TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025015081
公報種別
公開特許公報(A)
公開日
2025-01-30
出願番号
2023118195
出願日
2023-07-20
発明の名称
切削工具の異常検知装置および異常検知方法
出願人
日立Astemo株式会社
代理人
弁理士法人綾田事務所
主分類
B23Q
17/09 20060101AFI20250123BHJP(工作機械;他に分類されない金属加工)
要約
【課題】工具摩耗の進行状況によらず安定した切削工具の異常検知を可能とする。
【解決手段】加工中の工作機械の構成要素における振動を検出し、振動の周波数スペクトルを算出し、周波数スペクトルから、工作機械の主軸回転数に相当する周波数×n(ただし1≦n≦工具刃数、nは整数)で定義される全ての周波数成分について振幅を抽出し、抽出された振幅データを特徴量としたMT(マハラノビス・田口)法により算出されたマハラノビス距離と所定のしきい値に基づき、切削工具の刃先欠損の有無の判定を行う。
【選択図】図1
特許請求の範囲
【請求項1】
異常検知装置が実行する異常検知方法であって、
前記異常検知装置が、
複数の刃を備える切削工具による切削加工において工作機械の構成要素の加工中の振動を検出する振動検出ステップと、
前記検出された振動信号を、あらかじめ決められた所定のサンプル数まで時系列データとして記録する信号記憶ステップと、
前記信号記憶ステップで記録された振動信号の時系列データの周波数スペクトルを算出する周波数分析ステップと、
当該周波数スペクトルから前記工作機械の主軸回転数に相当する周波数×n(ただし1≦n≦工具刃数、nは整数)で定義される周波数成分について振幅を抽出する振幅抽出ステップと、
前記振幅抽出ステップで前記抽出された振幅データを加工サイクル毎に記憶する振幅データ記憶ステップと、
前記抽出された振幅データを特徴量としてMT(マハラノビス・田口)法による多変量解析によりマハラノビス距離を算出する解析ステップであって、
前記マハラノビス距離の算出において、
事前に前記切削工具と同一種類の正常な切削工具の任意の数の振幅データを選択したデータ群によって設定された第1の単位空間を有し、
前記切削工具の前記第1の単位空間に対する前記振幅データを特徴量として求められる第1マハラノビス距離と、
前記切削工具の任意の数の振幅データによって設定される第2の単位空間から求められる第2マハラノビス距離と、
前記第1マハラノビス距離と前記第2マハラノビス距離との差分と所定のしきい値を比較する比較ステップと、
前記差分が前記所定のしきい値を超えた場合に前記切削工具に初期不良があるとする異常信号を出力する出力ステップと、
を有することを特徴とする切削工具の異常検知方法。
続きを表示(約 1,200 文字)
【請求項2】
請求項1に記載の切削工具の異常検知方法において、
前記差分は、複数の前記第1マハラノビス距離の平均と複数の前記第2マハラノビス距離の平均の差である、
ことを特徴とする切削工具の異常検知方法。
【請求項3】
請求項1に記載の切削工具の異常検知方法において、
前記差分は、複数の前記第1マハラノビス距離の1つと、複数の前記第2マハラノビス距離のうちの前記第1マハラノビス距離と対応する1つの差である、
ことを特徴とする切削工具の異常検知方法。
【請求項4】
請求項1に記載の切削工具の異常検知方法において、
前記差分が前記所定のしきい値以下の場合は、前記切削工具が正常であると判断し、前記第1マハラノビス距離の算出を継続し、前記第1マハラノビス距離が所定値を超えるか否かによって前記切削工具の使用中の不良発生の検知を行う、
ことを特徴とする切削工具の異常検知方法。
【請求項5】
請求項1に記載の切削工具の異常検知方法において、
前記差分が前記所定のしきい値以下の場合は、前記切削工具が正常であると判断し、前記第2マハラノビス距離の算出を継続し、前記第2マハラノビス距離が所定値を超えるか否かによって前記切削工具の使用中の不良発生の検知を行う、
ことを特徴とする切削工具の異常検知方法。
【請求項6】
複数の刃を備える切削工具の欠損を検知する異常検知装置であって、
前記切削工具の加工中の振動を検出する振動センサと、
前記振動センサで検出された振動信号を増幅する信号増幅部と、
前記信号増幅部で増幅された振動信号を記憶する信号記憶部と、
前記信号記憶部で記憶した振動信号の周波数スペクトルを算出する周波数分析部と、
前記周波数分析部で算出された周波数スペクトルから、前記切削工具の主軸回転数に相当する周波数×n(ただし 1≦n≦工具刃数、nは整数)で定義される全ての周波数成分について振幅データを抽出し、前記抽出された振幅データを特徴量としたMT(マハラノビス・田口)法によりマハラノビス距離を算出する多変量解析部であって、
前記多変量解析部は、
事前に前記切削工具と同一種類の他の切削工具の任意の数の振幅データによって設定される第1の単位空間を有し、
前記切削工具の前記第1の単位空間に対する前記振幅データを特徴量として求められる第1マハラノビス距離を求め、
前記切削工具の任意の数の振幅データによって設定される第2の単位空間から求められる第2マハラノビス距離を求め、
前記判定部は、
前記第1マハラノビス距離と前記第2マハラノビス距離との差分と所定のしきい値を比較し、前記差分が前記所定のしきい値を超えた場合に前記切削工具に初期不良があると判定する判定部と、
を有する切削工具の異常検知装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、切削工具の異常検知装置および異常検知方法に関する。
続きを表示(約 3,400 文字)
【背景技術】
【0002】
特許文献1には、複数の刃を持つ切削工具が装着された工作機械において、切削中に主軸に掛かる負荷を主軸モータの電流値、あるいは電力値として検出し、検出された電流値、あるいは電力値の時系列データの周波数スペクトルを算出し、所定の周波数成分の振幅と所定のしきい値に基づき切削工具の欠損を判定する切削工具の異常検知装置および異常検知方法が記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2020-104257号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載の切削工具の異常検知装置および異常検知方法は、特に刃数の多い多刃工具では摩耗が進行する際に、それぞれの刃の摩耗の進行が一様でない場合が多く、個々の刃における切削負荷のばらつきが大きくなり、周波数スペクトルは、各々の刃の間における切削負荷のばらつきによって生じる周期的な変動を反映することになる。
このため、特許文献1に記載の切削工具の異常検知装置および異常検知方法のように所定の周波数における振幅といった単変量を刃先欠損の有無の判定に用いた場合、異なった工具摩耗の進行段階において刃先欠損が生じた際に切削工具の異常検知が困難になるおそれがある。
本発明の目的の一つは、工具摩耗の進行状況によらず安定した切削工具の異常検知を可能とする切削工具の異常検知装置および異常検知方法を提供することにある。
【課題を解決するための手段】
【0005】
本発明の一実施形態における異常検知方法は、加工中の工作機械の構成要素における振動を検出し、振動の周波数スペクトルを算出し、周波数スペクトルから、工作機械の主軸回転数に相当する周波数×n(ただし 1≦n≦工具刃数、nは整数)で定義される全ての周波数成分について振幅を抽出し、抽出された振幅データを特徴量としたMT(マハラノビス・田口)法により算出されたマハラノビス距離と所定のしきい値に基づき、切削工具の刃先欠損の有無の判定を行うようにし、更に、MT法におけるマハラノビス距離を算出するための単位空間(正常なデータ群)として、(1)切削工具の使い始めにおける振幅データ群、(2)同一種類の複数の切削工具について、それぞれの工具の任意の数のワーク加工分の振幅データ群、(3)実行中の加工サイクルに対して、1回前の加工サイクルから任意の数を遡った加工サイクルまでの振幅データ群について、インラインプロセスの判定時において、前記(1)および(3)では基準データ群を取得時に判定不可能となるため、前記(2)を用いて工具破損を判定・検知し、工具の使用前状態について、前記(1)と(2)および、前記(2)と(3)のマハラノビス距離の差分の絶対値を評価することで工具自体の異常の検出および出来栄え評価をできるようにした。
【発明の効果】
【0006】
よって、本発明にあっては、累積加工個数による工具摩耗の進行状況によらず切削工具の刃先欠損の発生と、刃先欠損数の検知が可能となり、刃先欠損の拡大に伴う加工品位や加工精度の悪化による連続的な加工不良の発生を抑制することができ、大量の不良品の発生を防止でき、インラインプロセスにおける基準データ群取得時における刃先欠損の検知が可能であり、インラインプロセスにおける不良品の見逃しを防止でき、使用工具が正常品か異常品であるか検知ができ、異常工具の使用による大量の不良品の発生を防止できる。
【図面の簡単な説明】
【0007】
実施形態1の切削工具の異常検知装置の全体図である。
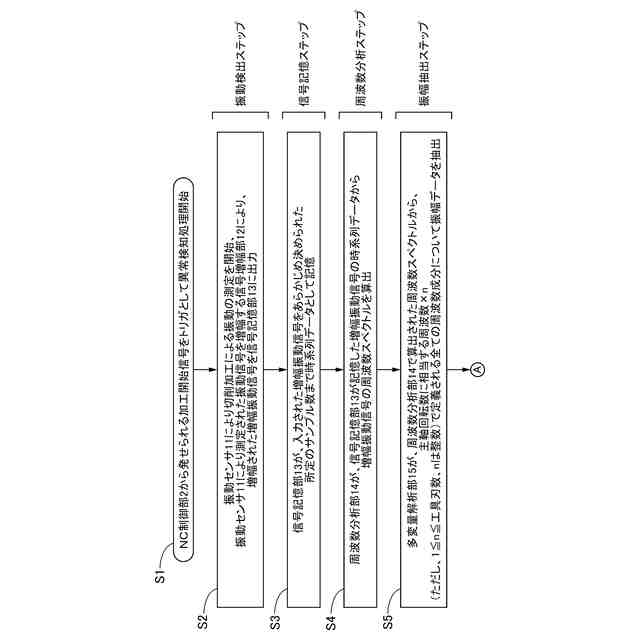
実施形態1における異常検知方法の流れを示すフローチャート1である。
実施形態1における異常検知方法の流れを示すフローチャート2である。
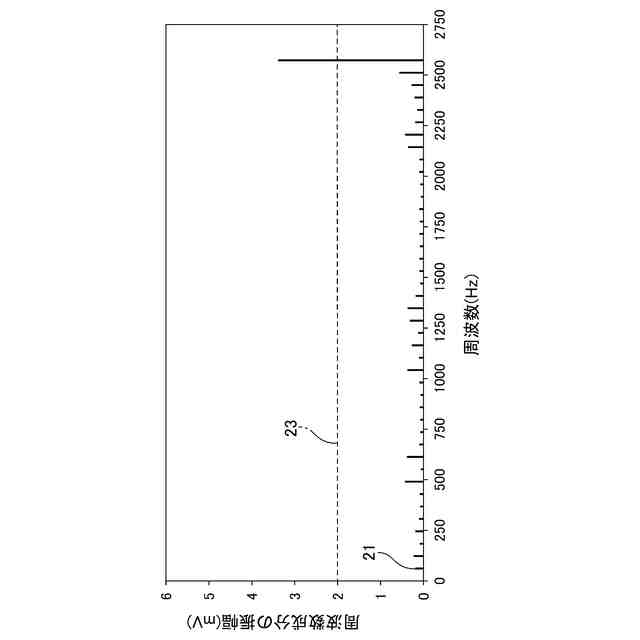
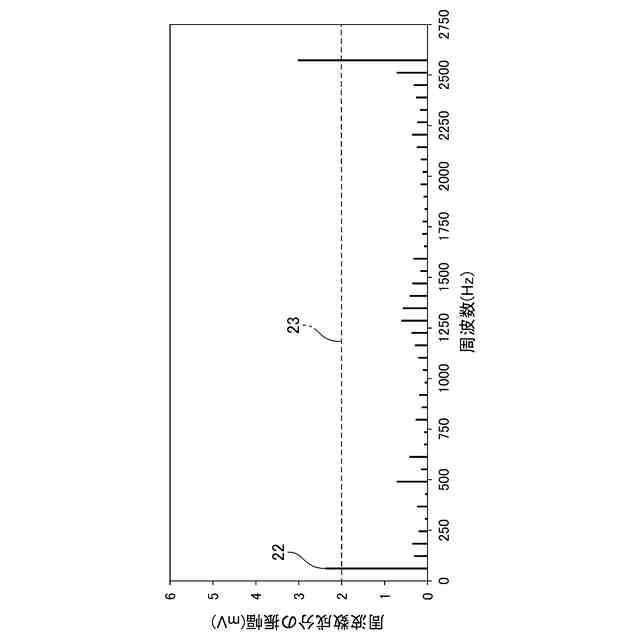
実施形態1の切削工具の使い始めから累積加工数300個までワークを加工した際の正常時の振幅の強度分布を示す図である。
実施形態1の図4のワークを300個まで加工を行った切削工具の42枚の刃のうち1枚の刃先に人為的に欠損を生じさせたもので加工を行った際の振幅の強度分布を示す図である。
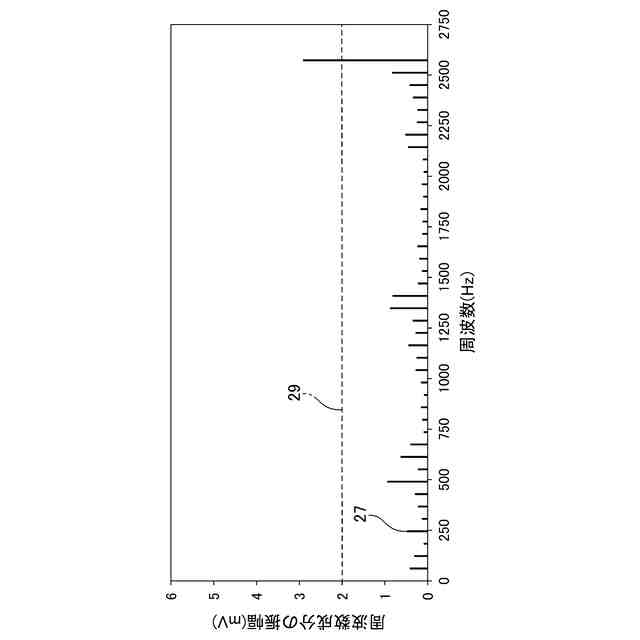
実施形態1の切削工具の使い始めから累積加工数1500個までワークを加工した際の正常時の振幅の強度分布を示す図である。
実施形態1の図6のワークを1500個まで加工を行った切削工具の42枚の刃のうち1枚の刃先に人為的に欠損を生じさせたもので加工を行った際の振幅の強度分布を示す図である。
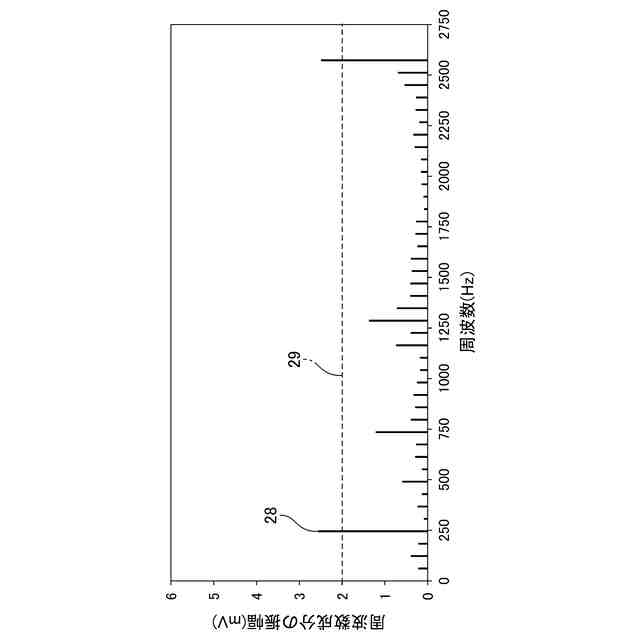
実施形態1の切削工具の使い始めから累積加工数3300個までワークを加工した際の振幅の強度分布を示す図である。
実施形態1の図8のワークを3300個まで加工を行った切削工具の42枚の刃のうち1枚の刃先に人為的に欠損を生じさせたもので加工を行った際の振幅の強度分布を示す図である。
実施形態1の累積加工数とマハラビノス距離との関係を示すグラフである。
実施形態1の第1累積加工数とマハラビノス距離との関係を示すグラフである。
実施形態1の第2累積加工数とマハラビノス距離との関係を示すグラフである。
実施形態1の第3累積加工数とマハラビノス距離との関係を示すグラフである。
実施形態1の切削工具の使い始めにおける振幅データ群を単位空間(正常なデータ群)と設定したときのリアルタイム時の欠損検知の流れを示すフローチャートである。
実施形態1における同一種類の複数の切削工具について、それぞれの工具の20個(任意の数)のワーク加工分の振幅データを収集し、振幅データ群を単位空間(正常なデータ群)と設定したときのリアルタイム時の欠損検知の流れを示すフローチャートである。
実施形態1における実行中の加工サイクルに対して、1回前の加工サイクルから任意の数を遡った加工サイクルまでの振幅データ群を単位空間と設定としたときのリアルタイム時の欠損検知の流れを示すフローチャートである。
実施形態1のインラインプロセスにおける切削工具の使い始めにおける振幅データ群100個を単位空間(正常なデータ群)と設定したときの累積加工数とマハラノビス距離の関係を示すグラフである。
【発明を実施するための形態】
【0008】
〔実施形態1〕
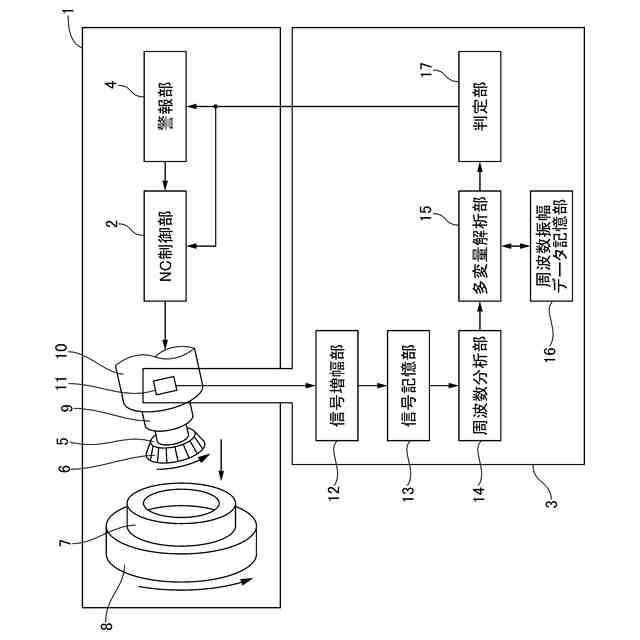
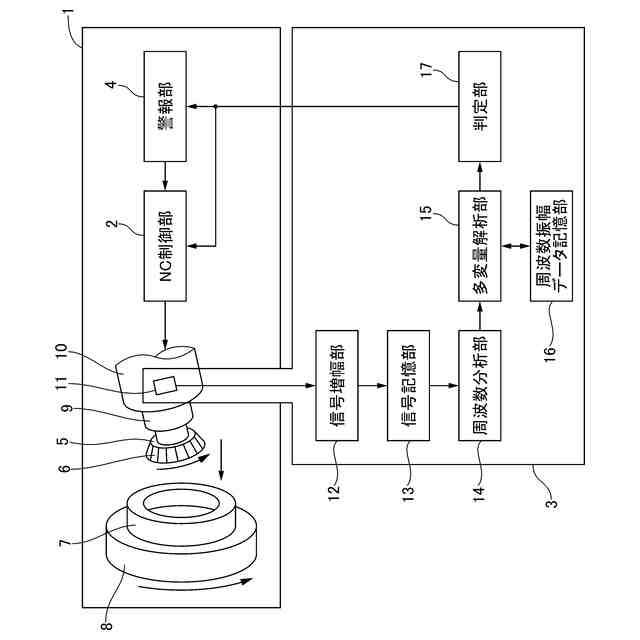
図1は、実施形態1の切削工具の異常検知装置の全体図である。
【0009】
(工作機械の構成)
工作機械1は、複数の刃6を備える切削工具5と、不図示の駆動モータにより駆動され、切削工具5を軸方向移動および回転させる主軸9と、主軸9を保持する主軸保持部材10と、切削工具5によるスカイビング加工により内歯車加工されるワーク7を把持し、同期回転させるワークチャック8と、主軸9の軸方向移動および回転と、ワークチャック8の同期回転を制御するNC制御部2と、警報部4とを有している。
【0010】
(異常検知装置の構成)
異常検知装置3は、主軸保持部材10に取り付けられた振動センサ11と、振動センサ11により測定された振動信号を増幅する信号増幅部12と、信号増幅部12により増幅された振動信号を記憶する信号記憶部13と、信号記憶部13に記憶された振動信号の周波数スペクトルを算出する周波数分析部14と、周波数分析部14により算出された周波数スペクトルから、主軸9の回転数に相当する周波数×n(ただし 1≦n≦工具刃数、nは整数)で定義される全ての周波数成分について振幅を抽出し、抽出された振幅データを特徴量としたMT(マハラノビス・田口)法によりマハラノビス距離を算出する多変量解析部15と、抽出された振幅データを加工サイクル毎に記憶する周波数振幅データ記憶部16と、多変量解析部15で算出された前記マハラノビス距離と所定のしきい値の比較によって切削工具の刃先欠損の有無について判定を行う判定部17とを備えている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る



 特許ウォッチ
特許ウォッチ