TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025016260
公報種別
公開特許公報(A)
公開日
2025-01-31
出願番号
2023119410
出願日
2023-07-21
発明の名称
レーザ溶接装置およびレーザ溶接方法
出願人
パナソニックIPマネジメント株式会社
代理人
個人
主分類
B23K
26/073 20060101AFI20250124BHJP(工作機械;他に分類されない金属加工)
要約
【課題】溶接ビードの割れ耐性を向上させる。
【解決手段】レーザ溶接装置は、第1レーザビームを発生させる第1レーザ発振器と、第2レーザビームを発生させる第2レーザ発振器と、第1レーザビームと第2レーザビームとをワークに照射する加工ヘッドと、を備え、第1レーザビームと第2レーザビームとは、溶接方向に沿う方向に所定間隔で照射され、第2レーザビームは、前記溶接方向に沿う方向と逆方向であって、第1レーザビームにより形成された第1溶融池の後方に向けて照射される。
【選択図】図4
特許請求の範囲
【請求項1】
第1レーザビームを発生させる第1レーザ発振器と、
第2レーザビームを発生させる第2レーザ発振器と、
前記第1レーザビームと前記第2レーザビームとをワークに照射する加工ヘッドと、を備え、
前記第1レーザビームと前記第2レーザビームとは、溶接方向に沿う方向に所定間隔で照射され、
前記第2レーザビームは、前記溶接方向に沿う方向と逆方向であって、前記第1レーザビームにより形成された第1溶融池の後方に向けて照射される、
レーザ溶接装置。
続きを表示(約 950 文字)
【請求項2】
前記所定間隔は、前記第1レーザビームの照射位置と前記第1溶融池の最終凝固位置との間の距離よりも大きい、
請求項1に記載のレーザ溶接装置。
【請求項3】
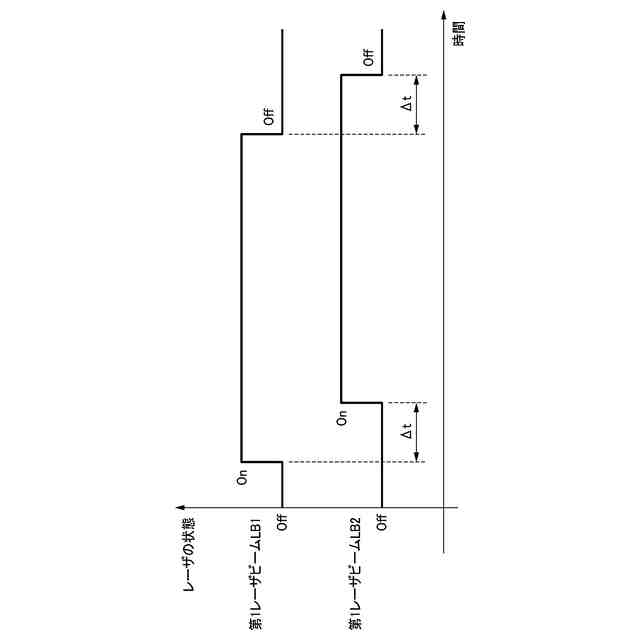
前記第2レーザビームは、前記第1レーザビームの照射開始のタイミングから所定時間後に照射開始される、
請求項1に記載のレーザ溶接装置。
【請求項4】
前記第2レーザビームにより形成される第2溶融池の深さは、前記第1レーザビームにより形成される第1溶融池の深さよりも小さい、
請求項1に記載のレーザ溶接装置。
【請求項5】
前記加工ヘッドは、前記第2レーザビームが所定の軌跡を描くように前記第2レーザビームの照射位置を制御する、
請求項1に記載のレーザ溶接装置。
【請求項6】
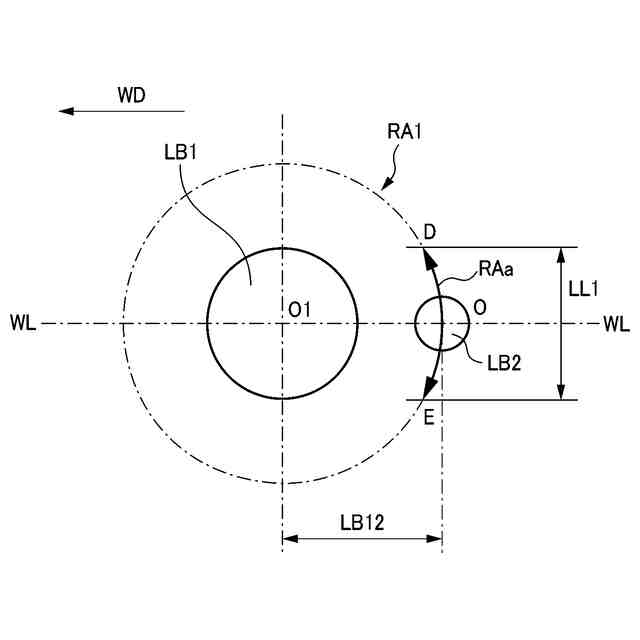
前記所定の軌跡は、円弧であって、
前記円弧は、前記第1レーザビームの照射位置を中心とし、前記所定間隔を半径とする円の円周であって、前記ワークの溶接線に対する垂直方向における大きさが前記第1溶融池の前記垂直方向の大きさの1/2以下である、
請求項5に記載のレーザ溶接装置。
【請求項7】
前記所定の軌跡は、前記ワークの溶接線に対して垂直方向の直線であって、
前記直線の長さは、前記垂直方向の長さが前記第1溶融池の前記垂直方向の大きさの1/2以下である、
請求項5に記載のレーザ溶接装置。
【請求項8】
前記所定の軌跡は、前記ワークの溶接線に沿う方向の直線であって、
前記直線の長さは、前記第1溶融池の垂直方向の大きさの1/2以下である、
請求項5に記載のレーザ溶接装置。
【請求項9】
前記所定の軌跡は、円であって、
前記円の直径は、前記ワークの溶接線に対して垂直方向の前記第1溶融池の大きさの1/2以下である、
請求項5に記載のレーザ溶接装置。
【請求項10】
前記第1レーザビームのビーム半径は、前記第2レーザビームのビーム半径以上の大きさを有する、
請求項1に記載のレーザ溶接装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、レーザ溶接装置およびレーザ溶接方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
特許文献1には、高張力鋼板のレーザ溶接において、溶接レーザビームが通過して1秒以上経過した後に、Ac1点以下かつ400℃以上の温度に0.1秒以上10分以内の時間で溶接金属を含む部分を局所加熱する加熱手段を用いるとともに、溶接レーザビーム通過時及び前記加熱手段通過時のいずれも、鋼板の溶接金属両側の熱影響部を冷却する冷却手段を用いて冷却することを特徴とする高張力鋼板レーザ溶接部の熱処理方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2004-209497号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本開示は、従来の事情に鑑みて案出され、溶接ビードの割れ耐性を向上させるレーザ溶接装置およびレーザ溶接方法を提供する。
【課題を解決するための手段】
【0005】
本開示は、第1レーザビームを発生させる第1レーザ発振器と、第2レーザビームを発生させる第2レーザ発振器と、前記第1レーザビームと前記第2レーザビームとをワークに照射する加工ヘッドと、を備え、前記第1レーザビームと前記第2レーザビームとは、溶接方向に沿う方向に所定間隔で照射され、前記第2レーザビームは、前記溶接方向と逆方向であって、前記第1レーザビームにより形成された第1溶融池の後方に向けて照射される、レーザ溶接装置を提供する。
【0006】
また、本開示は、第1レーザビームを発生させる第1レーザ発振器と、第2レーザビームを発生させる第2レーザ発振器と、前記第1レーザビームと前記第2レーザビームとをワークに照射する加工ヘッドと、を備えるレーザ溶接装置が行うレーザ溶接方法であって、前記第1レーザビームと前記第2レーザビームとを、溶接方向に沿う方向に所定間隔で照射し、前記溶接方向と逆方向であって、前記第1レーザビームにより形成された第1溶融池の後方に向けて前記第2レーザビームを照射する、レーザ溶接方法を提供する。
【発明の効果】
【0007】
本開示によれば、溶接ビードの割れ耐性を向上させる。
【図面の簡単な説明】
【0008】
実施の形態1,2に係るレーザ溶接装置の概略構成例を示す図
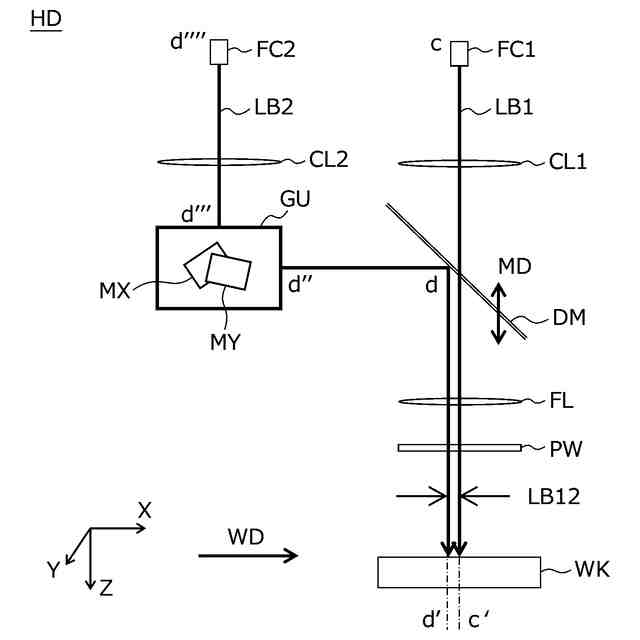
実施の形態1における加工ヘッドの構成例を模式的に示す図
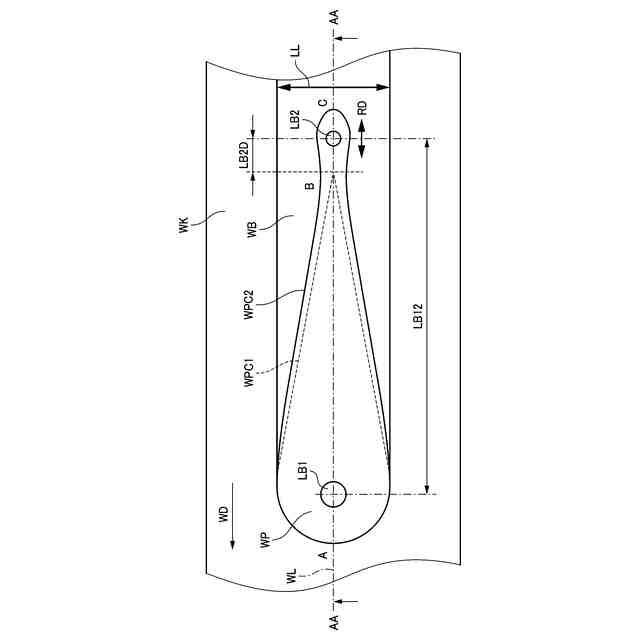
溶接線に対する第1レーザビームおよび第2レーザビームの位置関係例を説明する図
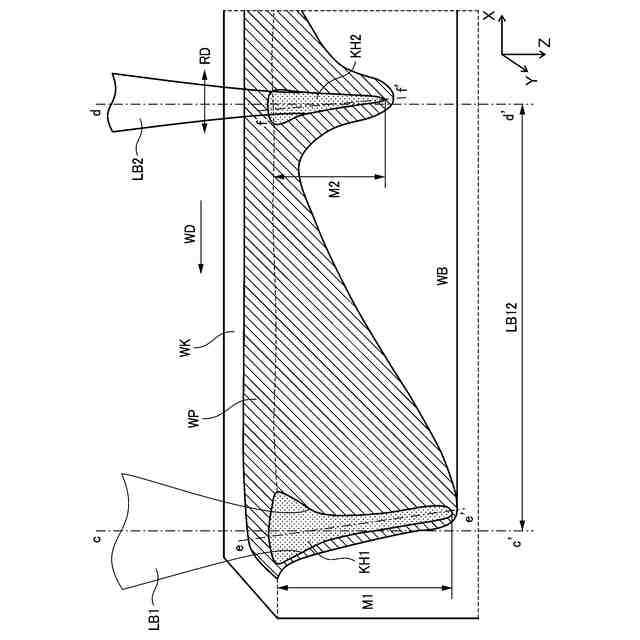
第1レーザビームおよび第2レーザビームにより形成される溶融池およびキーホールを説明する図
第1レーザビームおよび第2レーザビームにより形成される溶融池およびキーホールの一例を示すAA-AA断面図
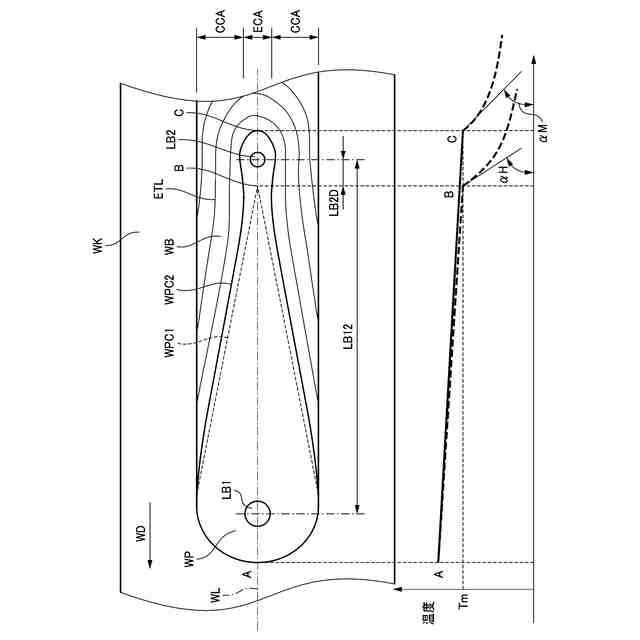
溶融池形状および温度分布の一例を示す図
第1レーザビームおよび第2レーザビームの制御例を示す図
第2レーザビームの第1スキャン軌跡例を説明する図
第2レーザビームの第2スキャン軌跡例を説明する図
第2レーザビームの第3スキャン軌跡例を説明する図
第2レーザビームの第4スキャン軌跡例を説明する図
第2レーザビームの第1スキャン速度例を示す図
第2レーザビームの第2スキャン速度例を示す図
実施の形態2における加工ヘッドの構成例を模式的に示す図
従来の高速溶接時の溶融池の形状、温度分布および凝固形態の一例を示す図
従来の低速溶接時の溶融池の形状、温度分布および凝固形態の一例を示す図
【発明を実施するための形態】
【0009】
(本開示に至る経緯)
レーザ光はパワー密度が高く、高速かつ高品質の溶接を行うことができるため、例えば、軟鋼、高張力鋼などの様々なワークの溶接に応用されている。しかし、実際の高張力鋼のレーザ溶接では、溶接速度が速すぎると、単位長さ当たりの入熱量が低下し、溶融部の冷却速度が速くなるため、形成された溶接金属が急激に凝固し、溶接金属部分の硬さが増加して靭性が低下するという課題があった。
【0010】
ここで、従来のレーザ加工方法により形成される溶融池WPの形状、温度分布および凝固形態の一例について説明する。図15は、従来の高速溶接時の溶融池WPの形状、温度分布および凝固形態の一例を示す図である。図16は、従来の低速溶接時の溶融池WPの形状、温度分布および凝固形態の一例を示す図である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る



 特許ウォッチ
特許ウォッチ