TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025012224
公報種別
公開特許公報(A)
公開日
2025-01-24
出願番号
2023114924
出願日
2023-07-13
発明の名称
溶融金属めっき鋼帯のスプラッシュ欠陥予測方法、溶融金属めっき鋼帯の製造方法、溶融金属めっき鋼帯のスプラッシュ欠陥予測装置および溶融金属めっき鋼帯製造設備
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
C23C
2/20 20060101AFI20250117BHJP(金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般)
要約
【課題】 本発明は、ガスワイピングノズルを用いてめっき付着量の制御を行う溶融金属めっき鋼帯の製造方法において、溶融金属めっき鋼帯のスプラッシュ欠陥予測方法を提供することを目的とする。
【解決手段】 溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、対向する1対のガスワイピングノズルから前記鋼帯の両面にガスを吹き付けてめっき付着量の制御を行う溶融金属めっき鋼帯の製造設備における溶融金属めっき鋼帯のスプラッシュ欠陥予測方法であって、基準周波数帯設定ステップと、パワースペクトル特定ステップと、スペクトル強度特定ステップと、スプラッシュ欠陥の発生を予測する欠陥予測ステップと、を含む、溶融金属めっき鋼帯のスプラッシュ欠陥予測方法。
【選択図】なし
特許請求の範囲
【請求項1】
溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、対向する1対のガスワイピングノズルから前記鋼帯の両面にガスを吹き付けてめっき付着量の制御を行う溶融金属めっき鋼帯の製造設備における溶融金属めっき鋼帯のスプラッシュ欠陥予測方法であって、
前記ガスワイピングノズルの片側から前記鋼帯にガスを噴射した場合に、ガスワイピング部で発生する音波のパワースペクトルにおけるピークとなる周波数を含む基準周波数帯HBを設定する基準周波数帯設定ステップと、
溶融金属めっき鋼帯を製造する際に、前記1対のガスワイピングノズルから前記鋼帯の両面にガスを吹き付けるときにガスワイピング部で発生する音波のパワースペクトルを特定するパワースペクトル特定ステップと、
前記パワースペクトル特定ステップで特定したパワースペクトルから、前記基準周波数帯HBにおけるスペクトル強度PBと、前記基準周波数帯HBとは異なり、前記1対のガスワイピングノズルから前記鋼帯の両面にガスを吹き付ける時に、鋼帯道外で発生する対向噴流の干渉に起因する周波数帯に現れるスペクトル強度PAとを特定するスペクトル強度特定ステップと、
前記スペクトル強度PBと前記スペクトル強度PAとを用いて、スプラッシュ欠陥の発生を予測する欠陥予測ステップと、を含む、
溶融金属めっき鋼帯のスプラッシュ欠陥予測方法。
続きを表示(約 2,000 文字)
【請求項2】
前記ピークは、前記ガスワイピングノズルの片側から前記鋼帯にガスを噴射した場合に、ガスワイピング部で発生する音波のパワースペクトルの最大値である、請求項1に記載の溶融金属めっき鋼帯のスプラッシュ欠陥予測方法。
【請求項3】
前記スペクトル強度特定ステップで特定する、前記スペクトル強度PBは基準周波数帯HBにおいて最大のスペクトル強度であり、かつスペクトル強度PAは、前記基準周波数帯HBよりも低い周波数帯における最大のスペクトル強度である、
請求項1に記載の溶融金属めっき鋼帯のスプラッシュ欠陥予測方法。
【請求項4】
前記スペクトル強度特定ステップで特定する、前記スペクトル強度PBは基準周波数帯HBにおいて最大のスペクトル強度であり、かつスペクトル強度PAは、前記基準周波数帯HBよりも低い周波数帯における最大のスペクトル強度である、
請求項2に記載の溶融金属めっき鋼帯のスプラッシュ欠陥予測方法。
【請求項5】
前記基準周波数帯HBは、前記基準周波数帯設定ステップにおいて、周波数2000Hz以上3000Hz未満におけるスペクトル強度のピークから設定し、
前記スペクトル強度特定ステップで特定する最大スペクトル強度PAは、周波数1000Hz以上2000Hz未満の周波数帯における最大のスペクトル強度である、
請求項1~4のいずれかに記載の溶融金属めっき鋼帯のスプラッシュ欠陥予測方法。
【請求項6】
請求項1~4のいずれかに記載の溶融金属めっき鋼帯のスプラッシュ欠陥予測方法を用いて、溶融金属めっき鋼帯のスプラッシュ欠陥の発生を予測し、スプラッシュ欠陥の発生を抑制するように、前記溶融金属めっき設備の操業条件を設定し、溶融金属めっき鋼帯を製造する、
溶融金属めっき鋼帯の製造方法。
【請求項7】
請求項5に記載の溶融金属めっき鋼帯のスプラッシュ欠陥予測方法を用いて、溶融金属めっき鋼帯のスプラッシュ欠陥の発生を予測し、スプラッシュ欠陥の発生を抑制するように、前記溶融金属めっき設備の操業条件を設定し、溶融金属めっき鋼帯を製造する、
溶融金属めっき鋼帯の製造方法。
【請求項8】
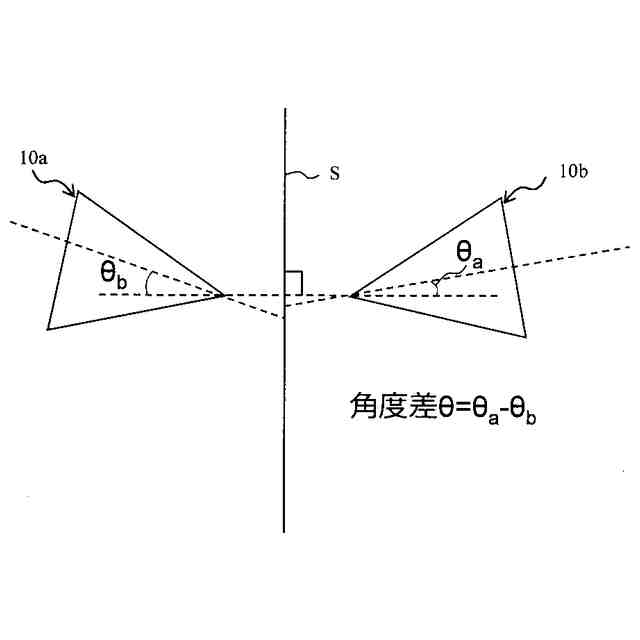
前記溶融金属めっき設備の操業条件は、前記ガスワイピングノズルのガス噴射口から噴射する前記ガスの噴射方向と水平面とのなす角度であるノズル角度、前記溶融金属めっき浴の液面から前記ガスワイピングノズルのノズル口までの距離であるノズル高さ、前記ガスワイピングノズルのノズルヘッダの内部の圧力、前記ガス噴射口の先端と前記鋼帯との間隔であるノズル鋼板距離、および前記鋼帯が通板される通板速度、から選択した少なくとも一つである、
請求項6に記載の溶融金属めっき鋼帯の製造方法。
【請求項9】
前記溶融金属めっき設備の操業条件は、前記ガスワイピングノズルのガス噴射口から噴射する前記ガスの噴射方向と水平面とのなす角度であるノズル角度、前記溶融金属めっき浴の液面から前記ガスワイピングノズルのノズル口までの距離であるノズル高さ、前記ガスワイピングノズルのノズルヘッダの内部の圧力、前記ガス噴射口の先端と前記鋼帯との間隔であるノズル鋼板距離、および前記鋼帯が通板される通板速度、から選択した少なくとも一つである、
請求項7に記載の溶融金属めっき鋼帯の製造方法。
【請求項10】
溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、対向する1対のガスワイピングノズルから前記鋼帯の両面にガスを吹き付けてめっき付着量の制御を行う溶融金属めっき鋼帯の製造設備における溶融金属めっき鋼帯のスプラッシュ欠陥予測装置であって、
前記ガスワイピングノズルのガスワイピング部で発生する音波のパワースペクトルを取得するパワースペクトル取得部と、
前記ガスワイピングノズルの片側から前記鋼帯にガスを噴射した場合に、ガスワイピング部で発生する音波のパワースペクトルにおけるピークとなる周波数を含む基準周波数帯HBを設定する基準周波数帯設定部と、
溶融金属めっき鋼帯の製造工程において、前記1対のガスワイピングノズルから前記鋼帯の両面にガスを吹き付ける際に取得されるパワースペクトルから、前記基準周波数帯HBにおけるスペクトル強度PBと、前記基準周波数帯HBとは異なる周波数帯に現れるスペクトル強度PAを特定するスペクトル強度特定部と、
前記スペクトル強度PBと前記スペクトル強度PAとを用いて、スプラッシュ欠陥の発生を予測する欠陥予測部と、を含む、
溶融金属めっき鋼帯のスプラッシュ欠陥予測装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、ガスワイピングノズルから気体を吹き付け、鋼帯表面のめっき付着量の制御を行う溶融金属めっき鋼帯の製造方法に関するものである。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
溶融金属めっき鋼板は、建材、自動車、家電等の分野で広く使用されている。そして、これらの用途では、外観に優れることが溶融めっき鋼板に対して要求される。ここで、塗装後の外観は、めっき膜厚むら、疵、異物付着等の表面欠陥の影響を強く受けるため、溶融亜鉛めっき鋼板には表面欠陥が存在しないことが重要である。
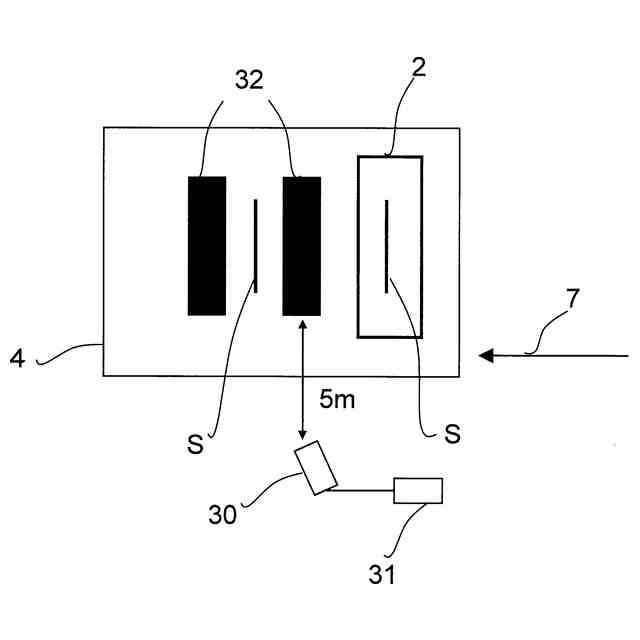
【0003】
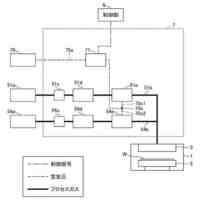
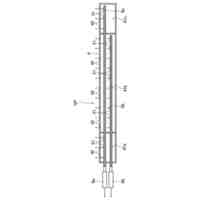
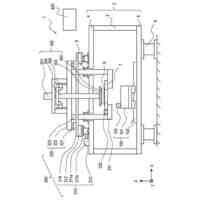
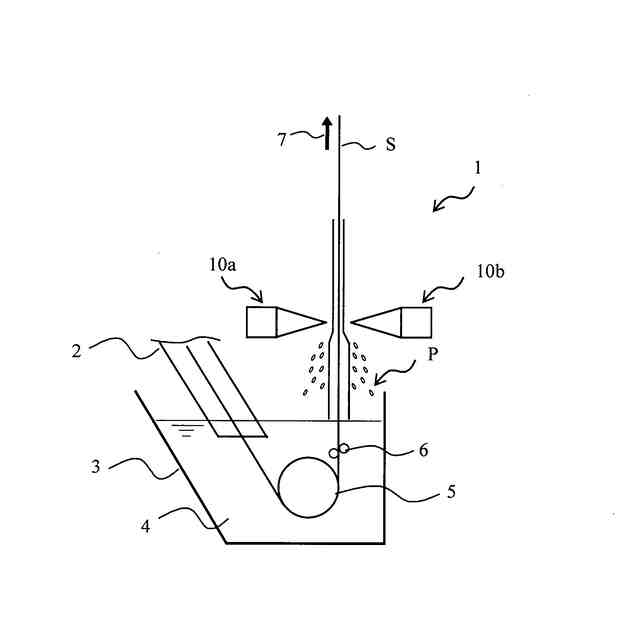
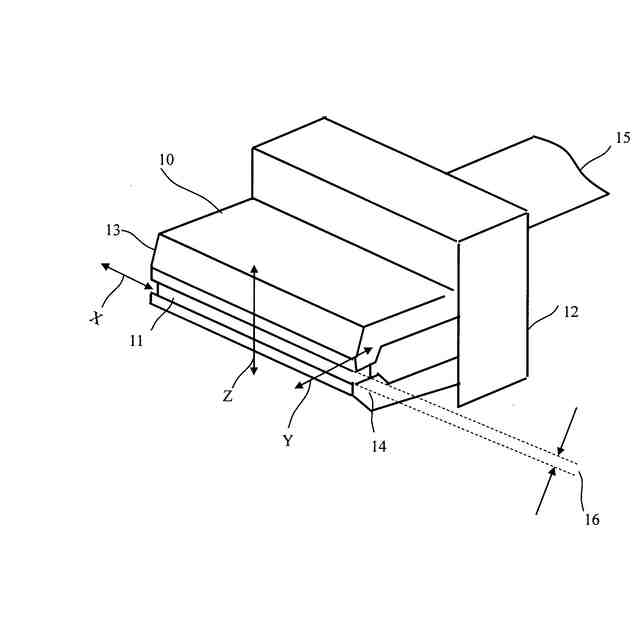
溶融金属めっき鋼帯は、一般的には図1に示すような連続溶融金属めっきラインで製造される。すなわち、還元雰囲気の連続焼鈍炉で焼鈍された鋼帯Sは、スナウト2内を通過して、めっき槽3内の溶融金属浴4中に連続的に導入される。その後鋼帯Sは、溶融金属浴4中のシンクロール5、サポートロール6を介して溶融金属浴4の上方に引き上げられ、一対のワイピングノズル10で所定のめっき厚みに調整された後に、冷却されて後工程に導かれる。一対のワイピングノズル10は、めっき槽3上方に、鋼帯Sを挟んで対向して配置され、ガスの噴射口は、鋼帯Sの板幅方向に延在するスリット11により構成される。ワイピングノズル10は、多様な鋼帯幅に対応すると同時に鋼帯引き上げ時の幅方向のズレなどに対応するため、通常、鋼帯幅より長く構成され、鋼帯Sの幅端部より外側まで延びている。このようなガスワイピング装置では、スリット11から噴射されたガスが鋼帯Sの表面に吹き付けられ、その結果、余剰な溶融金属が掻き取られて、鋼帯表面のめっき付着量が調整されるとともに、鋼帯表面に付着した溶融金属が板幅方向及び板長手方向で均一化される。
【0004】
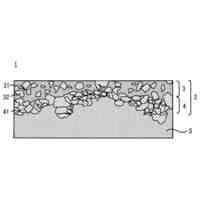
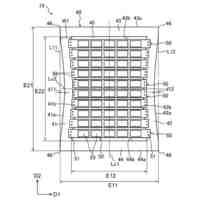
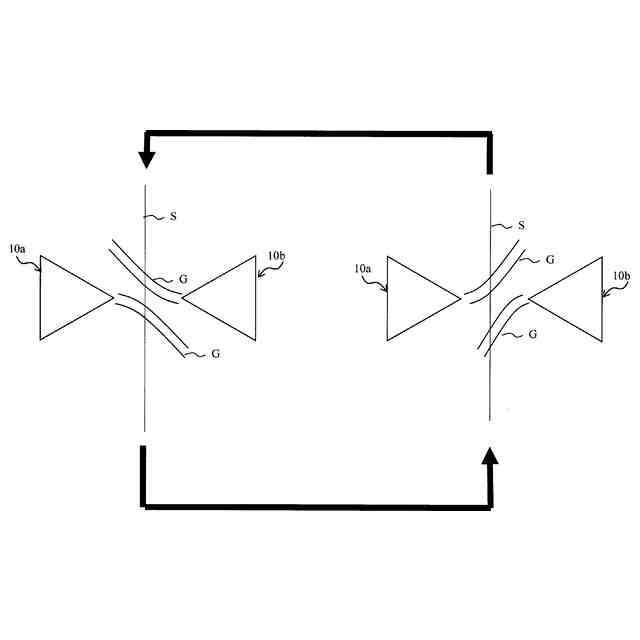
このようなワイピングノズル10において、ガス噴射によって飛散した溶融金属の液滴P(以下、「スプラッシュ」と称する。)が鋼帯表面に付着してめっき鋼帯の表面品質の低下を招くという問題がある。溶融金属のスプラッシュの多くは、鋼帯エッジ部から発生する(エッジスプラッシュ)。これは以下のような理由による。鋼帯両側に配置されたガスワイピングノズルから吐出されたガス噴流は、鋼帯センター部では、鋼帯に衝突した後は単独噴流のまま壁面噴流となるのに対し、鋼帯エッジ部では、図2に示すように対向する両ガスワイピングノズルからのガス噴流が互いに衝突し、上下に大きく振動する(例えば、S.J.Kim、J、W.Cho、K、J.Ahn and M.K.Chung:ISIJ Int.、43(2003))。このため鋼帯エッジ部ではガスの速度変動(乱れ)が非常に大きくなり、スプラッシュが発生しやすくなる。鋼帯の連続処理プロセスにおいて生産量を増加させるには、鋼帯通板速度を増加させればよい。しかし、連続溶融めっきプロセスにおいてワイピング方式でめっき付着量を制御する場合、鋼帯通板速度を増加させると、溶融金属の粘性によって鋼帯Sのめっき浴通過直後の初期付着量が増加するため、めっき付着量を一定範囲内に制御するには、ワイピングノズル10(10a、10b)から鋼帯面に吹き付けるガスGをより高圧に設定する必要があり、これによって鋼帯エッジ部での噴流同士の衝突によるスプラッシュが大幅に増加し、良好な表面品質を維持できなくなる。
【0005】
上記のような問題を解決するため、特許文献1の技術は、通板する鋼帯両脇部にバッフルプレートを配置するとともに、このバッフルプレートの鋼帯側コーナー下部に、鋼帯エッジ付近の噴射ガスの流れを内向きに変える傾斜ガイドを設けたものである。
【0006】
また、特許文献2の技術は、主ノズル(ワイピングノズル)に隣接して副ノズル(補助ノズル)を設け、主ノズルと副ノズルの仕切り板の噴出口先端を鋭角にするとともに、主ノズルからの主噴流に対して副ノズルからの副噴流を僅かに傾けるものであり、同文献によれば、ポテンシャル・コアが長くなる結果、付着量制御性が高まり、ガス噴流が安定するため騒音も低減するとしている。
【0007】
特許文献3には、次のような方法が提案されている。この方法は、ガスワイピング部で発生する音波の周波数スペクトルとスプラッシュ発生との相関関係を利用し、ガスワイピング部で発生する音波を測定して周波数スペクトルに変換し、この周波数スペクトルの特定周波数領域での音圧強度又は音圧強度の積分値が基準値以下となるように、ガスワイピングノズルの位置を調整するものである。
【0008】
特許文献4には、ガスワイピング部で発生する音波の周波数スペクトルとスプラッシュ発生との相関関係を利用し、特定の周波数領域に周波数スペクトルのピークが現れないように、ガスワイピングノズルの設定条件を調整する技術が提案されている。
【先行技術文献】
【特許文献】
【0009】
特開2003-321756号公報
特開平10-204599号公報
特開2007-308778号公報
特開2011-32526号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
特許文献1、2の技術では、一時的なスプラッシュ低減は図れるものの、操業中にスプラッシュの発生を安定的に低減させることはできない。すなわち、溶融金属用のガスワイピングノズルのスリットギャップは、一般に縦横比が非常に小さく(アスペクト比=1:2000程度)、このためノズルの加工精度や取り付け精度がガスワイピングの適否に与える影響が非常に大きい。したがって、ガスワイピングノズル自体の加工精度や取り付け精度、さらにはライン速度、鋼帯の反り量などの操業条件によって、スプラッシュが発生しにくい最適条件は異なったものとなる。このため、特許文献1、2の技術を用いたとしても、スプラッシュの発生を安定的に抑えることは困難である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日産自動車株式会社
樹脂部材
1か月前
株式会社電気印刷研究所
金属画像形成方法
11日前
日鉄防食株式会社
防食施工方法
2か月前
株式会社アルバック
成膜方法
2か月前
株式会社神戸製鋼所
被膜および軸受
2か月前
東京エレクトロン株式会社
成膜装置
15日前
株式会社アルバック
ガス導入管
2か月前
一般財団法人電力中央研究所
耐腐食膜
1か月前
栗田工業株式会社
金属部材の防食方法
1か月前
東京エレクトロン株式会社
基板処理方法
2か月前
株式会社不二越
熱処理に用いる油切り装置
1か月前
信越化学工業株式会社
ガス発生装置
3か月前
キヤノントッキ株式会社
成膜装置
1か月前
株式会社オプトラン
気泡除去方法及び気泡除去装置
18日前
株式会社アルバック
電子ビーム式蒸着ユニット
15日前
東京エレクトロン株式会社
吸着制御方法及び成膜装置
15日前
株式会社アルバック
真空成膜装置及び真空成膜方法
18日前
株式会社アルバック
タングステン配線膜の成膜方法
18日前
テス カンパニー、リミテッド
非晶質炭素膜及びその蒸着方法
3か月前
アイテック株式会社
複合めっき材
18日前
栗田工業株式会社
密閉冷却水系のpH制御方法及び装置
12日前
東京エレクトロン株式会社
基板処理方法及び基板処理装置
1か月前
上村工業株式会社
めっき皮膜の製造方法
3か月前
株式会社神戸製鋼所
表面処理金属材、及び接合体
2か月前
日東電工株式会社
積層フィルムの製造方法
11日前
山陽特殊製鋼株式会社
炭素濃度分布の解析方法
19日前
株式会社日立製作所
浸窒処理部品およびその製造方法
2か月前
トーカロ株式会社
皮膜の形成方法および皮膜が形成された部材
2か月前
キヤノントッキ株式会社
成膜装置及び成膜方法
3か月前
株式会社アルバック
モリブデンターゲットおよびその製造方法
2か月前
大陽日酸株式会社
前駆体用バブリング容器
2か月前
大日本印刷株式会社
マスク装置の製造方法及びマスク装置
26日前
三菱電機株式会社
浸漬処理装置及び浸漬処理方法
2か月前
安徽熙泰智能科技有限公司
薄膜沈着装置およびその沈着方法
15日前
キヤノントッキ株式会社
成膜装置及び成膜方法
2か月前
AGC株式会社
成膜装置および膜付き基板の製造方法
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ