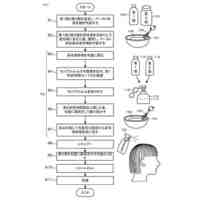
重合性単量体(モノマー)、無機フィラー、及び重合開始剤を主成分として構成される歯科用硬化性組成物並びにその硬化体からなるハイブリッドレジン等の(樹脂と無機フィラーとの)複合材料は、歯科補綴治療用の材料として広く使用されている。たとえば、未硬化状態の上記歯科用硬化性組成物はコンポジットレジン修復用材料や歯科用セメントとして使用され、ハイブリッドレジン等の硬化体は、CAD/CAMシステムを用いてインレイやクラウン等の補綴物を製造するために使用される歯科切削用ミルブランクにおける被切削部の材料として使用されている。
【0003】
上記歯科用硬化性組成物は、通常、プロペラ式の攪拌機等の装置を用いてバッチ(回分)式で製造されており、最終ペーストの粘度によらず、比較的低い剪断応力を長時間かけることで重合性単量体(モノマー)及び重合開始剤を主成分として構成されたマトリックスとなる液状成分中に無機フィラーを均一に分散させていた。そして、このようなバッチ式の調製方法においては、効率化のために、液状成分に対して粉体成分を数回に分けて添加することによって調製した粉末状フィラーが高含量の混練物を希釈用混練母材として先に製造し、これを必要な数に分配し、各分配物に、顔料等や粘度調整に必要な液状モノマーを追加混合して混練することが行われている(特許文献1参照。)。
【0004】
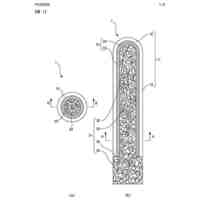
一方、レジンマトリックス中に無機フィラーが高密度で分散した複合材料である「ハイブリッドレジン」(以下、「HR」と略記することもある。)からなる被切削部を有する歯科切削用ミルブランク(以下、「HRミルブランク」ともいう。)の前記被切削部は、型(モールド)を用いた所謂注型重合によって行われることが多い(特許文献2及び3参照)。例えば特許文献2では、HRの原料となる硬化性組成物を、シリンジを用いて熱可塑性樹脂製の型内に上方から注入してから加圧下に熱重合することにより前記被切削部を製造している。また、特許文献3には、型(モールド)として、柱状空洞部を有する筒状体からなり、その内部に充填される流動性ペーストと接触する平坦な接触面を有する押出板が、前記柱状空洞部内を進退自在に嵌挿されたものを用いるとともに、射出装置と連結した充填具を用い、流動性ペーストで押出板を下から押し上げるようにして流動性ペーストを充填することにより、通常では型枠に流し入れることが難しい、流動性の低いペースト(硬化性組成物)の充填が可能となることが記載されている。
【先行技術文献】
【特許文献】
【0005】
特開2013-014690号公報
特許第5745198号公報
特許第7266285号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、特許文献1に開示されている方法は、所謂バッチ法(回分法)であるため生産性は高いとは言えず、さらに希釈用混練母材調製過程において粉体成分を数回に分けて添加して混合する必要があるばかりでなく、目的とする粘度に調製する操作が必要であるため、分散に手間と時間を要していた。このため、特に、歯科切削用ミルブランクの被切削部となるハイブリッドレジンの原料となる歯科用硬化性組成物については、その製造が、上記被切削部を注型重合などの方法により量産する際のボトルネックとなることがあった。
【0007】
そこで、本発明は、前記歯科用硬化性組成物を連続法により効率的に製造することができる方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、前記課題を解決するものであり、本発明の第1の形態は、少なくとも1種の無機粉粒体を含む粉体原料であって、前記少なくとも1種の無機粉粒体の一部は、樹脂と複合化された粒子によって構成される有機無機複合粉粒体として含まれていてもよい粉体原料、及び重合性単量体を含む液体原料からなり、前記粉体原料及び前記液体原料の少なくとも一方には熱重合開始剤が配合されている原料を準備し、前記粉体原料と前記液体原料とを二軸混練機を用いて混練することにより、粘性流体であるペースト状重合硬化性組成物を製造する方法であって、
粘性流体について、
(1)パラレルプレートを用いた回転粘度計により温度:30℃、回転速度:1rpmの条件で測定される粘度をη
1
(単位:Pa・s)とし、
(2)パラレルプレートを用いた回転粘度計により一定温度、一定回転速度:m(rpm)の条件で測定される粘度トルク:M
m
(単位:Pa・m
3
)と剪断応力:τ
m
(単位:kPa)との間に下記式:
τ
m
={4M
m
/(3πR
3
)}×10
6
{但し、上記式におけるRは、パラレルプレートの半径(単位:mm)を表す。}
で示される関係がある、トルク測定において、半径:Rが10mmであるパラレルプレートを用いて0.7gの粘性流体試料を1mmの厚さに圧縮して、30℃の温度条件下、回転速度1rpm及び10rpmでトルク測定を行ったときに得られるトルクを、夫々、M
1
及びM
2
とし、これらトルクに基づき前記式で求められる剪断応力を、夫々:τ
1
及びτ
10
とし、これら剪断応力の比:τ
10
/τ
1
を、前記粘性流体の「ダイラタンシー性指数」としたときに、
製造目的物である前記ペースト状重合硬化性組成物のη
1
は、0.3~8kPa・sであると共にダイラタンシー性指数は、2~35であり、
前記二軸混練機は、
並列に配置された同一又は実質的に同一な2つの「円筒状シリンダ」が一部重複して一体化し、一体化後における円筒軸方向に垂直な断面が、合同又は実質的に合同な2つの円弧が弦を共有するようにして対向して突き合わされた形状となっている「連結円筒状シリンダ」が内部に形成されたバレルと、同一又は実質的に同一な形状を有する1対のスクリュと、を有し、
前記1対のスクリュの一方及び他方が前記「連結円筒状シリンダ」を構成する2つの「円筒状シリンダ」の一方及び他方の内部に夫々回転自在に挿入されることにより、フィードゾーン:FZ、ニーディングゾーン:KZ及びイクストゥルーディングゾーン:EZを形成し、
前記1対のスクリュを同方向に回転させながら、前記筒状シリンダ内部において、前記FZに供給された原料に、前記KZで剪断力を付加して混練し、前記EZを介して外部に押出す、同方向回転二軸混練機であり、
前記混練において、
単位時間に供給される前記粉体原料及び前記液体原料の合計量中における各構成成分の量がペースト状重合硬化性組成物の所定の組成と一致するように前記粉体原料及び前記液体原料の供給速度(単位:g/分)を調整してこれら原料を前記フィードゾーン:FZに供給し、
前記ニーディングゾーン:KZにおけるバレル温度を25℃~45℃とし、
前記ニーディングゾーン:KZにおける、前記円筒状シリンダの内径(直径)をD(単位:mm)とし、前記円筒状シリンダ内壁とスクリュ間のクリアランスの最小値をc(単位:mm)とし、円周率をπとし、これら値に基づいて、式:A={(60・c×10
3
)/(D・π)}(単位:Pa)によって求められる値:Aを装置定数とし、混練時における混練スクリュの回転速度をN(単位:rpm)としたときに、下記式:
10A/η
1
≦ N ≦ 4500A/η
1
で示される条件を満足する回転速度:N(単位:rpm)で前記混練スクリュを回転させながら混練を行う、
ことを特徴とするペースト状重合硬化性組成物の製造方法である。
【0009】
上記形態の製造方法(以下、「本発明の製造方法」ともいう。)においては、前記混練を行う前に前記ペースト状重合硬化性組成物と同一組成を有する組成物のη
1
及びダイラタンシー性指数が前記範囲内であることを確認する工程を含む、ことが好ましい。
【0010】
また、前記装置定数:Aが190~260である前記同方向回転二軸混練機を用いて前記混練工程を行う、ことが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
歯茎みが品
16日前
個人
歯の掃除具
3か月前
個人
錠剤撒き器
5か月前
個人
塗り薬塗り具
2か月前
個人
身体牽引装置
3か月前
個人
マッサージ機
3日前
個人
乗馬テラピー
3か月前
個人
導電香
9日前
個人
染毛方法
2か月前
個人
発熱器具
3か月前
個人
収納容器
1か月前
個人
片足歩行支援具
24日前
個人
クリップ
23日前
個人
健康器具
2か月前
個人
鼻腔拡張具
5か月前
個人
磁器治療器
3か月前
個人
眼科診療車
1か月前
株式会社コロナ
脱臭機
5か月前
個人
動体視力強化装置
3か月前
個人
挟圧手工爪矯正具
5か月前
東レ株式会社
吸収制御剤
2か月前
株式会社ナカニシ
生検針
3か月前
株式会社 MTG
浴用剤
10日前
株式会社コーセー
化粧料
24日前
個人
口腔ケア用歯ブラシ
5か月前
個人
避難困難者救出台車
1か月前
個人
除菌システム
24日前
個人
血管硬化度算出方法
4か月前
株式会社コーセー
美爪料
24日前
東レ株式会社
下肢着用具
3か月前
個人
Dr.なかまつよい耳
2か月前
株式会社ファンケル
化粧料
2か月前
株式会社ファンケル
化粧料
4か月前
大正製薬株式会社
内服液剤
3か月前
個人
尿バッグカバー
10日前
株式会社ファンケル
化粧料
3か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ