TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025012659
公報種別
公開特許公報(A)
公開日
2025-01-24
出願番号
2023115669
出願日
2023-07-14
発明の名称
棒材供給装置
出願人
株式会社アルプスツール
代理人
弁理士法人インテクト国際特許事務所
,
個人
主分類
B23B
13/02 20060101AFI20250117BHJP(工作機械;他に分類されない金属加工)
要約
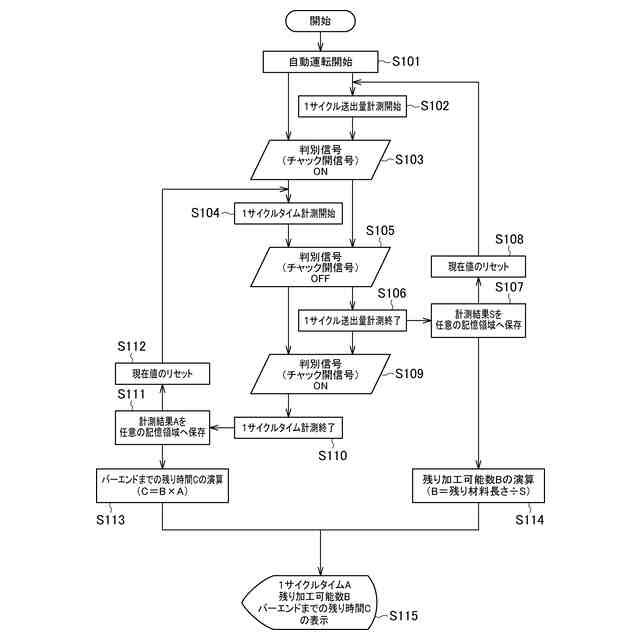
【課題】棒材加工装置に供給される棒材の残り加工可能数や残り加工時間といった作業者が必要とする情報を自動で計算して表示することができる棒材供給装置を提供する。
【解決手段】棒材を搬送するための駆動手段と、当該駆動手段の駆動力によって前記棒材を長手方向に搬送する搬送手段と、を備え、前記長手方向の一端側に配置される棒材加工装置に前記棒材を供給する棒材供給装置において、前記棒材加工装置の加工開始情報を取得する加工開始情報取得手段と、加工時間を計測する加工時間計測手段と、前記加工時間内に前記棒材を搬送した搬送長さを測定する搬送長さ測定手段と、前記搬送長さから、残り加工可能数を算出する残り加工可能数算出手段と、前記残り加工可能数及び前記加工時間から残り時間を算出する残り時間算出手段と、前記残り時間及び、前記残り加工可能数を表示する表示手段と、を備える。
【選択図】図3
特許請求の範囲
【請求項1】
棒材を搬送するための駆動手段と、
当該駆動手段の駆動力によって前記棒材を長手方向に搬送する搬送手段と、を備え、
前記長手方向の一端側に配置される棒材加工装置に前記棒材を供給する棒材供給装置において、
前記棒材加工装置の加工開始情報を取得する加工開始情報取得手段と、
加工時間を計測する加工時間計測手段と、
前記加工時間内に前記棒材を搬送した搬送長さを測定する搬送長さ測定手段と、
前記搬送長さから、残り加工可能数を算出する残り加工可能数算出手段と、
前記残り加工可能数及び前記加工時間から残り時間を算出する残り時間算出手段と、
前記残り時間及び、前記残り加工可能数を表示する表示手段と、を備えることを特徴とする棒材供給装置。
続きを表示(約 430 文字)
【請求項2】
請求項1に記載の棒材供給装置において、
前記加工開始情報取得手段は、前記棒材加工装置の判別信号を受信することを特徴とする棒材供給装置。
【請求項3】
請求項2に記載の棒材供給装置において、
前記判別信号は、前記棒材加工装置のチャック開信号であることを特徴とする棒材供給装置。
【請求項4】
請求項1に記載の棒材供給装置において、
前記棒材の加工前の全長を取得する全長取得手段を備えることを特徴とする棒材供給装置。
【請求項5】
請求項4に記載の棒材供給装置において、
前記残り加工可能数算出手段は、前記全長を前記搬送長さで除して前記残り加工可能数を算出することを特徴とする棒材供給装置。
【請求項6】
請求項2に記載の棒材供給装置において、
前記判別信号は、加工開始のタイミングを示す専用信号であることを特徴とする棒材供給装置。
発明の詳細な説明
【技術分野】
【0001】
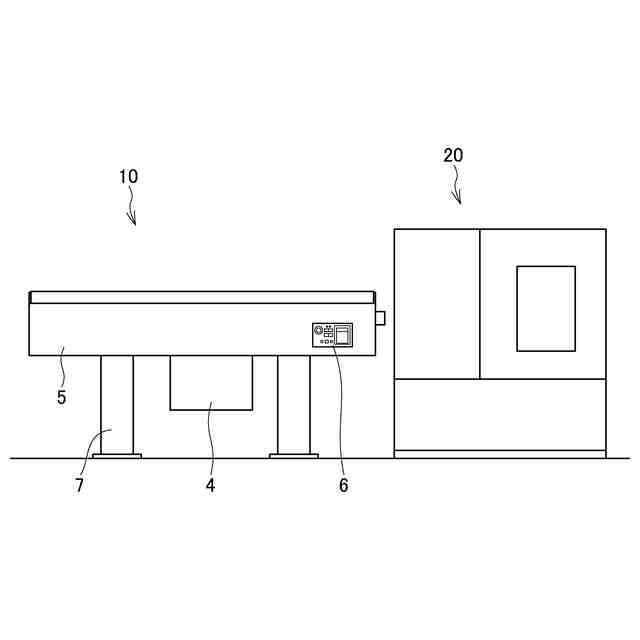
本発明は、旋盤などの棒材加工装置に被加工材である棒材を自動で供給する棒材供給装置に係り、特に、棒材の残り加工可能数や残り加工時間などの情報を表示することができる棒材供給装置に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
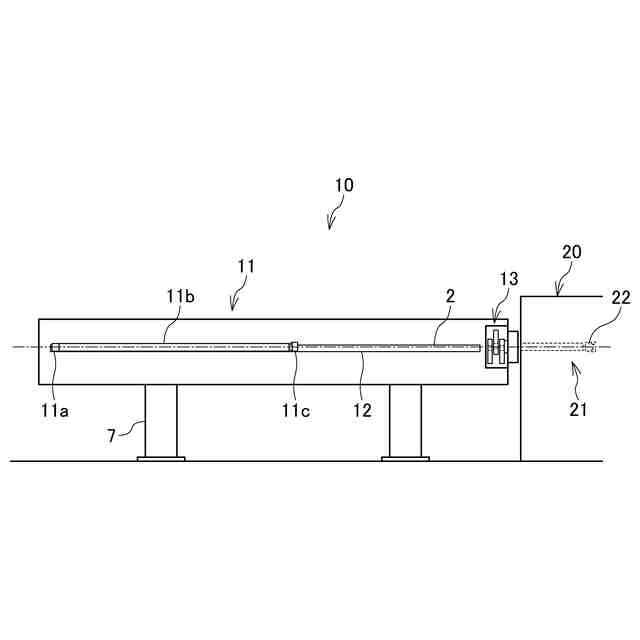
棒材供給装置は、細長い棒材を把持して自動旋盤などの棒材加工装置に連続的に送り込むとともに、棒材加工装置の稼働中にあっては、棒材を回転支承するものである。棒材加工装置はその主軸及びチャックにより棒材を把持して回転し、刃物で棒材を切削することとなる。
【0003】
この棒材供給装置は、上述したように、棒材加工装置に棒材を供給する装置であり、供給される棒材は、これ以上、新たな部材を加工することができない長さとなると、フィンガーチャックによって端部が把持された把持代を含んだ残材として排出される。その後、新たな棒材が供給されて、当該新たな棒材を棒材加工装置に向けて供給する。
【0004】
このように、棒材供給装置は、所定長さの棒材を棒材加工装置に供給し、棒材加工装置では、供給された棒材を加工する加工品の長さに応じて加工を行い、その余の棒材は、次の加工品の加工を行って、連続的に加工品の加工を行っている。
【0005】
このような棒材供給装置は、種々の形態が知られており、例えば、特許文献1に記載された棒材供給装置が知られている。
【0006】
特許文献1に記載された棒材供給装置は、棒材を搬送するための駆動手段と、当該駆動手段の駆動力によって前記棒材をその長手方向に搬送する搬送手段と、を備え、前記棒材の長手方向一端側に配置される棒材加工装置に前記棒材をその長手方向に搬送して供給する棒材供給装置において、前記搬送手段の直線変位量を電気信号に変換して出力する変位検出手段と、前記電気信号から前記棒材の搬送量を算出する搬送量算出手段と、前記算出された搬送量を棒材の初期の長さから減算して残り材料長さを算出する算出手段と、算出された残り材料長さをミリメートル単位に変換して表示するミリメートル変換表示手段と、を備えている。
【0007】
このような棒材供給装置によれば、変位検出手段により搬送手段の直線変位量、すなわち棒材の移動量を検出して電気信号の形態で出力し、当該電気信号に基づいて棒材の搬送量が算出されるので、棒材の移動量を正確に求めることができる。
【先行技術文献】
【特許文献】
【0008】
特許第2619877号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、従来の棒材供給装置によると、棒材の移動量は把握することができたものの、現在加工中の棒材の残り加工可能数や残り加工時間といった具体的な数値を直接知ることができず、作業者が手作業で計算等をしてこれらの情報を得る必要があった。
【0010】
通常、作業者は、これらの計算等をする作業のほか、次の段取り作業のタイミングや別作業に割く時間の管理など複数の作業を行う必要があり、生産性の悪化が指摘されていた。また、手作業による計算によると、寸法チェックなどで棒材加工装置を1サイクル停止した場合や途中で加工プログラムを変更した場合には、新たに計算をする必要があり、作業者の負担となっていた。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る

 特許ウォッチ
特許ウォッチ