TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025003914
公報種別
公開特許公報(A)
公開日
2025-01-10
出願番号
2024158229,2021064470
出願日
2024-09-12,2021-02-15
発明の名称
検査方法
出願人
三桜工業株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
B21D
7/00 20060101AFI20241227BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】簡素な処理でフレアナットが誤装着された異常を検出する検査方法を提供する。
【解決手段】検査方法は、環状突部が端部に形成された金属製チューブの外周に、ねじ部及び頭部を含むフレアナットが前記ねじ部の側が前記環状突部に突き当たる正規の方向で装着されるべきフレアナット付きチューブを検査対象とする検査方法であって、前記フレアナットを含む撮像範囲を撮像して得た画像データを、先端側のアウトサイドエリアと反対側のインサイドエリアとに区分し、前記アウトサイドエリア内における明るさ値の変動量と前記インサイドエリア内における明るさ値の変動量とを比較し、前記変動量の大小関係に基づいて前記ねじ部が前記アウトサイドエリア側に存在するか否かを推定することにより、前記フレアナットが正規方向とは逆向きで装着された異常を検出する。
【選択図】図13
特許請求の範囲
【請求項1】
環状突部が端部に形成された金属製チューブの外周に、ねじ部及び頭部を含むフレアナットが前記ねじ部の側が前記環状突部に突き当たる正規の方向で装着されるべきフレアナット付きチューブを検査対象とする検査方法であって、
前記フレアナットを含む撮像範囲を撮像して得た画像データを、先端側のアウトサイドエリアと反対側のインサイドエリアとに区分し、
前記アウトサイドエリア内における明るさ値の変動量と前記インサイドエリア内における明るさ値の変動量とを比較し、
前記変動量の大小関係に基づいて前記ねじ部が前記アウトサイドエリア側に存在するか否かを推定することにより、前記フレアナットが正規方向とは逆向きで装着された異常を検出する、
検査方法。
続きを表示(約 210 文字)
【請求項2】
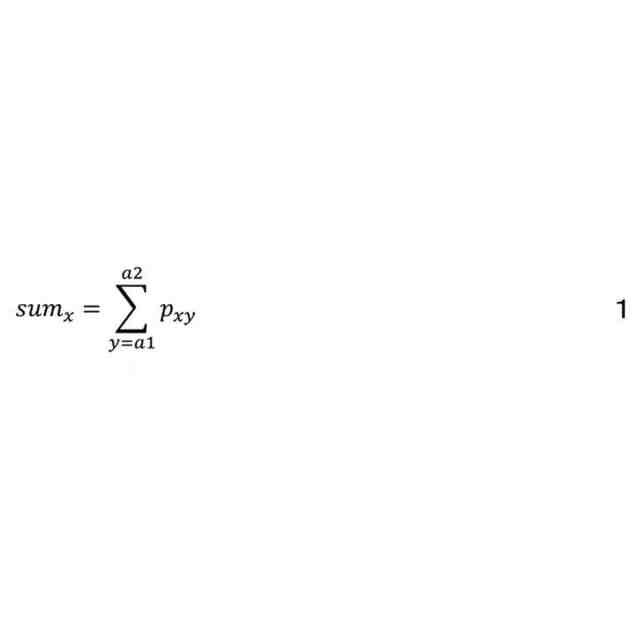
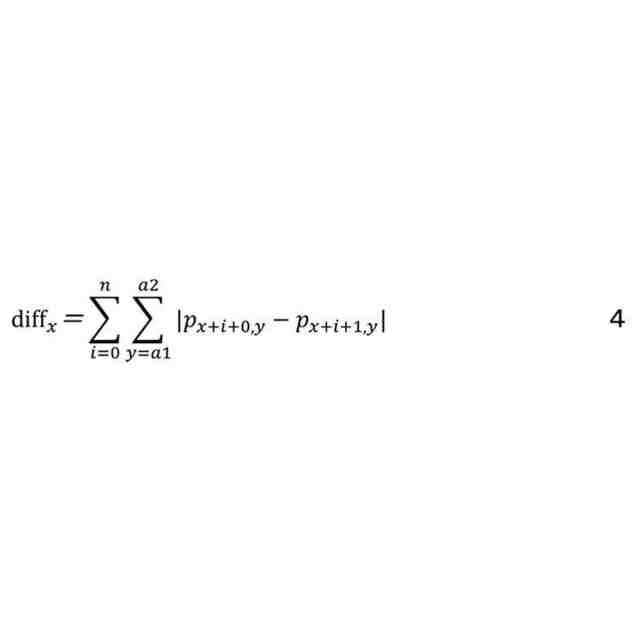
前記変動量が零より大の閾値未満となる前記変動量に関する領域の面積を、前記アウトサイドエリア及び前記インサイドエリアのそれぞれについて算出し、前記面積の大小関係に基づいて前記ねじ部が前記アウトサイドエリア側に存在するか否かを推定する、請求項1に記載の検査方法。
【請求項3】
前記フレアナット付きチューブを曲げ加工機に供給する過程で、前記異常を検出する請求項1又は2に記載の検査方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は検査方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
金属製の多重巻きチューブの用途として自動車のブレーキチューブが広く知られている。ブレーキチューブは車両の床下形状に適合するように三次元的に曲げ加工される。こうしたチューブを各種装置に結合するため、チューブの両端部には環状突部が形成され、環状突部に突き当たるようにフレアナットが装着されている。チューブの端部を各種装置に挿入した状態でフレアナットを締結することにより各種装置にチューブが結合される。このようなチューブの曲げ加工はチューブの両端部に適合する二つのフレアナットが装着された状態で行われることが一般的である。金属製チューブを曲げ加工する装置として例えば下記特許文献1の装置が知られている。
【先行技術文献】
【特許文献】
【0003】
特許第3148663号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
フレアナットはねじ部の側が環状突部に突き当たる方向で装着されるべきであるが、頭部の側が環状突部に突き当たる逆向きの方向にフレアナットが誤装着されたチューブが曲げ加工された場合は不良品になる。
【0005】
そこで、本発明の目的の一つは、簡素な処理でフレアナットが誤装着された異常を検出する検査方法を提供することである。
【課題を解決するための手段】
【0006】
本発明の検査方法は、環状突部が端部に形成された金属製チューブの外周に、ねじ部及び頭部を含むフレアナットが前記ねじ部の側が前記環状突部に突き当たる正規の方向で装着されるべきフレアナット付きチューブを検査対象とする検査方法であって、前記フレアナットを含む撮像範囲を撮像して得た画像データを、先端側のアウトサイドエリアと反対側のインサイドエリアとに区分し、前記アウトサイドエリア内における明るさ値の変動量と前記インサイドエリア内における明るさ値の変動量とを比較し、前記変動量の大小関係に基づいて前記ねじ部が前記アウトサイドエリア側に存在するか否かを推定することにより、前記フレアナットが正規方向とは逆向きで装着された異常を検出する。
【0007】
この検査方法によれば、画像データ内の明るさ値の変動量を二つに区分し、それらエリア内で変動量の大小関係を比べることで、ねじ部が先端側にあるかどうかを推定できる。ねじ部と頭部との区別を形状や寸法の特徴を画像データより認識する処理に比べて簡素な処理でナット装着方向異常を検出できる。
【発明の効果】
【0008】
本発明によれば、簡素な処理でフレアナットが誤装着された異常を検出できる。
【図面の簡単な説明】
【0009】
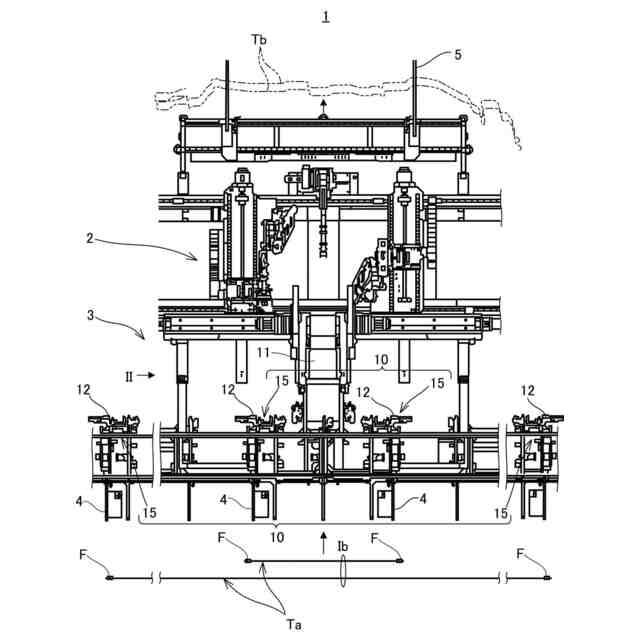
チューブ曲げ加工システムの全体構成を示した平面図。
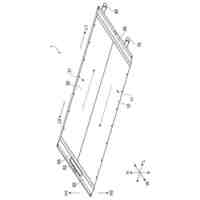
被加工チューブの一例を示した平面図。
図1Aのシステムの一部を矢印II方向から見た状態を示した図。
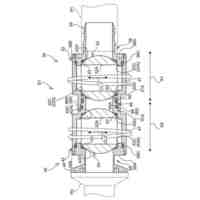
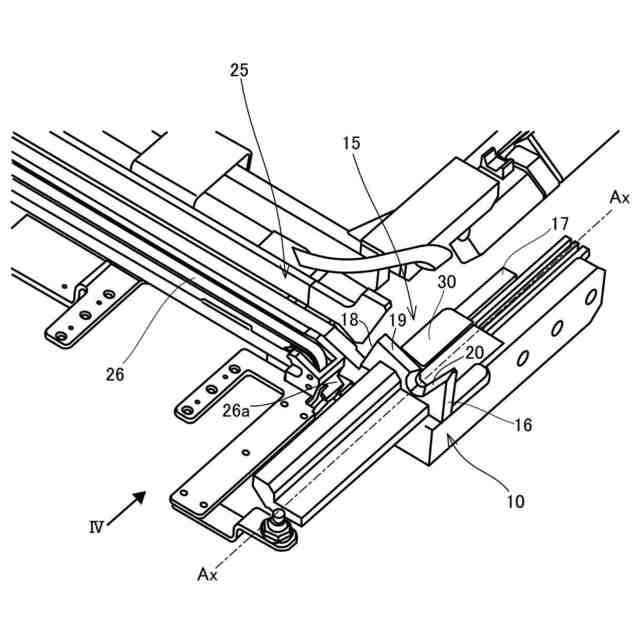
受け入れ部の主要構成の一部を示した斜視図。
図3の受け入れ部を矢印IV方向から見た状態を示した図。
供給機構の動作を説明する側面図。
被加工チューブを検査機構が検査する状態を示した斜視図。
図6の矢印VII方向から見た状態を示した図。
検査機構のシステム構成を示した図。
チューブ供給異常の検出方法の一例を示した図。
チューブ供給異常の検出方法の他の例を示した図。
ナット装着方向異常の検出方法の一例を示した図。
検査に使用する画像データの表示例。
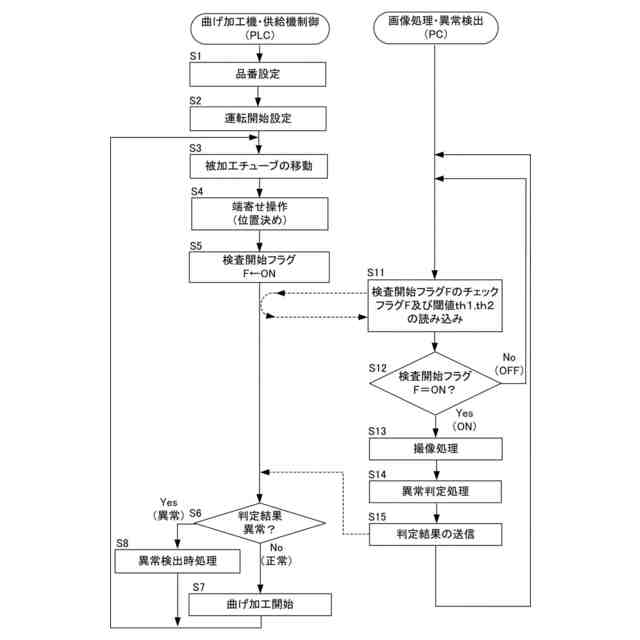
チューブ曲げ加工システムの処理の一例を示したフローチャート。
【発明を実施するための形態】
【0010】
一例として、自動車のブレーキチューブは金属製チューブであり、マスターシリンダで発生した圧力を車輪毎に設けられたブレーキユニットまで伝達する配管として使用される。ブレーキチューブの端末には、フレアナットが装着された状態で高圧用の端末加工が施されている。高圧用の端末加工としては、例えば、国際標準化機構(ISO)で規定されたISOフレアや日本自動車技術会規格(JASO)で規定されたダブルフレア等の環状突部を形成する端末加工がある。ブレーキチューブはフレアナットが外周に装着された状態で環状突部を形成する端末加工と自動車の床下形状等に合わせた三次元的な曲げ加工が行われる。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
三桜工業株式会社
冷却器
3か月前
三桜工業株式会社
配管接続構造及び接続部材
1か月前
三桜工業株式会社
冷却器
1か月前
個人
棒鋼連続引抜装置
4か月前
個人
ヘッダー加工機
1か月前
株式会社オプトン
曲げ加工装置
4か月前
株式会社不二越
NC転造盤
4か月前
日東精工株式会社
中空軸部品の製造方法
20日前
日伸工業株式会社
プレス加工装置
20日前
株式会社不二越
NC転造盤
6日前
東栄工業株式会社
ダブルデッキヘミング金型
16日前
工機ホールディングス株式会社
ニブラ
2か月前
トヨタ紡織株式会社
プレス装置
2か月前
トヨタ紡織株式会社
プレス金型
3か月前
トヨタ紡織株式会社
プレス金型
1か月前
株式会社西田製作所
パンチャーヘッド
2か月前
株式会社アマダ
曲げ加工機
1か月前
日産自動車株式会社
逐次成形方法
5か月前
株式会社TMEIC
監視装置
3か月前
株式会社トラバース
パンチング加工装置
2か月前
株式会社アマダ
曲げ加工機
4か月前
トヨタ自動車株式会社
打ち抜き加工方法
1か月前
株式会社不二越
転造加工用平ダイス
3か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
3か月前
加藤軽金属工業株式会社
押出材の加工装置
4か月前
浙江飛剣工貿有限公司
二重片口の製造方法
1か月前
株式会社吉野機械製作所
プレス機械
28日前
トヨタ自動車株式会社
電磁鋼板の成形方法
15日前
ユニオンツール株式会社
転造ダイスセット
14日前
トヨタ紡織株式会社
プレス金型装置
2か月前
株式会社TMEIC
誘導加熱装置
23日前
株式会社TMEIC
制御システム
21日前
株式会社エナテック
製品分離システム
4か月前
東洋製罐株式会社
有底筒状体加工装置
4か月前
本田技研工業株式会社
鍛造用金型
4か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
3か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ