TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025006827
公報種別
公開特許公報(A)
公開日
2025-01-17
出願番号
2023107838
出願日
2023-06-30
発明の名称
被加工物の研削方法
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B24B
7/04 20060101AFI20250109BHJP(研削;研磨)
要約
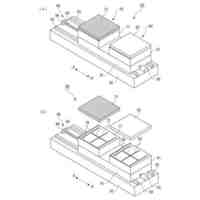
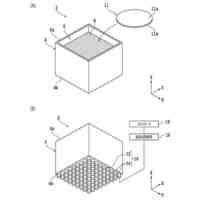
【課題】非円形の被加工物の厚さばらつきを簡易に低減することが可能な被加工物の研削方法を提供する。
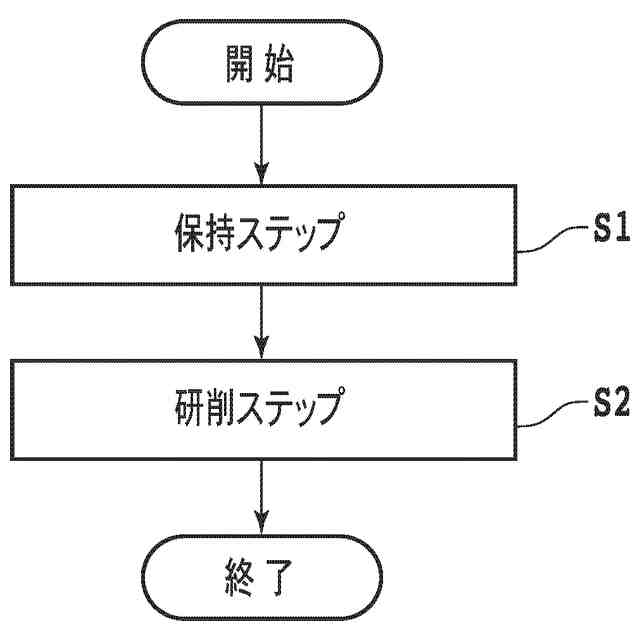
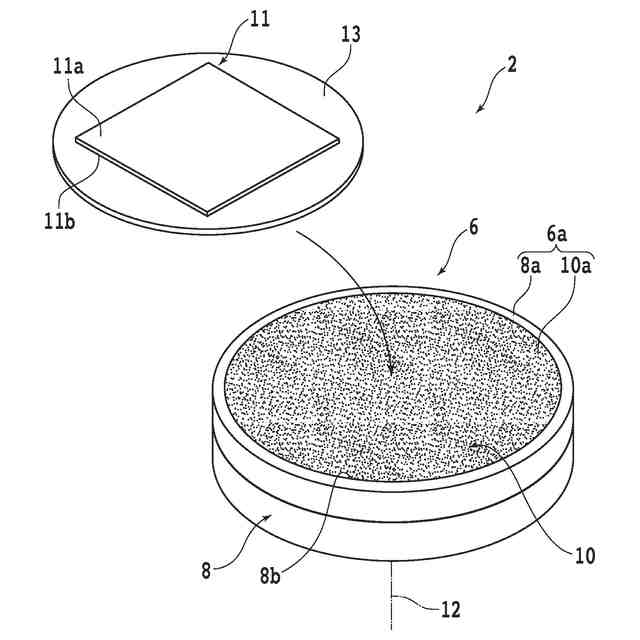
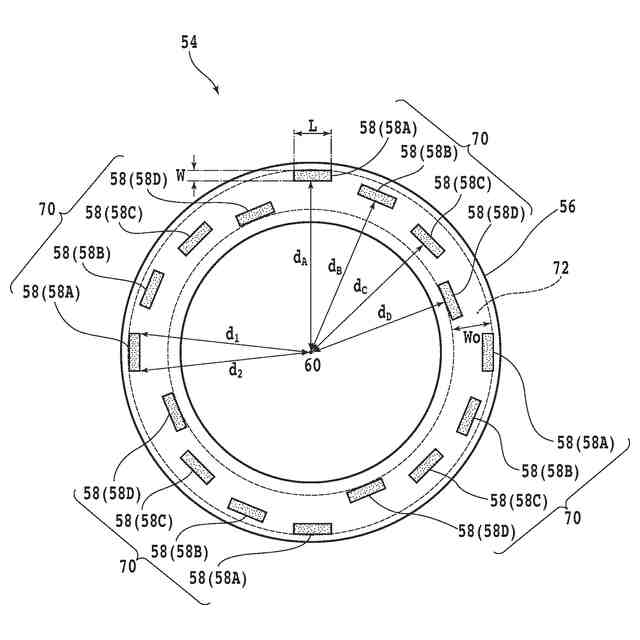
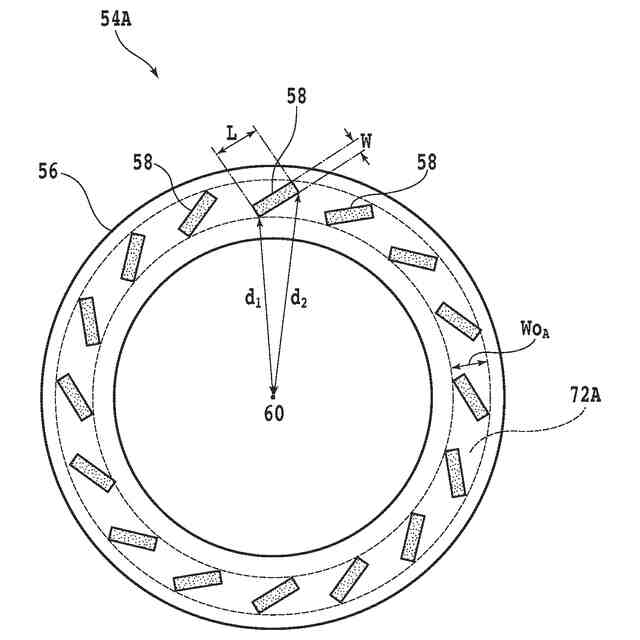
【解決手段】複数の研削砥石を備える研削ホイールで非円形の被加工物を研削する被加工物の研削方法であって、チャックテーブルの保持面で被加工物を保持する保持ステップと、保持ステップの後に、複数の研削砥石の回転軌道をチャックテーブルの回転軸と重なるように位置付けた状態でチャックテーブル及び研削ホイールを回転させつつ複数の研削砥石を被加工物に接触させることにより、被加工物を研削する研削ステップと、を含み、複数の研削砥石は、研削ホイールの回転軸から複数の研削砥石までの距離が等しく、且つ、研削ホイールの回転軸から研削砥石の長さ方向における両端までの距離が等しい場合よりも、回転軌道の幅が広くなるように配置されている。
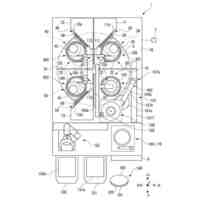
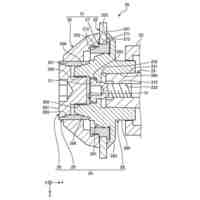
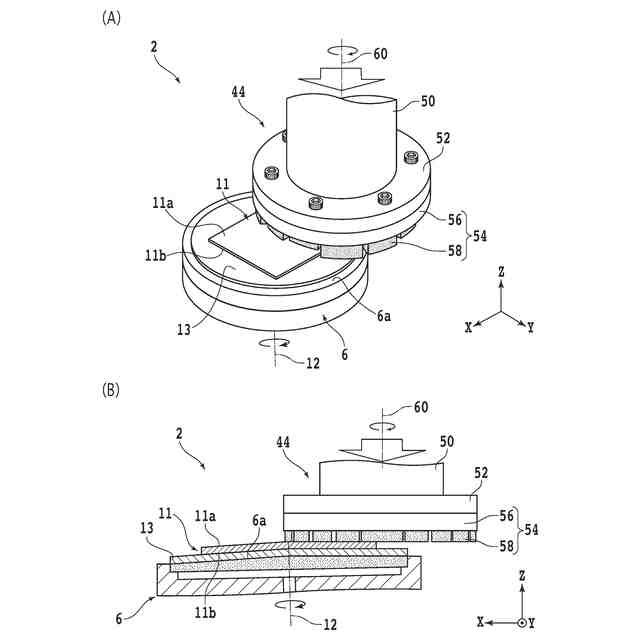
【選択図】図1
特許請求の範囲
【請求項1】
複数の研削砥石を備える研削ホイールで非円形の被加工物を研削する被加工物の研削方法であって、
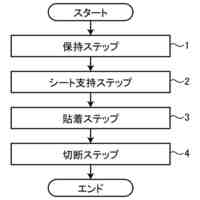
チャックテーブルの保持面で該被加工物を保持する保持ステップと、
該保持ステップの後に、複数の該研削砥石の回転軌道を該チャックテーブルの回転軸と重なるように位置付けた状態で該チャックテーブル及び該研削ホイールを回転させつつ複数の該研削砥石を該被加工物に接触させることにより、該被加工物を研削する研削ステップと、を含み、
複数の該研削砥石は、該研削ホイールの回転軸から複数の該研削砥石までの距離が等しく、且つ、該研削ホイールの回転軸から該研削砥石の長さ方向における両端までの距離が等しい場合よりも、該回転軌道の幅が広くなるように配置されていることを特徴とする被加工物の研削方法。
続きを表示(約 230 文字)
【請求項2】
該研削ホイールは、複数の該研削砥石を含む砥石グループを備え、
該砥石グループに含まれる複数の該研削砥石は、該研削ホイールの回転軸からの距離が異なるように配置されていることを特徴とする、請求項1に記載の被加工物の研削方法。
【請求項3】
複数の該研削砥石はそれぞれ、該研削ホイールの回転軸から該研削砥石の長さ方向における両端までの距離が異なるように配置されていることを特徴とする、請求項1に記載の被加工物の研削方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、研削ホイールで非円形の被加工物を研削する被加工物の研削方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
複数のデバイスが形成されたウェーハを分割して個片化することにより、デバイスを備えるデバイスチップが製造される。また、複数のデバイスチップを所定の基板上に実装し、実装されたデバイスチップを樹脂層(モールド樹脂)で被覆して封止することにより、パッケージ基板が形成される。このパッケージ基板を分割して個片化することにより、パッケージ化された複数のデバイスチップを備えるパッケージデバイスが製造される。デバイスチップやパッケージデバイスは、携帯電話、パーソナルコンピュータ等の様々な電子機器に組み込まれる。
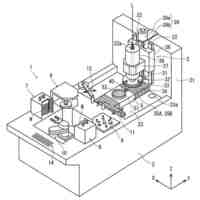
【0003】
近年では、電子機器の小型化に伴い、デバイスチップやパッケージデバイスの薄型化が求められている。そこで、研削装置を用いて分割前のウェーハやパッケージ基板を研削して薄化する処理が実施されることがある。研削装置は、被加工物を保持するチャックテーブルと、被加工物に研削加工を施す研削ユニットとを備える。研削ユニットにはスピンドルが内蔵されており、スピンドルの先端部には複数の研削砥石を備える環状の研削ホイールが装着される。被加工物をチャックテーブルで保持し、チャックテーブル及び研削ホイールを回転させつつ研削砥石を被加工物に接触させることにより、被加工物が研削、薄化される。
【0004】
研削装置は汎用性が高く、シリコンウェーハのような円形の被加工物の研削だけでなくパッケージ基板のような非円形の被加工物の研削にも用いることができる。しかしながら、研削装置で非円形の被加工物を円形の被加工物と同様に研削すると、被加工物の厚さばらつきが生じやすい。例えば、矩形状の被加工物を研削装置で研削すると、被加工物の対角線に近い領域ほど研削が進行しにくく、他の領域よりも厚くなる傾向がある。研削後の被加工物の厚さにばらつきがあると、その後の被加工物を処理(搬送、加工等)に支障が出たり、被加工物の分割によって得られるチップの寸法に誤差が生じたりするおそれがある。
【0005】
そこで、非円形の被加工物を均一に研削するための研削装置の制御方法が検討されている。例えば特許文献1には、正方形状のウェーハを研削する際、ウェーハと研削砥石との接触領域が大きくなるほどチャックテーブルの回転速度が減少するように、チャックテーブルの回転速度をサーボモータで調節する研削装置が開示されている。このように、チャックテーブルの回転速度をウェーハと研削砥石との接触面積に応じて逐次的に制御することにより、ウェーハ及び研削砥石にかかる負荷が均一化され、研削後のウェーハの厚さばらつきが低減される。
【先行技術文献】
【特許文献】
【0006】
特開2015-205358号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記のように、被加工物と研削砥石との接触面積に応じてチャックテーブルの回転速度を調節することにより、非円形の被加工物を均一に研削でき、被加工物の厚さばらつきが低減される。しかしながら、この手法を用いる場合には、チャックテーブルが所望のタイミングに所望の回転速度で回転するように、サーボモータを高速かつ高精度で駆動させる必要がある。これにより、研削装置の制御が複雑になり、コストも増大する。
【0008】
本発明は、かかる問題に鑑みてなされたものであり、非円形の被加工物の厚さばらつきを簡易に低減することが可能な被加工物の研削方法の提供を目的とする。
【課題を解決するための手段】
【0009】
本発明の一態様によれば、複数の研削砥石を備える研削ホイールで非円形の被加工物を研削する被加工物の研削方法であって、チャックテーブルの保持面で該被加工物を保持する保持ステップと、該保持ステップの後に、複数の該研削砥石の回転軌道を該チャックテーブルの回転軸と重なるように位置付けた状態で該チャックテーブル及び該研削ホイールを回転させつつ複数の該研削砥石を該被加工物に接触させることにより、該被加工物を研削する研削ステップと、を含み、複数の該研削砥石は、該研削ホイールの回転軸から複数の該研削砥石までの距離が等しく、且つ、該研削ホイールの回転軸から該研削砥石の長さ方向における両端までの距離が等しい場合よりも、該回転軌道の幅が広くなるように配置されている被加工物の研削方法が提供される。
【0010】
なお、好ましくは、該研削ホイールは、複数の該研削砥石を含む砥石グループを備え、該砥石グループに含まれる複数の該研削砥石は、該研削ホイールの回転軸からの距離が異なるように配置されている。また、好ましくは、複数の該研削砥石はそれぞれ、該研削ホイールの回転軸から該研削砥石の長さ方向における両端までの距離が異なるように配置されている。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
加工装置
9日前
株式会社ディスコ
被覆装置
9日前
株式会社ディスコ
加工装置
11日前
株式会社ディスコ
貼着方法
9日前
株式会社ディスコ
切削装置
9日前
株式会社ディスコ
研削装置
10日前
株式会社ディスコ
湾曲矯正方法
11日前
株式会社ディスコ
板状物の加工方法
9日前
株式会社ディスコ
被加工物の加工方法
9日前
株式会社ディスコ
被加工物の加工方法
10日前
株式会社ディスコ
洗浄機及び洗浄方法
11日前
株式会社ディスコ
研磨装置及び研磨方法
9日前
株式会社ディスコ
試験装置及び試験方法
11日前
株式会社ディスコ
加工方法、及び、切削装置
10日前
株式会社ディスコ
ウェーハの分割方法及び分割装置
4日前
株式会社ディスコ
フランジ機構、切削装置及び切削ブレード
9日前
株式会社ディスコ
セラミックスコンデンサー基板の加工方法
2日前
株式会社ディスコ
セラミックスコンデンサー基板の加工方法
10日前
株式会社ディスコ
ワークセット形成方法、及び、テープマウンタ
9日前
株式会社ディスコ
エッジトリミング方法及びエッジトリミング装置
10日前
株式会社ディスコ
レーザ加工方法、基板の製造方法及びレーザ加工装置
10日前
株式会社ディスコ
保護膜形成方法
2日前
個人
両軸回転ヤスリ
3か月前
株式会社タカトリ
研削装置
3か月前
個人
バレル研磨用メディア材
22日前
トヨタ自動車株式会社
外径測定方法
3か月前
株式会社リブラ
ブラスト加工装置
19日前
トヨタ自動車株式会社
バリ取り装置
1か月前
キヤノン電子株式会社
加工工具、及び、加工装置
29日前
株式会社精工技研
研磨装置および研磨方法
18日前
株式会社IHI
ブラストガン
2か月前
株式会社ディスコ
加工方法、及び、切削装置
10日前
NTN株式会社
加工装置
1か月前
信越半導体株式会社
洗浄処理装置
2か月前
リックス株式会社
ドライアイス噴射装置
2か月前
株式会社ディスコ
加工装置
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ