TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024178524
公報種別
公開特許公報(A)
公開日
2024-12-25
出願番号
2023096709
出願日
2023-06-13
発明の名称
セラミックス成形用成形型及びその製造方法
出願人
国立研究開発法人産業技術総合研究所
代理人
個人
主分類
B28B
7/34 20060101AFI20241218BHJP(セメント,粘土,または石材の加工)
要約
【課題】吸水性に優れ、従来の石こう型や親水性樹脂を使用した複合型のような溶出成分が無く、ファインセラミックスの成形が可能で、且つ、製造コストが高くなることのないセラミックス成形用成形型及びその製造方法を提供する。
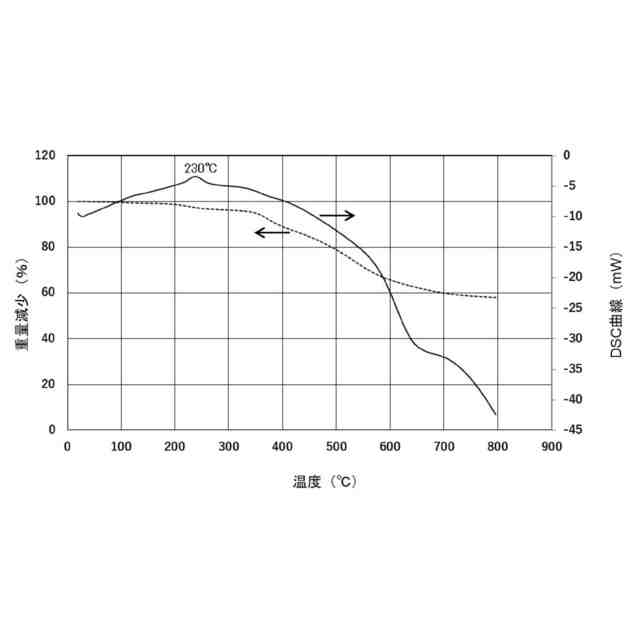
【解決手段】無機質粉末と熱硬化性樹脂又は熱硬化性樹脂と熱可塑性樹脂との混合樹脂から構成された樹脂成分とからなり、当該成形型の質量Aを測定し、当該成形型をその体積の1/3の高さまで水中に浸漬した後、10分経過後に吸水した成形型の質量Bを測定したときに、下記の式(1)
C=〔(B-A)/A〕×100・・・・・(1)
で示す、成形型の吸水率Cの値が、30.0%以上である。
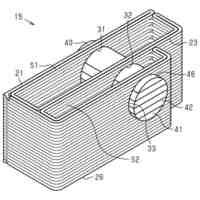
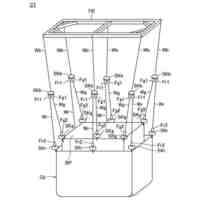
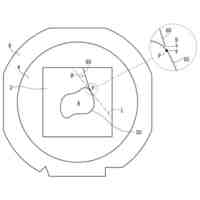
【選択図】図1
特許請求の範囲
【請求項1】
無機質粉末と樹脂成分とからなるセラミックス成形用成形型であって、
前記樹脂成分は、熱硬化性樹脂又は熱硬化性樹脂と熱可塑性樹脂との混合樹脂からなり、当該樹脂成分の一部又は全部が炭化した成分で構成されており、
前記セラミックス成形用成形型の質量Aを測定し、当該成形型をその体積の1/3の高さまで水中に浸漬した後、10分経過後に吸水した成形型の質量Bを測定したときに、下記の式(1)
C=〔(B-A)/A〕×100・・・・・(1)
で示す、成形型の吸水率Cの値が、30.0%以上であることを特徴とするセラミックス成形用成形型。
続きを表示(約 1,200 文字)
【請求項2】
前記無機質粉末は、セラミックス、金属、カーボンから選ばれた少なくとも1つ以上で構成されていることを特徴とする請求項1に記載のセラミックス成形用成形型。
【請求項3】
前記吸水率Cの値は、52.0%以上であることを特徴とする請求項1又は2に記載のセラミックス成形用成形型。
【請求項4】
無機質粉末と樹脂成分とを混合して混合材料を調整する工程と、前記混合材料をプレス成形用金型で成形してプレス成形体を作製する工程と、前記プレス成形体を加熱処理して工程と成形型を作製する工程とからなり、
前記樹脂成分は、熱硬化性樹脂又は熱硬化性樹脂と熱可塑性樹脂との混合樹脂から構成され、
前記加熱処理は、前記熱硬化性樹脂の硬化温度以上、且つ、熱分解温度以下の温度で加熱されることにより、
作製した成形型において、当該成形型の質量Aを測定し、当該成形型をその体積の1/3の高さまで水中に浸漬した後、10分経過後に吸水した成形型の質量Bを測定したときに、下記の式(1)
C=〔(B-A)/A〕×100・・・・・(1)
で示す、成形型の吸水率Cの値が、30.0%以上であることを特徴とするセラミックス成形用成形型の製造方法。
【請求項5】
無機質粉末と樹脂成分とを混合して混合材料を調整する工程と、前記混合材料をプレス成形用金型で成形してプレス成形体を作製する工程と、前記プレス成形体を加熱処理して工程と成形型を作製する工程とからなり、
前記樹脂成分は、熱硬化性樹脂又は熱硬化性樹脂と熱可塑性樹脂との混合樹脂から構成され、
前記加熱処理は、前記樹脂成分の一部又は全部を炭化させる温度で加熱されることにより、
作製した成形型において、当該成形型の質量Aを測定し、当該成形型をその体積の1/3の高さまで水中に浸漬した後、10分経過後に吸水した成形型の質量Bを測定したときに、下記の式(1)
C=〔(B-A)/A〕×100・・・・・(1)
で示す、成形型の吸水率Cの値が、30.0%以上であることを特徴とするセラミックス成形用成形型の製造方法。
【請求項6】
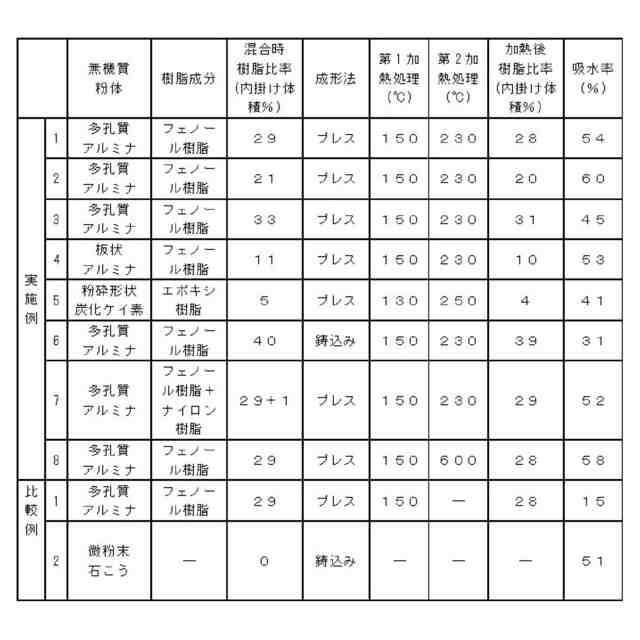
前記混合材料における前記樹脂成分の比率は、前記無機質粉末の体積に対して4体積%~40体積%の範囲内であることを特徴とする請求項4又は5に記載のセラミックス成形用成形型の製造方法。
【請求項7】
前記吸水率Cの値は、52.0%以上であることを特徴とする請求項4又は5に記載のセラミックス成形用成形型の製造方法。
【請求項8】
前記混合材料における前記樹脂成分の比率は、前記無機質粉末の体積に対して4体積%~40体積%の範囲内であることを特徴とする請求項7に記載のセラミックス成形用成形型の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、セラミックス焼成体を製造する際に使用するセラミックス成形用成形型及びその製造方法に関するものである。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
セラミックス焼成体を製造する方法において、セラミックス材料を所定の形状に成形する際に成形型を使用することが多い。成形型で焼成前のセラミックス成形体を成形するセラミックス成形法には種々の方法があり、例えば、鋳込み成形法、シート成形法、プレス成形法などがある。
【0003】
例えば、鋳込み成形法を例にすれば、セラミックス原料粉末とバインダーを分散媒に分散させた泥漿(以下「セラミックススラリー」という)を所定の形状を持った吸水性多孔質型(以下「成形型」という)の内部に流し込む。次に、セラミックススラリーに含まれる分散媒(水)の大部分を成形型に吸収させて、セラミックス原料粉末とバインダーから分散媒を分離する。分散媒を十分に分離させた後に、セラミックス原料粉末とバインダーからなるセラミックス成形体を成形型から離型する。
【0004】
一般的なセラミックス成形法である鋳込み成形法には、石こう製成形型(以下「石こう型」という)が用いられる。しかし、石こう型を用いた鋳込み成形法では、石こう(主に硫酸カルシウム2水和物)の成分であるカルシウムイオンや硫酸イオンが不純物として成形体に溶出するため高純度が求められるファインセラミックスの成形には適用できない。
【0005】
そこで、溶出成分の無いセラミックス製多孔質型を用いることにより、高純度な鋳込み成形体を作製することができる。しかし、セラミックス製の鋳込み型は、成形型の作製時にセラミックスの焼結温度で高温焼成する必要があるため成形型の製造コストが高くなるという問題があった。
【0006】
一方、セラミックス粉末を樹脂でつないだセラミックス樹脂複合型が使用される場合もある。この成形型は、樹脂を用いてセラミックス粉末を成形することで、溶出成分をなくして生産コストを抑えることができる。しかし、水の吸水性が石こう型よりも大幅に劣るため、石こう型のような吸水性を確保するには、成形型自体の大型化によるコスト高に加え、成形型の重量増加によるハンドリングの難しさという問題があった。
【0007】
セラミックス樹脂複合型の吸水性の低下は、複合化に用いる樹脂が疎水性樹脂であることによる。そこで、複合化に用いる樹脂を親水性樹脂に置き換えることで、吸水性の向上が得られると考えられる。しかし、鋳込み成形のような主に水系のスラリーを用いる成形法においては、樹脂の親水性が高いと樹脂成分の一部が水分中に溶出し、成形体が純度低下を起こすことがある。また、親水性樹脂が水を含んで膨潤し、成形体の寸法精度が低下することがある。このように、高純度な成形体を作製する鋳込み成形においては、成形体の純度と寸法精度の観点から疎水性樹脂を用いることが有効であると考えられている。
【0008】
そこで、下記特許文献1において、吸水性を向上させたセラミックス成形用樹脂型が提案されている。下記特許文献1のセラミックス成形用樹脂型においては、従来の樹脂型を構成する無機質粉末の少なくとも一部を多孔質吸水性の粉末に代えることによって、吸水性が2.25倍に向上するという。
【先行技術文献】
【特許文献】
【0009】
特開2003-205508号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
ところで、上記特許文献1においては、従来の樹脂型よりも吸水性が2.25倍に向上する。この吸水性の向上は、樹脂成分と無機質粉末との組合せにおける多孔質吸水性の粉末によるものであり、樹脂成分は依然として通常の疎水性樹脂である。この複合化に用いる樹脂成分にも吸水性が望まれるが、親水性樹脂のような溶出成分のない樹脂成分でなければならない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
杭切断装置
8か月前
峰岸株式会社
ドリルビット
4か月前
株式会社丸高工業
湿式穿孔工具
3か月前
株式会社大林組
形成方法
5か月前
株式会社大林組
形成方法
10か月前
太平洋マテリアル株式会社
モルタル調製方法
8か月前
ジャパンライフ株式会社
段差形成治具
7か月前
株式会社大林組
構造物形成方法
8か月前
株式会社大林組
形成方法及び形成装置
3か月前
株式会社コンセック
ワイヤーソー装置
5か月前
株式会社エアテックジャパン
粗面加工工具
7か月前
モリ技巧株式会社
コンクリートスラリー処理装置
5か月前
第一セラモ株式会社
セッター及び焼結体の製造方法
7か月前
株式会社マキタ
作業機
5か月前
株式会社奥村組
積層コンクリート集合体の養生方法
1か月前
芝浦メカトロニクス株式会社
基板分離装置
1か月前
戸田建設株式会社
打設現場におけるスランプの調整方法
6日前
株式会社Polyuse
造形物の製造方法
4か月前
株式会社Polyuse
構造物の製造方法
4か月前
株式会社熊谷組
コンクリート材料の冷却方法とその装置
8か月前
シンクス株式会社
室内ボード面の穴開け加工装置
7か月前
株式会社ミヤナガ
拡径部削成装置
8か月前
株式会社Polyuse
ホースホルダおよび3Dプリンタ
9か月前
鶴田製作株式会社
コンクリート型枠のクランプ機構
10か月前
株式会社エンプラス
流体取扱装置
5か月前
カヤバ株式会社
ミキサドラム制御装置
5か月前
鹿島建設株式会社
フレッシュコンクリートの製造方法
1か月前
大和ハウス工業株式会社
面材の製造型および面材の製造方法
10か月前
日本碍子株式会社
分類方法
7か月前
株式会社ディスコ
板状物の加工方法
7か月前
三井住友建設株式会社
繊維篩い出し装置
9か月前
株式会社ディスコ
板状物の加工方法
7か月前
カヤバ株式会社
ミキサドラムの制御装置
2か月前
株式会社大林組
構造物形成方法及び構造物形成システム
10日前
株式会社冨士機
生コンクリート製造プラント
5か月前
株式会社鴻池組
コンクリートの切削及び切削物の回収装置
9か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ