TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025002550
公報種別
公開特許公報(A)
公開日
2025-01-09
出願番号
2023102794
出願日
2023-06-22
発明の名称
射出成形機、射出成形機の制御方法、射出成形機の制御プログラム
出願人
株式会社日本製鋼所
代理人
個人
,
弁理士法人i.PARTNERS特許事務所
主分類
B29C
45/78 20060101AFI20241226BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】優れたフィードバック制御が可能な射出成形機、当該射出成形機の制御方法及びそのプログラムを提供する。
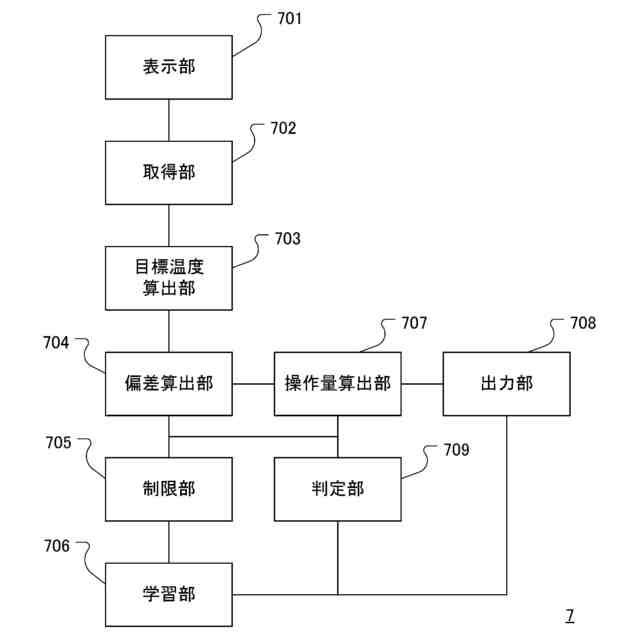
【解決手段】被温調部の温度を調節するための温調装置を所定の制御周期でフィードバック制御する射出成形機であって、被温調部の温度を測定するセンサと、センサによる現制御周期における測定温度及び予め設定された設定目標温度に基づいて、制御偏差を算出する偏差算出部704と、算出された制御偏差から、以前の制御周期における温調装置の制御に対する報酬を決定し、該報酬及び制御偏差に基づいて、学習パラメータを算出する学習部706と、算出された学習パラメータと制御偏差とに基づく正規分布を用いて、温調装置の操作量を算出する操作量算出部707とを備え、学習部706は、正規分布に基づく値であり学習パラメータの正負に関する正負補正値により、学習パラメータを補正する。
【選択図】図6
特許請求の範囲
【請求項1】
被温調部の温度を調節するための温調装置を所定の制御周期でフィードバック制御する射出成形機であって、
前記被温調部の温度を測定するセンサと、
前記センサによる現制御周期における測定温度及び予め設定された設定目標温度に基づいて、制御偏差を算出する偏差算出部と、
前記偏差算出部により算出された制御偏差から、以前の制御周期における前記温調装置の制御に対する報酬を決定し、該報酬及び前記制御偏差に基づいて、学習パラメータを算出する学習部と、
前記学習部により算出された学習パラメータと前記制御偏差とに基づく正規分布を用いて、前記温調装置の操作量を算出する操作量算出部と
を備え、
前記学習部は、前記正規分布に基づく値であり前記学習パラメータの正負に関する正負補正値により、前記学習パラメータを補正する
ことを特徴とする射出成形機。
続きを表示(約 1,400 文字)
【請求項2】
前記操作量算出部は、前記学習パラメータと前記制御偏差とに基づいて仮の第1操作量を算出し、該仮の第1操作量と前記学習パラメータとに基づいて前記正規分布を算出し、該正規分布から仮の第2操作量を選択し、該仮の第2操作量に基づいて、前記操作量を算出する
ことを特徴とする請求項1記載の射出成形機。
【請求項3】
前記操作量算出部は、前記学習パラメータと前記制御偏差とに基づいて仮の第1操作量を算出し、該仮の第1操作量と前記学習パラメータとに基づいて前記正規分布を算出し、該正規分布から仮の第2操作量を選択し、該仮の第2操作量を前記操作量に決定する
ことを特徴とする請求項1記載の射出成形機。
【請求項4】
前記学習部は、前記仮の第2操作量から、前記仮の第1操作量を減算することにより、前記正負補正値を算出する
ことを特徴とする請求項2または請求項3記載の射出成形機。
【請求項5】
前記操作量算出部は、前記操作量を、前記仮の第2操作量に対して以前の制御周期において算出された操作量を加えることより算出する
ことを特徴とする請求項2記載の射出成形機。
【請求項6】
前記設定目標温度と比較して制御偏差を抑制可能なフィルタ目標温度を、前記設定目標温度に基づいて算出する目標温度算出部を更に備え、
前記偏差算出部は、前記目標温度算出部により算出された前記フィルタ目標温度と前記測定温度との差分を前記制御偏差として算出する
ことを特徴とする請求項1記載の射出成形機。
【請求項7】
前記目標温度算出部は、前記フィルタ目標温度を、前記測定温度が第1温度閾値未満では温度と経過時間との関係が第1の直線状となるように変化させ、前記第1温度閾値以上、第2温度閾値未満では前記関係が曲線状となるように変化させ、前記第2温度閾値以上では前記関係が前記第1の直線状よりも傾きの程度が小さい第2の直線状となるように変化させる
ことを特徴とする請求項6記載の射出成形機。
【請求項8】
前記補正部は、前記測定温度が第1温度閾値未満では、前記温調装置の温度を変化させて前記操作量が所定の割合となった際の測定温度と経過時間とを含む実測データに基づいて、測定温度を縦軸、経過時間を横軸とし、その傾きを最小二乗法により求め、求められた傾きを所定の補正係数により補正した補正傾き値に基づいて、前記フィルタ目標温度を算出する
ことを特徴とする請求項7記載の射出成形機。
【請求項9】
前記補正部は、前記測定温度が前記第1温度閾値以上、前記第2温度閾値未満では、前記設定目標温度をゲインとし、前記設定目標温度から前記第1温度閾値を減算して得られる切替温度を前記補正傾き値の絶対値で除した値を時定数とした一次遅れの伝達関数に従い、前記フィルタ目標温度を算出する
ことを特徴とする請求項7記載の射出成形機。
【請求項10】
前記補正部は、前記測定温度が前記第2温度閾値以上では、単位時間当たりの温度変化を規定する所定の温度変化条件に基づいて、前記フィルタ目標温度を算出する
ことを特徴とする請求項7記載の射出成形機。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明の実施形態は、射出成形機、当該射出成形機の制御方法及びそのプログラムに関する。
続きを表示(約 3,200 文字)
【背景技術】
【0002】
従来、射出成形機は、シリンダ内に投入された樹脂ペレットをヒータ及びスクリュにより溶融可塑化した後に金型に射出することでプラスチック製品を得る。このような射出成形機のヒータは、センサから得られるヒータの測定温度に基づくPID(Proportional-Integral-Differential)制御等のフィードバック制御により操作量が算出され、算出された操作量に応じて制御されることが一般的である。近年、このようなフィードバック制御における操作量の算出に、AI(Artificial intelligence)アルゴリズム、特に機械学習を取り入れる試みがなされている。例えば、PID制御により操作量を算出するためのパラメータである比例、積分、微分ゲイン等を機械学習により最適な値となるようAIに学習させる技術がある。
【先行技術文献】
【特許文献】
【0003】
特開2022-67240号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明の実施形態が解決しようとする課題は、従来よりも優れたフィードバック制御が可能な技術を提供することである。
【課題を解決するための手段】
【0005】
一実施形態は、被温調部の温度を調節するための温調装置を所定の制御周期でフィードバック制御する射出成形機であって、前記被温調部の温度を測定するセンサと、前記センサによる現制御周期における測定温度及び予め設定された設定目標温度に基づいて、制御偏差を算出する偏差算出部と、前記偏差算出部により算出された制御偏差から、以前の制御周期における前記温調装置の制御に対する報酬を決定し、該報酬及び前記制御偏差に基づいて、学習パラメータを算出する学習部と、前記学習部により算出された学習パラメータと前記制御偏差とに基づく正規分布を用いて、前記温調装置の操作量を算出する操作量算出部とを備え、前記学習部は、前記正規分布に基づく値であり前記学習パラメータの正負に関する正負補正値により、前記学習パラメータを補正することを特徴とする。
【図面の簡単な説明】
【0006】
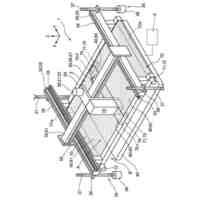
第1の実施形態に係る射出成形機を模式的に示す概略縦断面図である。
第1の実施形態に係る射出成形機のヒータを対象とするフィードバック制御に関する制御系を説明するためのブロック図である。
第1の実施形態に係る制御装置による強化学習を説明するためのブロック図である。
第1の実施形態に係る状態価値テーブルを示す図である。
第1の実施形態に係る制御装置のハードウェア構成を示すブロック図である。
第1の実施形態に係る制御装置の機能構成を示すブロック図である。
第1の実施形態に係る学習フィードバック制御処理を示すフローチャートである。
第1の実施形態に係る操作量算出処理を示すフローチャートである。
第1の実施形態に係る強化学習処理を示すフローチャートである。
第1の実施形態に係る学習パラメータ更新処理を示すフローチャートである。
第1の実施形態に係る学習停止用操作量算出処理を示すフローチャートである。
第1の実施形態に係るフィルタ目標温度を説明するための図である。
第1の実施形態に係るフィルタ目標温度の効果を説明するための図である。
第1の実施形態に係るフィルタ目標温度算出処理を示すフローチャートである。
比較例に係る強化学習を用いた1回目のフィードバック制御の結果として得られる、パラメータθの大きさと経過時間との関係及び測定温度と経過時間との関係を説明するための図である。
比較例に係る強化学習を用いた10回目のフィードバック制御の結果として得られる、パラメータθの大きさと経過時間との関係及び測定温度と経過時間との関係を説明するための図である。
比較例に係る強化学習を用いたn回目のフィードバック制御の結果として得られる、パラメータθの大きさと経過時間との関係及び測定温度と経過時間との関係を説明するための図である。
第1の実施形態に係る1回目の学習フィードバック制御処理の結果として得られる、学習パラメータθの大きさと経過時間との関係及び測定温度と経過時間との関係を説明するための図である。
第1の実施形態に係る10回目の学習フィードバック制御処理の結果として得られる、学習パラメータθの大きさと経過時間との関係及び測定温度と経過時間との関係を説明するための図である。
第1の実施形態に係るn回目の学習フィードバック制御処理の結果として得られる、学習パラメータθの大きさと経過時間との関係及び測定温度と経過時間との関係を説明するための図である。
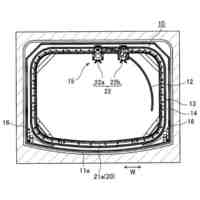
第1の実施形態の応用例に係るタイバー及び金型を示す概略縦断面図である。
第1の実施形態の応用例に係る冷却装置を対象とした学習フィードバック制御処理により得られる処理結果を説明するための図である。
第2の実施形態に係る制御装置の機能構成を示すブロック図である。
第2の実施形態に係る操作量算出処理を示すフローチャートである。
【発明を実施するための形態】
【0007】
以下、本発明の実施形態について図面を参照しつつ説明する。なお、本明細書及び図面において、実質的に同一の機能を有する構成要素については、同一の符号が付される。
【0008】
<第1の実施形態>
(射出成形機の構成)
本実施形態に係る射出成形機の構成について説明する。図1は、本実施形態に係る射出成形機を模式的に示す概略縦断面図である。
【0009】
図1に示されるように、本実施形態に係る射出成形機1は、ペレット状の樹脂材料を溶融するために搬送方向に延在するシリンダ2を備える。シリンダ2は、温調対象となる被温調部であり、その樹脂材料の搬送方向上流側(図中右側)端部に樹脂材料が投入されるホッパ3が設けられる。シリンダ2内には、樹脂材料を溶融混練すると共に搬送方向下流側に位置するシリンダ2の先端部へ搬送する1軸又は2軸のスクリュ4が回動自在に設けられる。シリンダ2の先端部は、搬送方向上流側よりも縮径されており、不図示の金型が取り付けられている。スクリュ4が搬送方向に高速で前進することにより、シリンダ2内で溶融可塑化された樹脂材料がシリンダ2の先端部から金型に射出される。射出された樹脂材料は、金型に応じた形状のプラスチック部品となる。
【0010】
シリンダ2には、温調装置として、その外周を囲繞する環状のヒータ(例えばバンドヒータ)5が、搬送方向に沿って複数設けられている。複数のヒータ5は、それぞれ不図示のヒータ電源から自身に対応するSSR(Solid State Relay)を介して電力が供給される。なお、複数のヒータ5への電力供給は、SSRに限定されるものではなく、有接点リレーを介して行われるようにしてもよい。複数のヒータ5は、それぞれ電力が供給されることにより、シリンダ2における当接部分を加熱する。シリンダ2は、これら複数のヒータ5により延在方向に沿って異なる温度に加熱され得る。一般的に、搬送方向上流側から下流側にかけてシリンダ2の温度が高くなるように、複数のヒータ5のそれぞれが制御される。複数のヒータ5近傍には、それぞれ温度センサ6が対応して設けられている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
気泡緩衝材減容装置
1か月前
豊田鉄工株式会社
金型
3か月前
CKD株式会社
型用台車
11か月前
シーメット株式会社
光造形装置
10か月前
東レ株式会社
フィルムの製造方法
4か月前
東レ株式会社
フィルムの製造方法
4か月前
東レ株式会社
フィルムの製造方法
8か月前
グンゼ株式会社
ピン
11か月前
東レ株式会社
複合成形体の製造方法
1か月前
株式会社カワタ
計量混合装置
5か月前
東レ株式会社
フィルムの製造方法。
3か月前
株式会社FTS
ロッド
9か月前
個人
樹脂可塑化方法及び装置
10か月前
日機装株式会社
加圧システム
6か月前
株式会社エフピコ
賦形シート
13日前
東レ株式会社
樹脂フィルムの製造方法
5か月前
株式会社漆原
シートの成形方法
5か月前
トヨタ自動車株式会社
射出装置
8か月前
NOK株式会社
樹脂ゴム複合体
2か月前
株式会社FTS
成形装置
10か月前
株式会社不二越
射出成形機
5か月前
株式会社コスメック
射出成形装置
5か月前
株式会社不二越
射出成形機
2か月前
株式会社神戸製鋼所
混練機
9か月前
株式会社FTS
セパレータ
9か月前
株式会社リコー
画像形成システム
11か月前
株式会社不二越
射出成形機
7か月前
株式会社不二越
射出成形機
7か月前
東レ株式会社
炭素繊維シートの製造方法
7か月前
株式会社不二越
射出成形機
7か月前
日産自動車株式会社
成形装置
4か月前
コイト電工株式会社
フレーム成形品
2か月前
三和合板株式会社
化粧板の製造装置
3か月前
トヨタ自動車株式会社
真空成形装置
6か月前
ダイハツ工業株式会社
3Dプリンタ
27日前
足立建設工業株式会社
製管機
4日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ