TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024176935
公報種別
公開特許公報(A)
公開日
2024-12-19
出願番号
2023095829
出願日
2023-06-09
発明の名称
モデル材用組成物、造形物、およびインクジェット光造形用組成物セット
出願人
マクセル株式会社
代理人
個人
,
個人
主分類
B29C
64/314 20170101AFI20241212BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】高い硬度を維持しつつ、曲げに強い造形物を得ることができる、モデル材用組成物を提供すること。
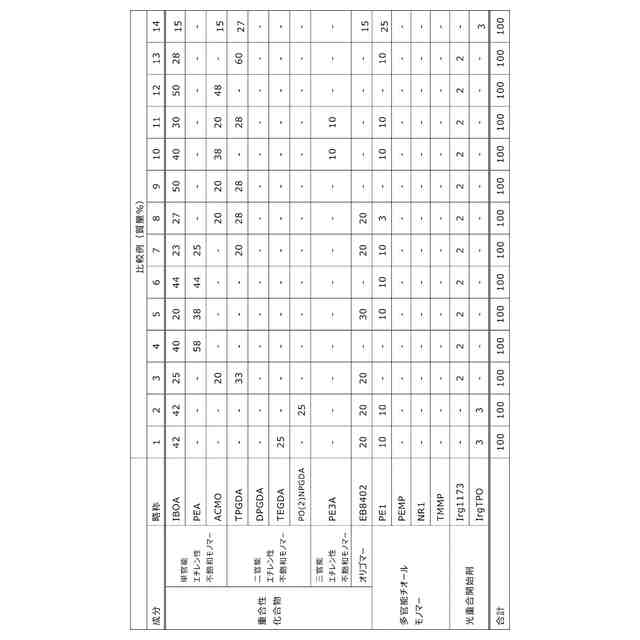
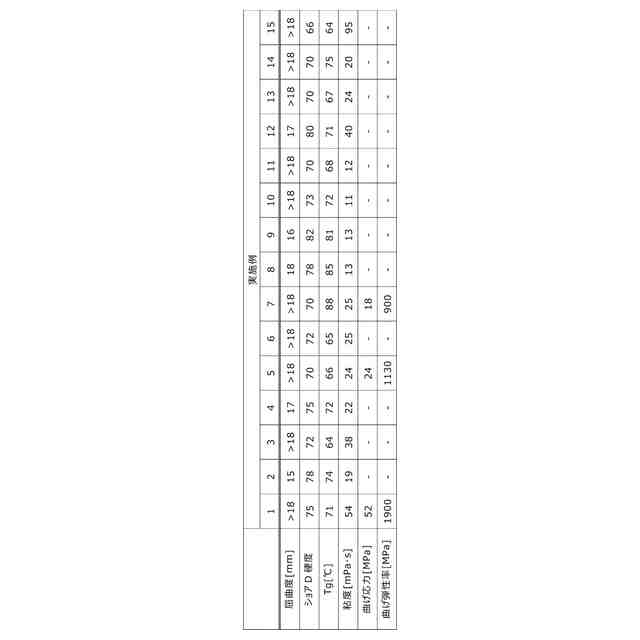
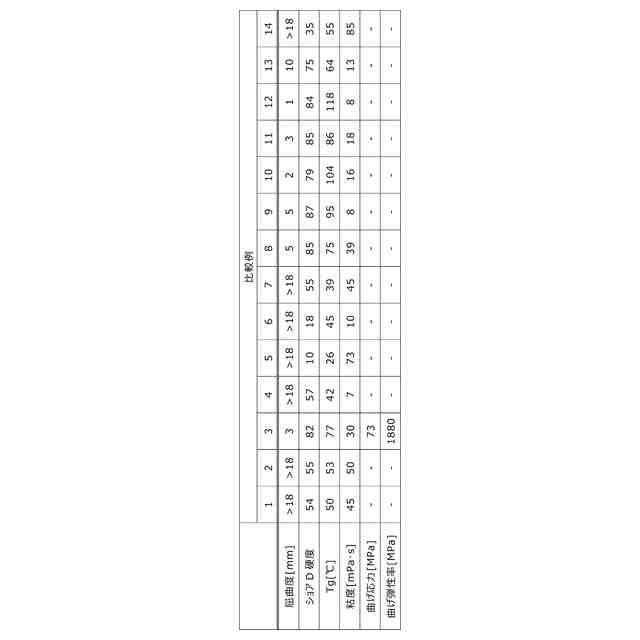
【解決手段】インクジェット光造形法によりモデル材を造形するためのモデル材用組成物であって、組成物の総質量に基づいて、60質量%以下の、ホモポリマーのガラス転移温度が50℃以上の単官能エチレン性不飽和モノマー(A)と、10質量%以上50質量%以下の、ホモポリマーのガラス転移温度が50℃以上の二官能エチレン性不飽和モノマー(B)と、5質量%以上20質量%以下の多官能チオールモノマー(C)と、光重合開始剤(D)とを含有し、三官能以上のエチレン性不飽和モノマーの含有量は、組成物の総質量に基づいて10質量%未満であり、前記組成物から造形される造形物のガラス転移温度は60℃以上である、モデル材用組成物。
【選択図】なし
特許請求の範囲
【請求項1】
インクジェット光造形法によりモデル材を造形するためのモデル材用組成物であって、組成物の総質量に基づいて
60質量%以下の、ホモポリマーのガラス転移温度が50℃以上の単官能エチレン性不飽和モノマー(A)と、
10質量%以上50質量%以下の、ホモポリマーのガラス転移温度が50℃以上の二官能エチレン性不飽和モノマー(B)と、
5質量%以上20質量%以下の多官能チオールモノマー(C)と、
光重合開始剤(D)とを含有し、
三官能以上のエチレン性不飽和モノマーの含有量は、組成物の総質量に基づいて10質量%未満であり
前記組成物から造形される造形物のガラス転移温度は60℃以上である、モデル材用組成物。
続きを表示(約 800 文字)
【請求項2】
オリゴマーの含有量は、組成物の総質量に基づいて20質量%以下である、請求項1に記載の組成物。
【請求項3】
前記オリゴマーは、ウレタン(メタ)アクリレートオリゴマー、エポキシ(メタ)アクリレートオリゴマー、およびポリエステル(メタ)アクリレートオリゴマーからなる群から選択される少なくとも1つである、請求項2に記載の組成物。
【請求項4】
前記多官能チオールモノマー(C)は、三官能または四官能のチオールモノマーを含む、請求項1に記載の組成物。
【請求項5】
前記三官能のチオールモノマーは、1,3,5-トリス(2-(3-スルファニルブタノイルオキシ)エチル)-1,3,5-トリアジナン-2,4,6-トリオンまたはトリメチロールプロパントリス(3-メルカプトプロピオネート)を含む、請求項4に記載の組成物。
【請求項6】
前記四官能のチオールモノマーは、ペンタエリスリトールテトラキス(3-メルカプトブチレート)またはペンタエリスリトールテトラキス(3-メルカプトプロピオネート)を含む、請求項4に記載の組成物。
【請求項7】
前記光重合開始剤(D)の含有量は、組成物の総質量に基づいて0.1質量%以上15質量%以下である、請求項1に記載の組成物。
【請求項8】
40mm×5mm×2mmの試験片の中心を25℃50%RTで、5kgの荷重で押し込んだ時のたわみとして算出される屈曲度は12mm以上である、請求項1に記載の組成物。
【請求項9】
前記組成物から造形される造形物のショアD硬度は65以上である、請求項1に記載の組成物。
【請求項10】
前記成分(A)はイソボルニルアクリレートを含む、請求項1に記載の組成物。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、インクジェット光造形法に用いられるモデル材用組成物、該モデル材用組成物から造形される造形物、および該モデル材用組成物を含むインクジェット光造形用組成物セットに関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
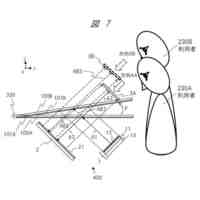
従来、光硬化性組成物に紫外線等の光を照射して所定の形状を有する硬化層を連続的に形成することにより、立体造形物を作製する方法が広く知られている。中でも、マテリアルジェットノズルから光硬化性組成物を吐出させ、その直後に紫外線等の光を照射して組成物を硬化させることにより、所定の形状を有する硬化層を積層して立体造形物を作製するマテリアルジェット方式(インクジェット方式)による光造形法(以下、「マテリアルジェット光造形法」ともいう)は、CAD(Computer Aided Design)データに基づいて自由に立体造形物を作製できる小型の造形装置(3Dプリンター)により実現可能な造形法として、広く注目されている。
【0003】
光硬化性組成物を光硬化して得られる立体造形物が、造形後に自重で垂れ下がり変形することなく、その形状を維持できるよう、光硬化後の樹脂組成物の硬度を高めることが重要である。光硬化後の樹脂組成物の硬度を高めるために、例えば二官能以上のモノマーを主成分として含む組成物が提案されている(特許文献1)。
【先行技術文献】
【特許文献】
【0004】
特表2007-530724号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
引用文献1に記載されている組成物から造形される造形物は、硬度が高く、造形後に自重で垂れ下がることがないため、変形しにくい一方、脆くて曲げに弱く、割れやすいことがあった。
【0006】
したがって、本発明は、高い硬度を維持しつつ、曲げに強い造形物を得ることができる、モデル材用組成物を提供することを目的とする。また、本発明は前記モデル材用組成物から造形される造形物、および前記モデル材用組成物を含むインクジェット光造形用組成物セットを提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者等は、上記課題を解決するために鋭意検討した結果、本発明を完成するに至った。すなわち、本発明は、以下の好適な態様を提供するものである。
【0008】
[1] インクジェット光造形法によりモデル材を造形するためのモデル材用組成物であって、組成物の総質量に基づいて
60質量%以下の、ホモポリマーのガラス転移温度が50℃以上の単官能エチレン性不飽和モノマー(A)と、
10質量%以上50質量%以下の、ホモポリマーのガラス転移温度が50℃以上の二官能エチレン性不飽和モノマー(B)と、
5質量%以上20質量%以下の多官能チオールモノマー(C)と、
光重合開始剤(D)とを含有し、
三官能以上のエチレン性不飽和モノマーの含有量は、組成物の総質量に基づいて10質量%未満であり
前記組成物から造形される造形物のガラス転移温度は60℃以上である、モデル材用組成物。
[2] オリゴマーの含有量は、組成物の総質量に基づいて20質量%以下である、[1]に記載の組成物。
[3] 前記オリゴマーは、ウレタン(メタ)アクリレートオリゴマー、エポキシ(メタ)アクリレートオリゴマー、およびポリエステル(メタ)アクリレートオリゴマーからなる群から選択される少なくとも1つである、[2]に記載の組成物。
[4」 前記多官能チオールモノマー(C)は、三官能または四官能のチオールモノマーを含む、[1]~[3]のいずれかに記載の組成物。
[5] 前記三官能のチオールモノマーは、1,3,5-トリス(2-(3-スルファニルブタノイルオキシ)エチル)-1,3,5-トリアジナン-2,4,6-トリオンまたはトリメチロールプロパントリス(3-メルカプトプロピオネート)を含む、[4]に記載の組成物。
[6] 前記四官能のチオールモノマーは、ペンタエリスリトールテトラキス(3-メルカプトブチレート)またはペンタエリスリトールテトラキス(3-メルカプトプロピオネート)を含む、[4]に記載の組成物。
[7] 前記光重合開始剤(D)の含有量は、組成物の総質量に基づいて0.1質量%以上15質量%以下である、[1]~[6]のいずれかに記載の組成物。
[8] 40mm×5mm×2mmの試験片の中心を25℃50%RTで、5kgの荷重で押し込んだ時のたわみとして算出される屈曲度は12mm以上である、[1]~[7]のいずれかに記載の組成物。
[9] 前記組成物から造形される造形物のショアD硬度は65以上である、[1]~[8]のいずれかに記載の組成物。
[10] 前記成分(A)はイソボルニルアクリレートを含む、[1]~[9]のいずれかに記載の組成物。
[11] 前記成分(A)はアクリロイルモルフォリンを含む、[1]~[10]のいずれかに記載の組成物。
[12] 前記インクジェット光造形法に使用する光源はLEDである、[1]~[11]のいずれかに記載の組成物。
[13] [1]~[12]のいずれかに記載の組成物から造形される造形物。
[14] [1]~[12]に記載の組成物と、インクジェット光造形法によりサポート材を造形するためのサポート材用組成物とを含んでなる、インクジェット光造形用組成物セット。
【発明の効果】
【0009】
本発明によれば、高い硬度を維持しつつ、曲げに強い造形物を得ることができる、モデル材用組成物、前記モデル材用組成物から造形される造形物、および前記モデル材用組成物を含むインクジェット光造形用組成物セットを提供することができる。
【発明を実施するための形態】
【0010】
以下、本発明の実施の形態について、詳細に説明する。なお、本発明の範囲はここで説明する実施の形態に限定されるものではなく、本発明の趣旨を損なわない範囲で種々の変更をすることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
マクセル株式会社
扁平形電池
3日前
マクセル株式会社
空中浮遊映像表示装置
3日前
マクセル株式会社
全固体電池及び全固体電池の製造方法
3日前
マクセル株式会社
全固体電池及び全固体電池の製造方法
3日前
マクセル株式会社
電磁波吸収体
3日前
マクセル株式会社
電磁波吸収体
3日前
マクセル株式会社
モデル材用組成物、造形物、およびインクジェット光造形用組成物セット
3日前
東レ株式会社
吹出しノズル
24日前
東レ株式会社
溶融紡糸設備
6か月前
CKD株式会社
型用台車
3日前
東レ株式会社
プリプレグテープ
3か月前
津田駒工業株式会社
連続成形機
9か月前
個人
射出ミキシングノズル
2か月前
グンゼ株式会社
ピン
10日前
株式会社日本製鋼所
押出機
2か月前
帝人株式会社
成形体の製造方法
5か月前
株式会社シロハチ
真空チャンバ
1か月前
東レ株式会社
一体化成形品の製造方法
4か月前
株式会社リコー
シート剥離装置
4か月前
株式会社日本製鋼所
押出成形装置
3か月前
三菱自動車工業株式会社
予熱装置
2か月前
TOWA株式会社
成形型清掃用のブラシ
2か月前
株式会社リコー
画像形成システム
16日前
株式会社日本製鋼所
押出成形装置
3か月前
株式会社ニフコ
樹脂製品の製造方法
2か月前
トヨタ自動車株式会社
3Dプリンタ
17日前
株式会社リコー
シート処理システム
4か月前
KTX株式会社
シェル型の作製方法
5か月前
株式会社城北精工所
押出成形用ダイ
9か月前
株式会社リコー
シート処理システム
4か月前
大塚テクノ株式会社
樹脂製の構造体
9か月前
トヨタ自動車株式会社
真空成形装置
7か月前
日東工業株式会社
インサート成形機
18日前
小林工業株式会社
振動溶着機
6か月前
トヨタ自動車株式会社
真空成形方法
7か月前
トヨタ自動車株式会社
電池の製造方法
16日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ