TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025016601
公報種別
公開特許公報(A)
公開日
2025-02-04
出願番号
2024189336,2023200754
出願日
2024-10-28,2021-08-10
発明の名称
二軸配向ポリエステルフィルム及びその製造方法
出願人
東洋紡株式会社
代理人
主分類
B29C
55/12 20060101AFI20250128BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】フィルム幅方向における分子配向性や熱収縮率のバラつきや歪みが少なく、物性が均一化されることで種々の加工用途に適し、且つ環境配慮された二軸配向ポリエステルフィルム及びその製造方法の提供。
【解決手段】ペットボトルをリサイクル使用したポリエステル樹脂と粒子を含むポリエステル樹脂組成物からなる二軸配向ポリエステルフィルム。下記要件(1)~(4)を全て満たす。(1)昇温結晶化温度が120℃以上139℃以下。(2)フィルム幅方向に対し、配向角の変化量が0.5mあたり0°以上10°以下。(3)フィルム全幅において、150℃で30分間熱処理時の熱収縮率が長手方向0.5%以上2.0%以下、幅方向-1.0%以上1.0%以下。(4)ポリエステル樹脂組成物中の全ジカルボン酸成分100モル%に対するイソフタル酸成分の含有率が0.01モル%以上3.0モル%以下。
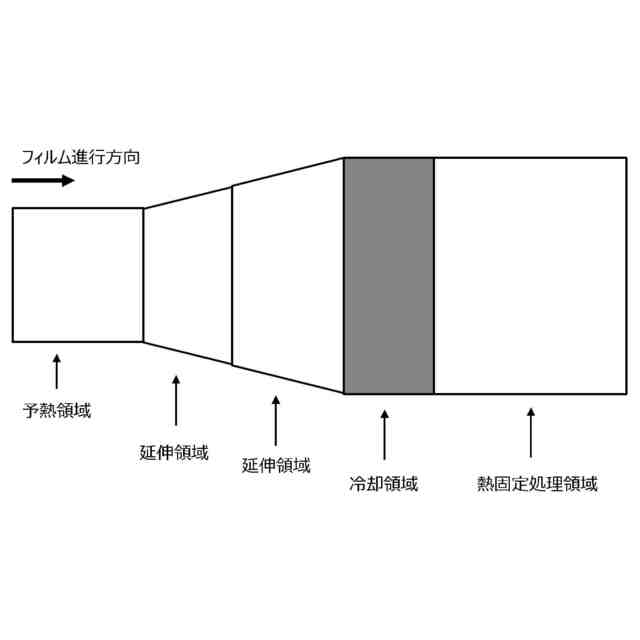
【選択図】図1
特許請求の範囲
【請求項1】
ポリエチレンテレフタレート容器をリサイクル使用したポリエステル樹脂と粒子を含むポリエステル樹脂組成物からなる二軸配向ポリエステルフィルムあって、最外層であるA層と中心層であるB層を有し、少なくともA層にポリエチレンテレフタレート容器をリサイクル使用したポリエステル樹脂と粒子を含み、下記要件(1)~(4)をすべて満たす二軸配向ポリエステルフィルム。(1)示差走査熱量計(DSC)により測定される昇温結晶化温度が120℃以上139℃以下である。(2)フィルム幅方向に対して、配向角の変化量が0.5mあたり0°以上10°以下である
。(3)フィルム全幅において、150℃で30分間熱処理したときの熱収縮率が長手方向で0.5%以上2.0%以下、幅方向で-1.0%以上1.0%以下の範囲である。(4)ポリエステル樹脂組成物中の全ジカルボン酸成分100モル%に対するイソフタル酸成分の含有率が0.01モル%以上3.0モル%以下である。ここで、要件(2)及び(3)における試料の採取位置は、全幅に対して中央位置および中央位置から両端に向かって500mm毎の間隔の位置とし、両端近傍にて500mm間隔を確保できない場合、採取可能な端位置とする。 また、要件(2)は、各測定位置データの最大値及び最小値が範囲内にあり、要件(3)は隣接する2点の試料採取位置間の各変化量の最大値が範囲内にあることを要件とする。
続きを表示(約 480 文字)
【請求項2】
前記二軸配向ポリエステルフィルムを構成するポリエステル樹脂組成物中のポリエチレンテレフタレート容器をリサイクル使用したポリエステル樹脂の含有率が50質量%以上、100質量%以下であることを特徴とする、請求項1に記載の二軸配向ポリエステルフィルム。
【請求項3】
前記ポリエチレンテレフタレート容器をリサイクル使用したポリエステル樹脂が、メカニカルリサイクルポリエステル樹脂及び/またはケミカルリサイクルポリエステル樹脂であることを特徴とする請求項1又は2に記載の二軸配向ポリエステルフィルム。
【請求項4】
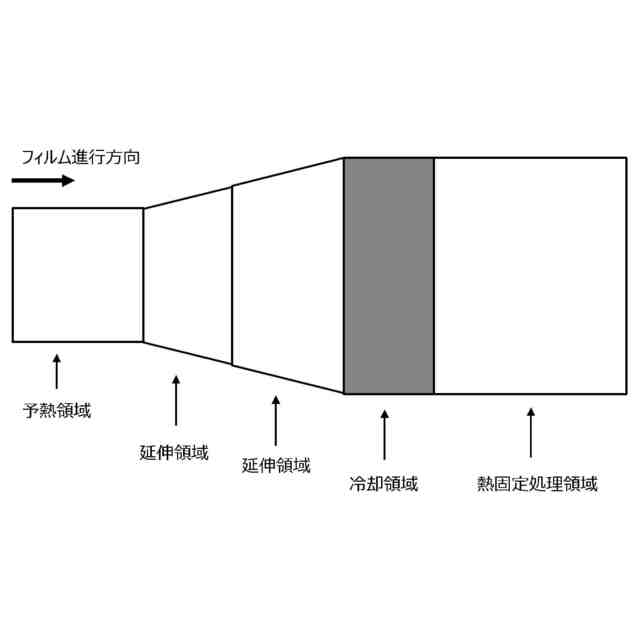
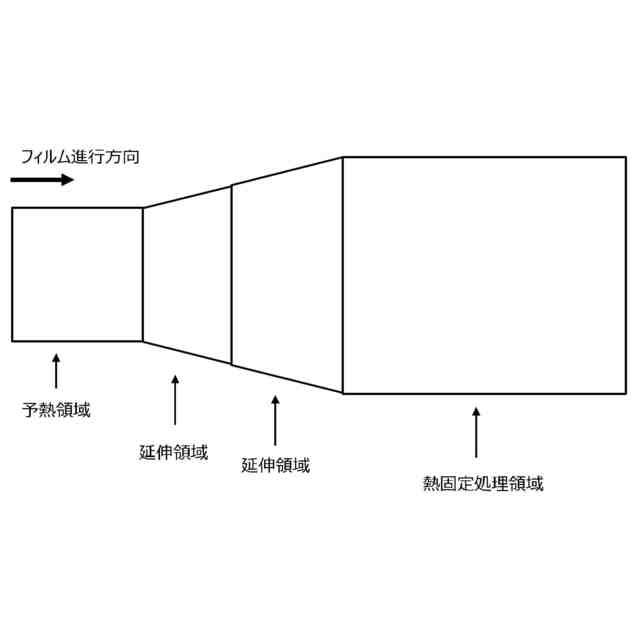
二軸ポリエステルフィルムの製造方法であって、ポリエステル原料樹脂溶融押出し工程、二軸延伸工程、熱固定処理工程、熱弛緩処理工程、及び二軸配向ポリエステルフィルムをロール状に巻き取る工程を含んでなり、前記二軸延伸工程において、長手方向に延伸された後、テンター内で幅方向に延伸し、熱固定処理領域の前に冷却領域を設けることを特徴とする請求項1~3のいずれかに記載の二軸配向ポリエステルフィルムの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、二軸配向ポリエステルフィルム及びその製造方法に関するものであり、詳しくは、フィルム幅方向における分子配向性や熱収縮率のバラつきや歪みが少なく、フィルム幅方向における物性が均一化されることで種々の加工用途に適しており、且つペットボトルを含む、市場や社会からリサイクルされたポリエステル樹脂(以下、「ペットボトルをリサイクル使用したポリエステル樹脂」と称する場合がある)を用いることにより、環境配慮された二軸配向ポリエステルフィルム及びその製造方法に関するものである。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
耐熱性や機械物性に優れた熱可塑性樹脂であるポリエチレンテレフタレート(PET)やポリブチレンテレフタレート(PBT)などのポリエステル樹脂は、プラスチックフィルム、エレクトロニクス、エネルギー、包装材料、自動車等の非常に多岐な分野で利用されている。プラスチックフィルムの中でも、二軸配向ポリエステルフィルムは機械特性強度、耐熱性、寸法安定性、耐薬品性、光学特性などとコストのバランスに優れることから、工業用、包装用分野において幅広く用いられている。
【0003】
近年、循環型社会の構築を求める声の高まりとともに、材料分野においてもリサイクル原料の利用が進められている。先に述べたポリエステル樹脂においても、使用済みの飲料ペットボトルのリサイクルが行われており、その活用方法が注目されている。
PETボトル再生原料を用いることによりCO
2
削減につながるとも言われており、地球環境の面からも少しでもペットボトル再生原料の使用比率を高めたいという要望がある。
【0004】
また近年では、ポリエステルフィルムのコートや印刷、蒸着などの二次加工工程では、生産性向上のため高速化や基材となるフィルムの広幅化、長尺化が進められている。特にフィルムの広幅化がなされる場合、加工時の熱や張力の影響が大きくなるため、幅方向で物性を均一化することが難しく、種々の加工用途に適した二軸配向ポリエステルフィルムを得ることが困難である。特にフィルム幅方向における分子配向性や熱収縮率のバラつきや歪みの低減が求められている。
【0005】
例えば、特許文献1では、ペットボトル再生原料を使用した二軸配向ポリエチレンテレフタレートフィルムが開示されている。
かかる技術によれば、ペットボトル再生原料を作る際に使用する洗浄液成分の残存が少なく熱安定性に優れ、異物も少なく、且つ溶融時の比抵抗が安定しており、フィルムの生産性、及び品位を損なうことがない二軸配向ポリエステルフィルムが得られるというものである。
【0006】
しかしながら、ペットボトル再生原料を使用した二軸配向ポリエチレンテレフタレートフィルムや熱安定性に優れ、異物も少ないフィルムを得るためのアルカリ洗浄方法については言及されているが、フィルム幅方向における分子配向性や熱収縮率のバラつきや歪みについては言及されていない。また、ペットボトル再生原料を使用した二軸配向ポリエチレンテレフタレートフィルムを得るために、ペットボトル再生原料と化石燃料由来のポリエステル樹脂を混合し、溶融押し出しした未延伸シートを加熱したロール群及び赤外線ヒーターで100℃に加熱し、ロール群で長手方向に4.0倍延伸した後、130℃で幅方向に4.2倍に延伸し、その後、熱固定処理し、さらに熱弛緩処理する方法が提案されている。
しかし、ペットボトルをリサイクル使用したポリエステル樹脂は、一般に回収された使用済みPETボトルなどを粉砕、洗浄による異物除去、高温処理による除染等の工程を経てリサイクルされたポリエステル樹脂であり、昇温結晶化温度は、通常、130℃程度であり化石燃料由来のポリエステル樹脂の昇温結晶化温度よりも低くなるため、130℃よりも高い延伸温度では延伸時に破断し易くなることを発明者らは見出した。一方で、延伸時の破断を抑えるため、延伸温度を低くすればクリップで把持されている端部と比較的拘束力が小さい中央部では、幅方向の延伸によって生じる長手方向の延伸応力に差が生じ易く、フィルムの幅方向で物性の不均一性が生じるボーイング現象が起こり、フィルム幅方向における分子配向性や熱収縮率のバラつきや歪みが発生し易くなる課題については十分に考慮されていない。
【0007】
ここでいうボーイング現象とは、幾何学的にとらえた場合、テンター入口にてフィルムの幅方向に描いた直線が、テンター出口ではフィルム中央部が遅れた弓なりの曲線に変化
するものであり、得られる二軸配向ポリエステルフィルムは、中央部から端部に向かうほど分子鎖配向の主軸が傾き、そのため、熱収縮率特性などにおいても幅方向でバラつきや歪みが発生するものであり、フィルム長手方向の延伸応力や熱固定工程で生じる長手方向の収縮応力、テンター内で発生する張力の影響に差が生じるなどに起因して発生するものと考えられている。
【0008】
これまでボーイング現象を低減するための対策については、従来から種々検討されてきている。例えば、特許文献2では、長手方向および幅方向の延伸条件、熱固定条件、熱弛緩条件等の製膜条件を適宜組み合わせる方法として、未延伸シートの両端部のフィルム温度を中央部よりも+3℃になるよう赤外線ヒーターで加熱し、延伸温度115℃で一段目を1.4倍、二段目を2.86倍の二段延伸(全延伸倍率4.0倍)した後、延伸温度115℃で延伸倍率4.3倍にて幅方向に延伸し、235℃で熱固定し、幅方向に5%熱弛緩処理することでフィルム幅方向の物性差を低減する方法が提案されている。しかしながら、フィルム幅方向での物性差を低減させるため、長手方向の延伸において複数のロール間で多段階に延伸する方法を取っているが、生産設備が大規模となり製造コストの点で不利であったり、ロールとの擦れ傷が生じ易く、二軸配向ポリエステルフィルムの品位を損なうケースがあるという課題については十分に考慮されていない。また、フィルム幅方向における分子配向性や熱収縮率のバラつきや歪みが少なく、フィルム幅方向における物性が均一化されることで種々の加工用途に適しており、且つペットボトルをリサイクル使用したポリエステル樹脂を用いることにより環境配慮されたポリエステルフィルムは未だ実現されていなかった。
本発明者らが検討したところでは、特許文献1に記載のフィルムを製造するにあたり、単純に特許文献2に記載の製造条件を適用しても、ボーイング現象を十分に低減する効果が得られないことが判明した。
【先行技術文献】
【特許文献】
【0009】
特許第6036099号公報
特許第6070842号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明の目的は、かかる従来技術の問題点を改善し、ペットボトルをリサイクル使用したポリエステル樹脂を使用し且つフィルム幅方向における分子配向性や熱収縮率のバラつきや歪みが少なく、フィルム幅方向における物性が均一化されることで種々の加工用途に適しており、環境配慮された二軸配向ポリエステルフィルム及びその製造方法を提供することである。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東洋紡株式会社
積層ポリエステルフィルム
24日前
東洋紡株式会社
白色熱収縮性ポリエステル系フィルム
1か月前
東洋紡株式会社
標的核酸を特異的に検出するオリゴヌクレオチド及びその用途
26日前
東洋紡株式会社
標的核酸を特異的に検出するオリゴヌクレオチド及びその用途
26日前
東洋紡株式会社
ラミネート積層体
1か月前
東洋紡株式会社
透明導電性フィルム
1か月前
東洋紡株式会社
透明導電性フィルム
1か月前
東洋紡株式会社
液晶表示装置及び偏光板
11日前
東洋紡株式会社
ネムノキ抽出物含有組成物
21日前
東洋紡株式会社
白色積層ポリエステルフィルム
6日前
東洋紡株式会社
エアバッグ用ポリエステル基布
27日前
東洋紡株式会社
ポリエステルフィルムとその用途
17日前
東洋紡株式会社
熱収縮性ポリエステル系フィルム
1か月前
東洋紡株式会社
二軸配向ポリプロピレン系フィルム
4日前
東洋紡株式会社
二軸配向ポリエステルフィルム及びその製造方法
6日前
東レ株式会社
吹出しノズル
2か月前
東レ株式会社
溶融紡糸設備
7か月前
東レ株式会社
プリプレグテープ
4か月前
CKD株式会社
型用台車
1か月前
シーメット株式会社
光造形装置
1か月前
個人
射出ミキシングノズル
4か月前
株式会社日本製鋼所
押出機
4か月前
グンゼ株式会社
ピン
2か月前
株式会社FTS
ロッド
17日前
個人
樹脂可塑化方法及び装置
24日前
東レ株式会社
一体化成形品の製造方法
6か月前
株式会社リコー
シート剥離装置
6か月前
株式会社FTS
成形装置
1か月前
株式会社シロハチ
真空チャンバ
3か月前
帝人株式会社
成形体の製造方法
7か月前
三菱自動車工業株式会社
予熱装置
4か月前
株式会社FTS
セパレータ
11日前
TOWA株式会社
成形型清掃用のブラシ
4か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社リコー
画像形成システム
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ