TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025013668
公報種別
公開特許公報(A)
公開日
2025-01-24
出願番号
2024197674,2023550914
出願日
2024-11-12,2021-09-30
発明の名称
レーザ加工機の動作を教示する教示装置及び教示方法、並びに、干渉確認プログラムを生成する装置及び方法
出願人
ファナック株式会社
代理人
個人
,
個人
,
個人
主分類
B23K
26/042 20140101AFI20250117BHJP(工作機械;他に分類されない金属加工)
要約
【課題】従来、レーザ加工機が出射したレーザ光と、作業セルに存在する物体(例えば、治具)との干渉を有効に検証する技術が求められている。
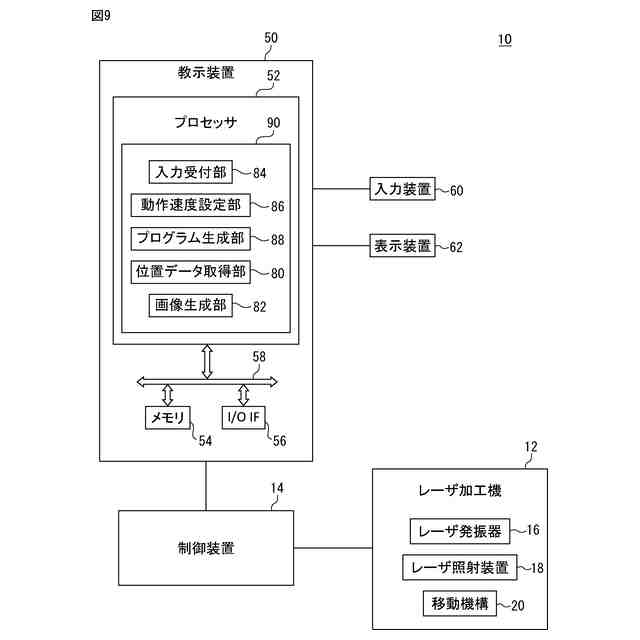
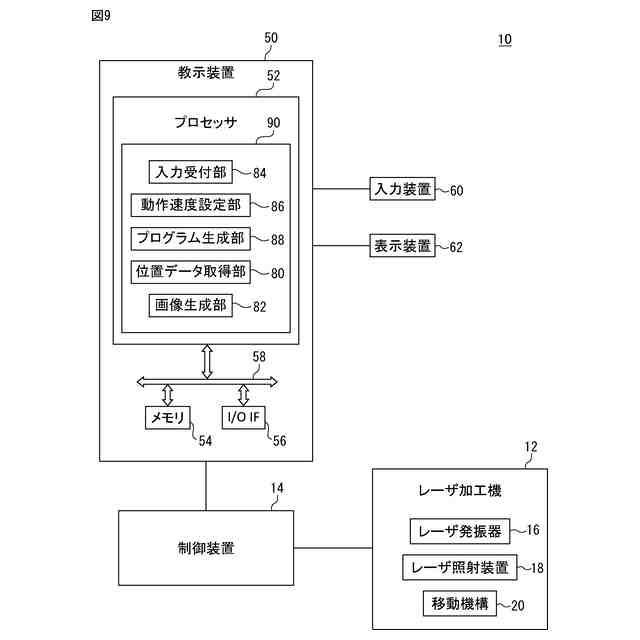
【解決手段】レーザ加工機12に、レーザ光と環境物との干渉を事前に確認するための干渉確認動作を実行させる干渉確認プログラムを生成する装置90は、干渉確認動作のための動作パラメータの入力を受け付ける入力受付部84と、入力受付部84が受け付けた動作パラメータに基づいて、干渉確認動作におけるレーザ加工機12の動作速度を、レーザ加工動作よりも低い速度に定める動作速度設定部86と、干渉確認動作において、動作速度設定部86によって定められた動作速度でレーザ加工機12を動作させて、レーザ加工動作とは異なる光学特性のレーザ光を加工箇所へ照射させる指令を規定した干渉確認プログラムを生成するプログラム生成部88とを備える。
【選択図】図9
特許請求の範囲
【請求項1】
物体をレーザ加工するレーザ加工機の動作を教示するための教示装置であって、
前記物体をモデル化した物体モデルを取得するモデルデータ取得部と、
前記物体モデルに設定された加工箇所に仮想レーザ光を模擬的に照射する仮想レーザ加工動作において該仮想レーザ光と該物体モデルとの干渉を検出するための干渉検出条件の入力を受け付ける入力受付部と、
前記入力受付部が受け付けた前記干渉検出条件に基づいて、前記仮想レーザ加工動作で発生する前記干渉を検出する干渉検出部と、を備え、
前記干渉検出条件は、前記仮想レーザ光のビームサイズ、又は、前記干渉の検出を無効とするために前記物体モデルに対して設定する無効領域を含む、教示装置。
続きを表示(約 1,700 文字)
【請求項2】
前記物体は、レーザ加工されるワークを有し、
前記物体モデルは、前記ワークをモデル化したワークモデルを有し、
前記入力受付部は、前記干渉検出条件として、前記ワークモデル上の前記仮想レーザ光の照射位置から所定の距離の範囲内を前記無効領域として設定するために該所定の距離の入力を受け付ける、請求項1に記載の教示装置。
【請求項3】
前記入力受付部は、複数の前記加工箇所毎に前記干渉検出条件の入力を受け付ける、請求項1又は2に記載の教示装置。
【請求項4】
前記干渉検出条件を入力するための入力画像データを生成する画像生成部をさらに備える、請求項1~3のいずれか1項に記載の教示装置。
【請求項5】
前記モデルデータ取得部は、前記レーザ加工機をモデル化したレーザ加工機モデルをさらに取得し、
前記教示装置は、前記物体モデル及び前記レーザ加工機モデルと、前記加工箇所の位置データとに基づいて、前記レーザ加工機モデルを模擬的に動作させて前記仮想レーザ光を前記加工箇所へ照射する前記仮想レーザ加工動作を生成する動作生成部をさらに備える、請求項1~4のいずれか1項に記載の教示装置。
【請求項6】
前記動作生成部が生成した前記仮想レーザ加工動作に基づいて、前記レーザ加工機が実行するレーザ加工動作のための加工プログラムを生成するプログラム生成部と、をさらに備える、請求項5に記載の教示装置。
【請求項7】
ワークに設定された加工箇所をレーザ加工するレーザ加工動作を実行するレーザ加工機に、レーザ光と環境物との干渉を事前に確認するための干渉確認動作を実行させる干渉確認プログラムを生成する装置であって、
前記干渉確認動作のための動作パラメータの入力を受け付ける入力受付部と、
前記入力受付部が受け付けた前記動作パラメータに基づいて、前記干渉確認動作における前記レーザ加工機の動作速度を、前記レーザ加工動作よりも低い速度に定める動作速度設定部と、
前記干渉確認動作において、前記動作速度設定部によって定められた前記動作速度で前記レーザ加工機を動作させて、前記レーザ加工動作とは異なる光学特性のレーザ光を前記加工箇所へ照射させる指令を規定した前記干渉確認プログラムを生成するプログラム生成部と、を備える、装置。
【請求項8】
前記動作速度は、前記レーザ加工機が、前記加工箇所に設定された加工経路に沿ってレーザ光を移動させる走査速度を有し、
前記入力受付部は、前記動作パラメータとして、前記走査速度、レーザ光を前記加工経路の始点から終点まで移動させる走査時間、及び該走査時間の許容時間のうちの少なくとも1つの入力を受け付け、
前記動作速度設定部は、前記入力受付部が受け付けた前記少なくとも1つに基づいて、前記干渉確認動作における前記走査速度を定める、請求項7に記載の装置。
【請求項9】
前記レーザ加工動作において前記レーザ加工機がレーザ照射装置を位置決めする教示点の位置データを取得する位置データ取得部をさらに備え、
前記プログラム生成部は、前記干渉確認動作において前記レーザ照射装置を前記教示点へ位置決めする前記指令を規定した前記干渉確認プログラムを生成する、請求項7又は8に記載の装置。
【請求項10】
前記レーザ加工機は、前記レーザ加工動作において、前記レーザ照射装置を第1の前記教示点から第2の前記教示点へ移動させる間に、レーザ光を前記加工箇所に設定された加工経路の始点から終点まで移動させるレーザ走査を実行し、
前記プログラム生成部は、前記干渉確認動作において前記レーザ照射装置を前記第1の教示点及び前記第2の教示点へ順に位置決めする毎に前記レーザ走査を実行させる前記指令を規定した前記干渉確認プログラムを生成する、請求項9に記載の装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、レーザ加工機の動作を教示する教示装置及び教示方法、並びに、干渉確認プログラムを生成する装置及び方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
レーザ加工機の動作を教示する教示装置が知られている(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0003】
特開2020-35404号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来、レーザ加工機が出射したレーザ光と、作業セルに存在する物体(例えば、治具)との干渉を有効に検証する技術が求められている。
【課題を解決するための手段】
【0005】
本開示の一態様において、物体をレーザ加工するレーザ加工機の動作を教示するための教示装置は、物体をモデル化した物体モデルを取得するモデルデータ取得部と、物体モデルに設定された加工箇所に仮想レーザ光を模擬的に照射する仮想レーザ加工動作において該仮想レーザ光と該物体モデルとの干渉を検出するための干渉検出条件の入力を受け付ける入力受付部と、入力受付部が受け付けた干渉検出条件に基づいて、仮想レーザ加工動作で発生する干渉を検出する干渉検出部とを備え、干渉検出条件は、仮想レーザ光のビームサイズ、又は、干渉の検出を無効とするために物体モデルに対して設定する無効領域を含む。
【0006】
本開示の他の態様において、物体をレーザ加工するレーザ加工機の動作を教示する方法は、プロセッサが、物体をモデル化した物体モデルのモデルデータを取得し、物体モデルに設定された加工箇所に仮想レーザ光を模擬的に照射する仮想レーザ加工動作において該仮想レーザ光と該物体モデルとの干渉を検出するための干渉検出条件の入力を受け付け、受け付けた干渉検出条件に基づいて、仮想レーザ加工動作で発生する干渉を検出し、干渉検出条件は、仮想レーザ光のビームサイズ、又は、干渉の検出を無効とするために物体モデルに対して設定する無効領域を含む。
【0007】
本開示のさらに他の態様において、ワークに設定された加工箇所をレーザ加工するレーザ加工動作を実行するレーザ加工機に、レーザ光と環境物との干渉を事前に確認するための干渉確認動作を実行させる干渉確認プログラムを生成する装置は、干渉確認動作のための動作パラメータの入力を受け付ける入力受付部と、入力受付部が受け付けた動作パラメータに基づいて、干渉確認動作におけるレーザ加工機の動作速度を、レーザ加工動作よりも低い速度に定める動作速度設定部と、干渉確認動作において、動作速度設定部によって定められた動作速度でレーザ加工機を動作させて、レーザ加工動作とは異なる光学特性のレーザ光を加工箇所へ照射させる指令を規定した干渉確認プログラムを生成するプログラム生成部とを備える。
【0008】
本開示のさらに他の態様において、ワークに設定された加工箇所をレーザ加工するレーザ加工動作を実行するレーザ加工機に、レーザ光と環境物との干渉を事前に確認するための干渉確認動作を実行させる干渉確認プログラムを生成する方法は、プロセッサが、干渉確認動作のための動作パラメータの入力を受け付け、受け付けた動作パラメータに基づいて、干渉確認動作におけるレーザ加工機の動作速度を、レーザ加工動作よりも低い速度として定め、干渉確認動作において、定められた動作速度でレーザ加工機を動作させて、レーザ加工動作とは異なる光学特性のレーザ光を加工箇所へ照射させる指令を規定した干渉確認プログラムを生成する。
【発明の効果】
【0009】
本開示によれば、発生し得るレーザ光と物体との干渉について、有効に検証できるようになる。
【図面の簡単な説明】
【0010】
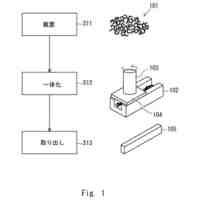
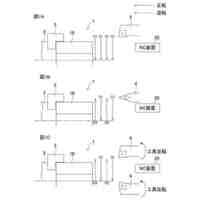
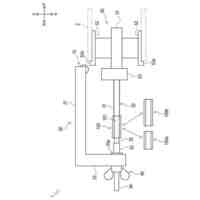
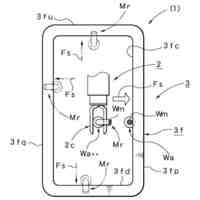
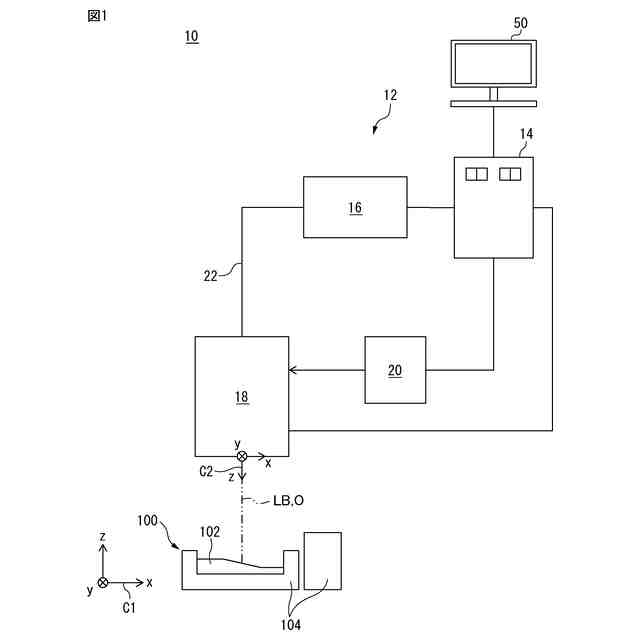
一実施形態に係るレーザ加工システムの図である。
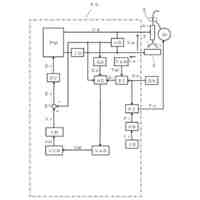
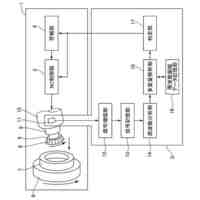
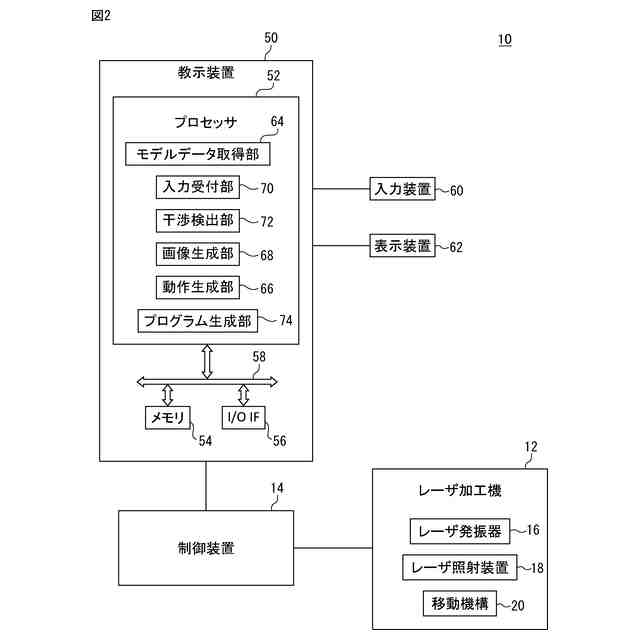
図1に示すレーザ加工システムのブロック図である。
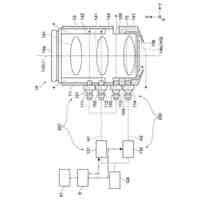
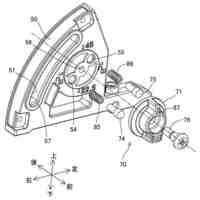
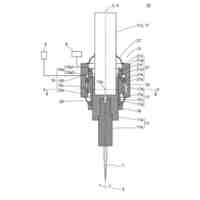
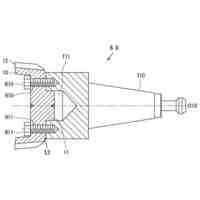
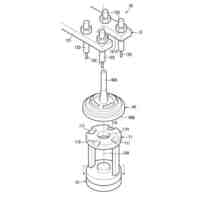
図1に示すレーザ照射装置の一例を示す。
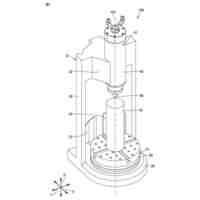
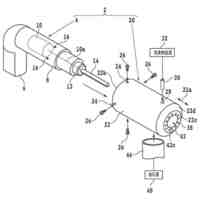
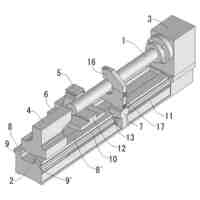
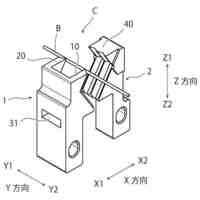
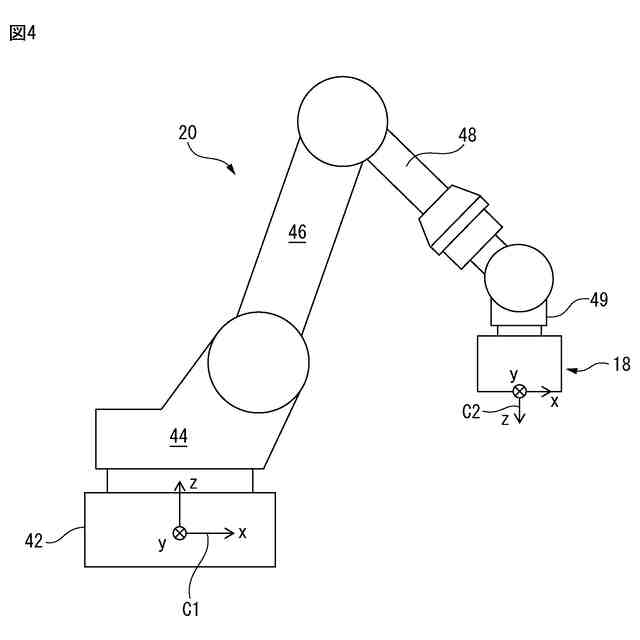
図1に示す移動機構の一例を示す。
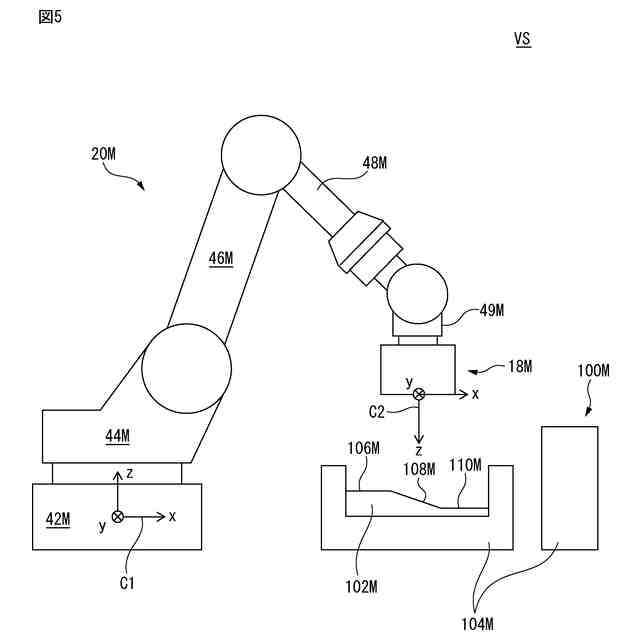
図1に示す教示装置が生成する仮想空間の一例を示す。
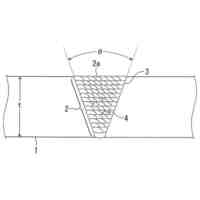
ワークモデルに設定された加工箇所の一例を示す。
図6に示す加工箇所に設定された加工経路の一例を示す。
干渉検出条件を入力するための入力画像データの一例を示す。
レーザ加工システムの他の機能を示すブロック図である。
レーザ加工動作において1つの加工箇所をレーザ走査する間の移動機構の動作を示す。
干渉確認動作の動作パラメータを入力するための入力画像データの一例を示す。
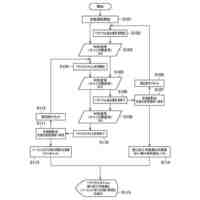
干渉確認動作のフローの一例を示すフローチャートである。
図12中のステップS2のフローの一例を示すフローチャートである。
他の実施形態に係るレーザ加工システムのブロック図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
7日前
個人
複合金属回転式ホーン
7日前
株式会社FUJI
工作機械
8日前
株式会社ツガミ
工作機械
6日前
株式会社トーキン
溶接用トーチ
13日前
トヨタ自動車株式会社
取付装置
7日前
株式会社ダイヘン
溶接トーチ
6日前
株式会社ダイヘン
溶接トーチ
6日前
津田駒工業株式会社
バリ取り用スピンドル装置
7日前
株式会社ダイヘン
2重シールドティグ溶接方法
7日前
株式会社ダイヘン
交流消耗電極アーク溶接制御方法
7日前
トヨタ自動車株式会社
銅切削屑の一体化方法
7日前
株式会社ダイヘン
消耗電極アーク溶接の溶接終了制御方法
7日前
浜松ホトニクス株式会社
レーザ加工装置
7日前
DMG森精機株式会社
工作機械
7日前
オークマ株式会社
ワークの加工方法及び加工装置
7日前
株式会社マキタ
携帯用切断機
13日前
株式会社MOLDINO
被覆切削工具
1日前
JFEスチール株式会社
ガスタングステンアーク溶接継手
13日前
テクノエイト株式会社
エンボス成形金型の加工方法
3日前
株式会社ディスコ
レーザ加工装置
7日前
株式会社クボタケミックス
切削工具、切削方法及び施工方法
13日前
株式会社ディスコ
工具及び集塵装置
1日前
トヨタ自動車株式会社
超高張力鋼板の穴あけ工法
7日前
株式会社牧野フライス製作所
工作機械の切りくず処理装置
7日前
株式会社スギノマシン
工具ブラケット
7日前
JFEスチール株式会社
薄鋼板のシーム溶接方法およびシーム溶接装置
6日前
トヨタ自動車株式会社
摩擦攪拌接合方法
7日前
長野日本無線株式会社
自動半田付システム
7日前
株式会社不二越
スカイビングカッタおよびそれを用いた歯車加工治具
7日前
株式会社アルプスツール
棒材供給装置
13日前
株式会社唐津プレシジョン
通過型振れ止めを備える旋盤
7日前
パナソニックIPマネジメント株式会社
レーザ溶接装置およびレーザ溶接方法
6日前
テイ・エス テック株式会社
ワーク供給装置およびワーク供給方法
7日前
株式会社アルプスツール
クランプ装置のツメ
7日前
日立Astemo株式会社
切削工具の異常検知装置および異常検知方法
7日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ