TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025009593
公報種別
公開特許公報(A)
公開日
2025-01-20
出願番号
2023118682
出願日
2023-07-03
発明の名称
金属ダイカスト装置におけるガス抜き装置
出願人
有限会社 サンエイ・モールド
代理人
主分類
B22D
17/22 20060101AFI20250109BHJP(鋳造;粉末冶金)
要約
【課題】熔融金属材料を成形するダイカスト装置のキャビティーおよびランナー内部の空気およびガスを、複雑な装置を使用すること無く迅速容易に装置外部へ排出する機械的構造を追求する。
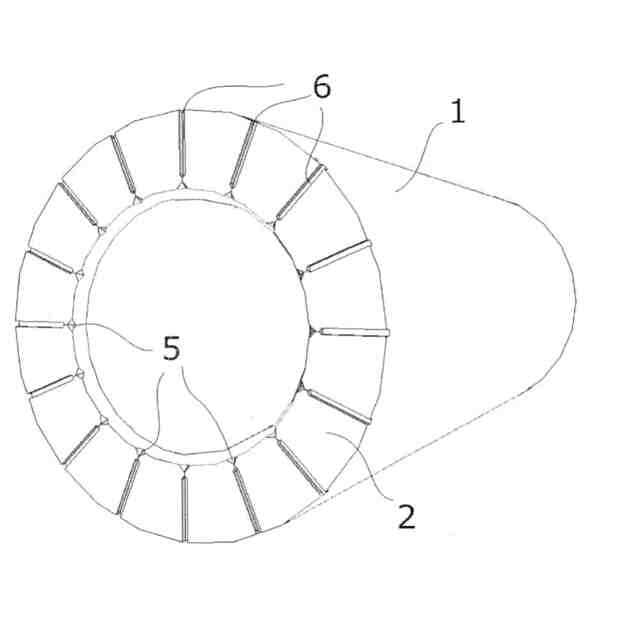
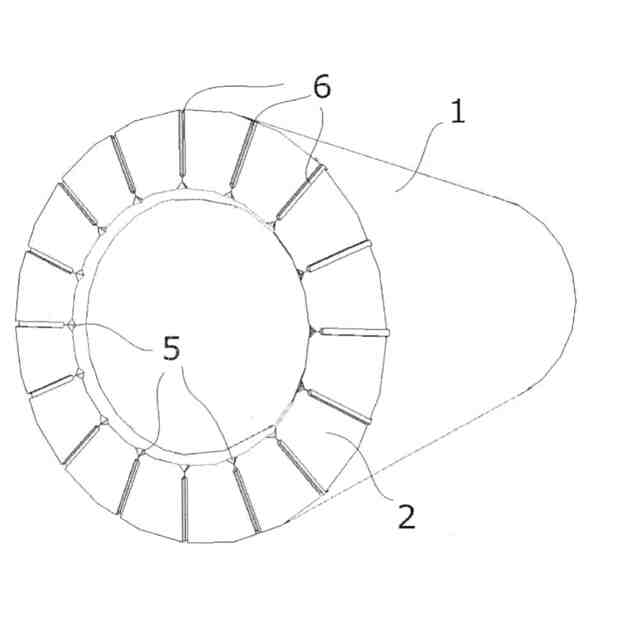
【解決手段】シリンダー1内の熔融金属をプランジャーによって金型内部のキャビティー8に送出するダイカスト装置において、固定型3に固定され端部が可動型4に面して開口しているシリンダー1の端部2に、シリンダー1の端部2内面から端部2に向けて搾設されたV字型の切り欠き5と、切り欠き5の端部2上の末端からシリンダー1の外部へ空気あるいはガスを排出するための排気溝6を設け、送出された熔融金属により圧縮された空気およびガスを切り欠き5,排気溝6を介してダイカスト装置外部へ排気するとともに、その減圧排気によってランナー7およびキャビティー8内の空気をも排出すべくする。
【選択図】図1
特許請求の範囲
【請求項1】
シリンダー1に熔融金属を充填してプランジャーで押し出してキャビティー8に送給する金属ダイカスト装置において、固定型3に設置されたシリンダー1の可動型4に対面する端部2にシリンダー1内部から端部2に開口する切り欠き5を搾設し、切り欠き5の端部2上の末端に連結して端部2上に排気溝6を設け、排気溝6を大気中に開放するとともにシリンダー1内部とランナー7およびキャビティー8を導通させてなる金属のダイカスト装置におけるガス抜き装置。
続きを表示(約 62 文字)
【請求項2】
端部2が山形曲面により構成されている請求項1記載の金属のダイカスト装置におけるガス抜き装置。
発明の詳細な説明
【技術分野】
【0001】
本発明はランナーおよびキャビティー内の有効な排気を行いうる金属のダイカスト装置におけるガス抜き装置に関するものである。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
金属のダイカスト技術は比較的新規な工業技術ではあるが、多くの改良と技術知識の蓄積が行われた結果、金型内部あるいはその他の装置部分の空気圧を可能な限り引き下げて真空に近い状態に維持したり、或いは金型のキャビティー内部に不活性ガスを充填もしくは排気する手法により、より良い成形結果が得られることが技術的な常識になっており、それらの一方は真空ダイカストとか高真空ダイカストなどと呼称されており、そのための補助的な技術も各種研究されている。しかしながら、設備費用の問題、装置の効果と取り扱い並びにメンテナンスの問題によって、いずれのアイディアも完全とは言えず、より安価でより確実な金型内部の排気装置が待望されている。このような従来技術は特許文献1および特許文献2に示されている。
【0003】
また、各種ダイカスト成形において、溶融された材料はその材質に関係なく、充填されたキャビティー内部で発生したガス並びにキャビティー内部に存在していた気体が材料を変形させて巡回し、溶融材料の温度低下によって巡回が止み、最終的に成形品が完成される事が過去の実験から判明している。そのような例は特許文献3にしめされている。
【先行技術文献】
【特許文献】
【0004】
特許第5454068号公報
特開平7-40027号公報
特許第5413780号公報
特許第4085128号公報
特許第4096327号公報
【0005】
【発明の概要】
【発明が解決しようとする課題】
【0006】
図7に示す一般的な従来の金属のダイカスト装置によると、キャビティーCをはじめとする金型内部の空間に存在する空気、水蒸気、もしくはその他のガス並びに液体からなる障害物質は、スリーブSからプランジャーPによって金型内部へ充填されるアルミ等の熔融金属Hに押されて、適宜設置した排気口Bからある程度金型外部へ排出されるが、スリーブS内において既に熔融金属Hに巻き込まれているガスや金型内部で高温の溶湯に接触して新たに発生する障害物質全てを抜くことはできず、それが湯流れの悪さや鋳巣の原因となって製品の歩留まりを悪化させている
【0007】
そのような状況を改善するために、真空ダイカスト並びにそれを更に改良した高真空ダイカスト等の技術が提案され、例えば図7のごとき一般的なダイカスト装置において、キャビティK内のガスを積極的に逃がし,内部の圧を低減させて湯流れを改善したり、更にシリンダーC及びキャビティーK内部の真空度を高めて、熔融金属Hからの脱ガスや巻き込み空気の除去や離型剤や潤滑剤から発生する有害物をできる限り少なくする手段を併用して、鋳巣の少ないダイカスト製品を得る努力がなされ、それなりの効果は得られたものの、ダイカスト装置のコスト増大や金型加工の費用増加の割に、それに見合うだけのめざましい歩留まりの改良は達成できず、現場では従来技術を踏襲してそれに各種の現場ノウハウを加味し、一定の歩留まりの悪さを想定した上でダイカスト加工を行う手法が継続されている。
【0008】
本件発明者はこれまでの継続的実験と研究により、特許文献4および特許文献5に示すごとき、切り欠きを利用した急激な減圧により加熱流体材料を使用した成形装置のランナー或いはキャビティー内の減圧を達成し、逐次その応用範囲を拡大して来たが、アルミニウムなどの金属を原料とするダイカストにおいては,その材料の重量、加工温度、加工圧力などの観点から、新たなるガス抜き装置の構造を発明するに至った。
【課題を解決するための手段】
【0009】
図7に示した従来のダイカスト装置の概念図において、CはプランジャーDが内部で摺動できるシリンダーで、これは固定型Fと一体に形成されており、シリンダーCの内端は固定型Fと可動型Mにより形成されるキャビティーKに連続するランナーRに開口している。Pは可動型Mに設置された押し出しピン、Nは可動型Mに設置された中子である。また、Lはラドル、HはラドルLによってシリンダーC内に供給される熔融金属からなる材料である。
【0010】
このようなダイカスト装置において、本件発明者がこれまで開発してきた切り欠き型式のガス抜き装置はランナーR並びにキャビティーKの任意の位置に搾設できるが、そのような手法では金型ごとに切り欠き加工を施す必要があり、製造コストに影響が出る可能性がある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
UBEマシナリー株式会社
成形機
3か月前
日本鋳造株式会社
鋳造方法
5か月前
個人
鋼の連続鋳造鋳片の切断装置
5か月前
マツダ株式会社
鋳造装置
4か月前
株式会社 寿原テクノス
金型装置
2か月前
三菱電機株式会社
三次元造形装置
2か月前
株式会社プロテリアル
合金粉末の製造方法
1日前
株式会社エスアールシー
インゴット
3か月前
芝浦機械株式会社
成形機
1か月前
トヨタ自動車株式会社
鋳バリ抑制方法
2日前
芝浦機械株式会社
成形機
1か月前
個人
透かし模様付き金属板の製造方法
2か月前
東洋機械金属株式会社
ダイカストマシン
2か月前
東洋機械金属株式会社
ダイカストマシン
3か月前
株式会社浅沼技研
鋳型及びその製造方法
1か月前
株式会社日本高熱工業社
潤滑剤塗布装置
1か月前
株式会社クボタ
弁箱用の消失模型
3か月前
トヨタ自動車株式会社
金型温度調整装置
3か月前
株式会社浅沼技研
半溶融金属の成形方法
3か月前
株式会社プロテリアル
金属付加製造物の製造方法
27日前
大同特殊鋼株式会社
鋼塊の製造方法
28日前
新東工業株式会社
粉末除去装置
3か月前
トヨタ自動車株式会社
異種金属部材の接合方法
3か月前
デザインパーツ株式会社
冷却装置及び冷却方法
1か月前
キヤノン株式会社
樹脂微粒子の製造方法
3か月前
新東工業株式会社
測定装置
3か月前
ポーライト株式会社
焼結部品の製造方法
2か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
3か月前
日立Astemo株式会社
成形装置
6日前
株式会社昭工舎
焼結体の製造方法
5か月前
山陽特殊製鋼株式会社
取鍋
2か月前
株式会社神戸製鋼所
鋼の製造方法
1か月前
黒崎播磨株式会社
浸漬ノズル
2か月前
株式会社荏原製作所
造形ノズル
2か月前
東京窯業株式会社
上ノズル上プレート一体物
2か月前
株式会社アクセル技研
2室型低圧鋳造用溶湯保持炉
5か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ


































