TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024176358
公報種別
公開特許公報(A)
公開日
2024-12-19
出願番号
2023094840
出願日
2023-06-08
発明の名称
温度検出器を製造する方法
出願人
株式会社大泉製作所
代理人
弁理士法人愛宕綜合特許事務所
主分類
B05D
3/02 20060101AFI20241212BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
【課題】比較的簡易に且つ内側絶縁合成樹脂の使用量を大幅に低減せしめて製造することができることに加えて、煩雑な位置付け操作を必要とすることなく充分容易に且つ充分正確に熱硬化性合成樹脂が塗布された少なくともサーミスタチップからリード線の接続端部までを所定部位に位置付けることができる、温度検出器を製造する方法を提供する。
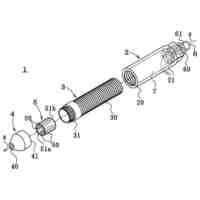
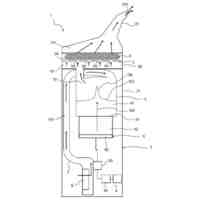
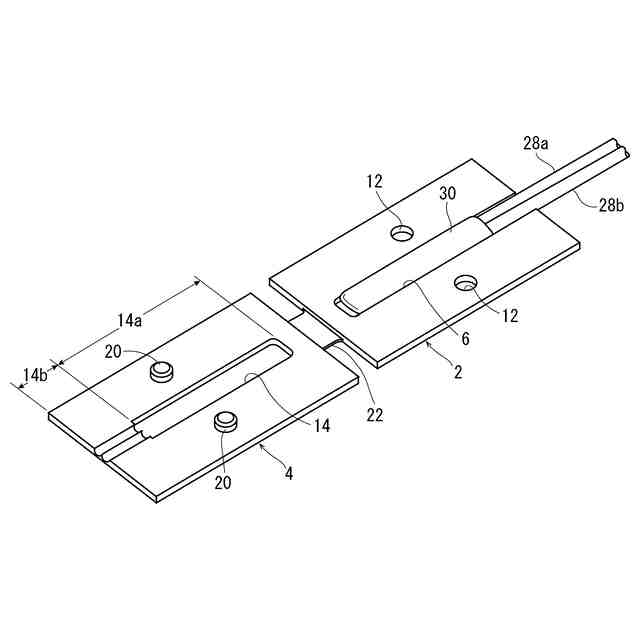
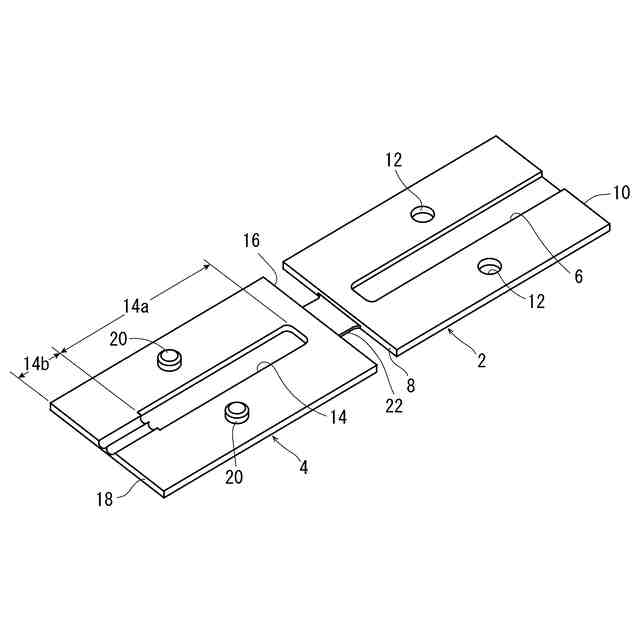
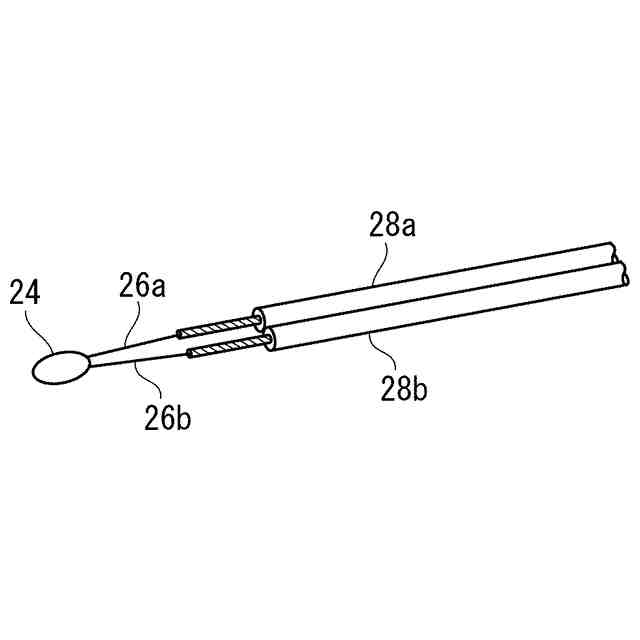
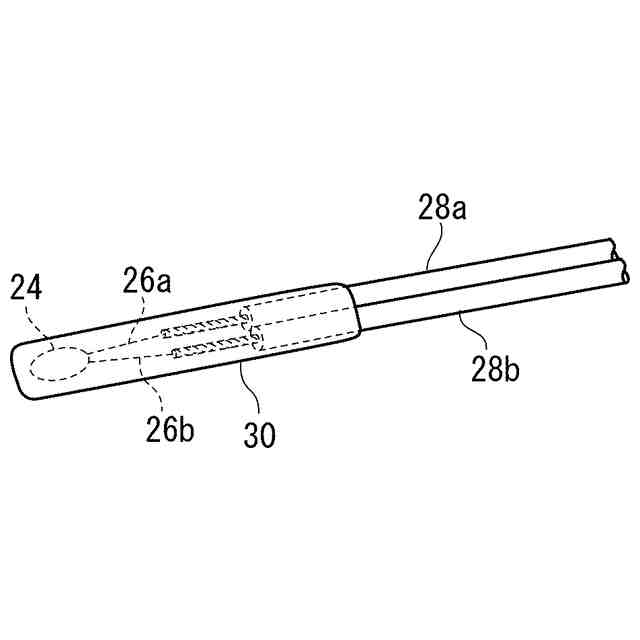
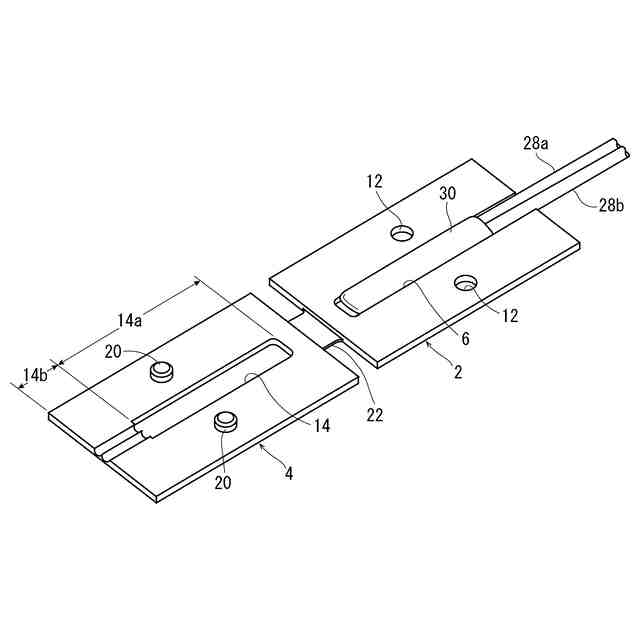
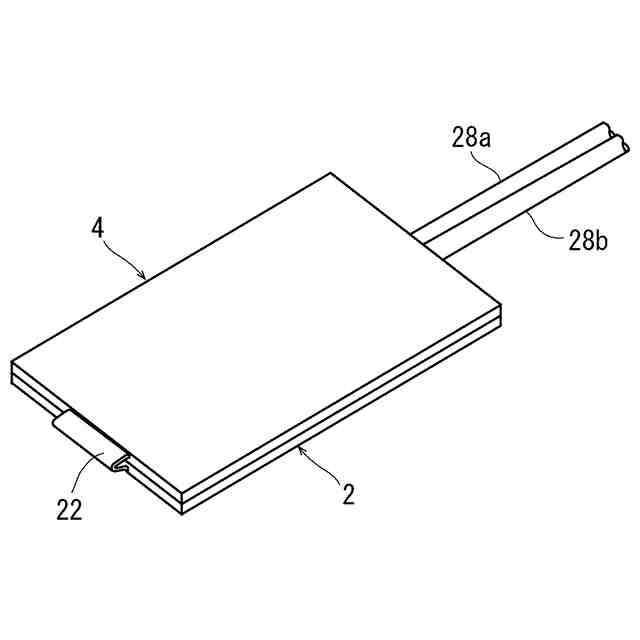
【解決手段】未硬化状態の絶縁性熱硬化性合成樹脂30が塗布された、少なくともサーミスタチップからリード線28a、28bの接続端部までを、プレート部材2、4の一方の内面に配設されている受溝6、14内に少なくとも部分的に収容する収容工程と、収容工程の後に、プレート部材の一方にプレート部材の他方を重ね合わせる重ね合わせ工程と、重ね合わせ工程の後に、プレート部材の他方の内面をプレート部材の一方の内面に押圧すると共に、絶縁性熱硬化性合成樹脂を加熱して硬化させる押圧及び加熱工程とを含む。
【選択図】図4
特許請求の範囲
【請求項1】
サーミスタチップ、該サーミスタチップに直接的に又は引出線を介して接続された一対のリード線、及び少なくとも該サーミスタチップから該リード線の接続端部までを被覆する絶縁性被覆を備えた温度検出器を製造する方法にして、
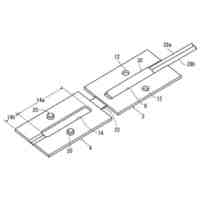
絶縁性合成樹脂から形成され、少なくとも一方の内面には所定方向に延在する受溝が配設されている一対のプレート部材を準備する準備工程と、
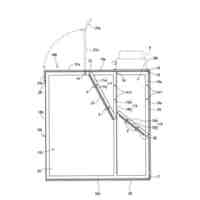
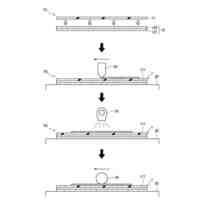
少なくとも該サーミスタチップから該リード線の接続端部までに、未硬化状態の絶縁性熱硬化性合成樹脂を塗布する塗布工程と、
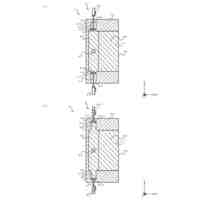
該準備工程及び該塗布工程の後に、未硬化状態の絶縁性熱硬化性合成樹脂が塗布された、少なくとも該サーミスタチップから該リード線の接続端部までを、該プレート部材の該一方の内面に配設されている該受溝内に少なくとも部分的に収容する収容工程と、
該収容工程の後に、該プレート部材の該一方に該プレート部材の他方を重ね合わせる重ね合わせ工程と、
該重ね合わせ工程の後に、該プレート部材の該他方の内面を該プレート部材の該一方の内面に押圧すると共に、該絶縁性熱硬化性合成樹脂を加熱して硬化させる、押圧及び加熱工程と、
を含むことを特徴とする方法。
続きを表示(約 880 文字)
【請求項2】
該プレート部材の該一方の内面に配設されている該受溝は、該プレート部材の該一方の片端縁近傍から他端縁まで延在する、請求項1記載の方法。
【請求項3】
該プレート部材の該他方の内面にも受溝が配設されており、該プレート部材の該一方に該プレート部材の他方を重ね合わせると、該プレート部材の該一方の内面に配設されている該受溝と該プレート部材の該他方の内面に配設されている該受溝とが整合して位置する、請求項2記載の方法。
【請求項4】
該プレート部材の該他方の内面に配設されている該受溝は、該プレート部材の該他方の片端縁近傍から他端縁まで延在し、該他端縁近傍から該他端縁までの部位における横断面形状は一対のリード線の外形に対応して並列配置されている2個の凹弧状である、請求項3記載の方法。
【請求項5】
該塗布工程においては、少なくとも該サーミスタチップから該リード線の接続端部までを未硬化状態の絶縁性熱硬化性合成樹脂内に浸漬し、次いで絶縁性熱硬化性合成樹脂から取り出すことによって、少なくとも該サーミスタチップから該リード線の接続端部までに絶縁性熱硬化性合成樹脂を塗布する、請求項1記載の方法。
【請求項6】
絶縁性熱硬化性合成樹脂は、シリカ粒子を混入してチキソ性を付与したエポキシ系合成樹脂である、請求項1記載の方法。
【請求項7】
該プレート部材の各々はポリアミド系合成樹脂から形成されている、請求項1記載の方法。
【請求項8】
該プレート部材の各々は0.7乃至1.0mmの厚さを有する、請求項1記載の方法。
【請求項9】
該プレート部材の該一方の外形と該他方の外形とは同一矩形状である、請求項1記載の方法。
【請求項10】
該プレート部材の該一方の内面に配設されている該受溝は該プレート部材の該一方の内面の幅方向中央部を長手方向に延在している、請求項9記載の方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
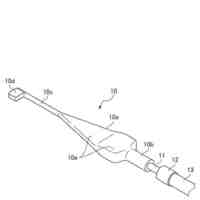
本発明は、温度検出器を製造する方法、更に詳しくはサーミスタチップ、このサーミスタチップに直接的に又は引出線を介して接続された一対のリード線、及び少なくともサーミスタチップからリード線の接続端部までを被覆する絶縁性被覆を備えた形態の温度検出器を製造する方法に関する。
続きを表示(約 3,700 文字)
【背景技術】
【0002】
当業者には周知の如く、サーミスタチップ、このサーミスタチップに直接的に又は引出線を介して接続された一対のリード線、及び少なくともサーミスタチップからリード線の接続端部までを被覆する絶縁性被覆を備えた形態の温度検出器が広く実用に供されている。かような形態の温度検出器を、例えば自動車に搭載されている二次電池の温度検出器として使用する場合、耐熱性及び機械的強度に優れていることに加えて、温度測定対象物に対して比較的広い面積で接触することができると共に充分に薄いことが望まれる。下記特許文献1には、かような要望を満たす温度検出器を製造する方法として、サーミスタチップ、このサーミスタチップに引出線を介して接続された一対のリード線、及び少なくともサーミスタチップからリード線の接続端部までを、一対の内側絶縁合成樹脂シート及び一対の外側絶縁合成樹脂シート間に配設し、一対の内側絶縁合成樹脂シート及び一対の外側絶縁合成樹脂シートを相互に接近する方向に且つそれらの平面に対して垂直な方向に加圧すると共に加熱することが開示されている。一対の内側絶縁合成樹脂シートの各々は融点が比較的低いフッ素系合成樹脂であるフッ素化エチレンプロピレンから構成され、一対の外側絶縁合成樹脂シートの各々は融点が比較的高いフッ素系合成樹脂であるポリテトラフルオロエチレンから構成されている。一対の内側合成樹脂シート及び一対の外側合成樹脂シートの各々の平面形状は矩形状であり、同一寸法及び同一平面形状を有する。加熱はフッ素化エチレンプロピレンの融点よりも高いがポリテトラフルオロエチレンの融点よりも低い温度で遂行され、従って一対の外側絶縁合成樹脂シートは溶融されることはないが、一対の内側絶縁合成樹脂シートは溶融され、しかる後に硬化される。溶融後硬化された内側絶縁合成樹脂シート及び外側絶縁合成樹脂シートが絶縁被覆を構成する。
【先行技術文献】
【特許文献】
【0003】
再公表特許WO2019/087755公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
而して、上記特許文献1に開示されている方法には、(1)加圧及び加熱の際に一対の内側絶縁合成樹脂シートと共に一対の外側絶縁合成樹脂シートを充分精密に位置付けることが必要であり、操作が煩雑である、(2)一対の内側絶縁合成樹脂シートを使用することに起因して内側絶縁合成樹脂の使用量が必要以上になり製造コストが増大する、という解決すべき問題がある。
【0005】
上記とおりの事実に鑑み、本発明者は、先に、特願2022-166278において、少なくともサーミスタチップからリード線の接続端部までに、未硬化状態の絶縁性熱硬化性合成樹脂を塗布し、しかる後に熱硬化性合成樹脂が塗布された少なくともサーミスタチップからリード線の接続端部までを一対の絶縁性合成樹脂シート間に介在させて、一対のシートを相互に接近する方向に且つそれらの平面に対して垂直な方向に加圧すると共に熱硬化性合成樹脂を加熱する方法を提案した。かような方法によれば、一対の内側絶縁合成樹脂シートを使用することに代えて、少なくともサーミスタチップからリード線の接続端部までに、未硬化状態の熱硬化性合成樹脂を塗布する故に、従来の方法に比べて比較的簡易に且つ内側絶縁合成樹脂の使用量を大幅に低減せしめて温度検出器を製造することができる。
【0006】
しかしながら、本発明者が提案して上記のとおりの方法も未だ充分に満足し得るものではなく、一対の絶縁性合成樹脂シート間に熱硬化性合成樹脂が塗布された少なくともサーミスタチップからリード線の接続端部までを位置付ける際に、一対の絶縁性合成樹脂シートに対して充分精密に位置付けることが必ずしも容易ではなく、位置付け操作が煩雑であり、そしてまた一対の絶縁性合成樹脂シートに対する位置付けに誤差が発生してしまう傾向がある。
【0007】
本発明は上記のとおりの事実に鑑みてなされたものであり、その主たる技術的課題は、従来の方法に比べて比較的簡易に且つ内側絶縁合成樹脂の使用量を大幅に低減せしめて製造することができることに加えて、煩雑な位置付け操作を必要とすることなく充分容易に且つ充分正確に熱硬化性合成樹脂が塗布された少なくともサーミスタチップからリード線の接続端部までを所定部位に位置付けることができる、新規且つ改良された温度検出器を製造する方法を提供することである。
【課題を解決するための手段】
【0008】
本発明者は、鋭意検討及び実験の結果、絶縁性合成樹脂から形成され、少なくとも一方の内面には所定方向に延在する受溝が配設されている一対のプレート部材を準備し、未硬化状態の絶縁性熱硬化性合成樹脂が塗布された、少なくともサーミスタチップからリード線の接続端部までを、プレート部材の一方の内面に配設されている受溝内に少なくとも部分的に収容することによって、上記主たる技術的課題を達成することができることを見出した。
【0009】
即ち、本発明によれば、上記主たる技術的課題を達成する温度検出器を製造する方法として、
サーミスタチップ、該サーミスタチップに直接的に又は引出線を介して接続された一対のリード線、及び少なくとも該サーミスタチップから該リード線の接続端部までを被覆する絶縁性被覆を備えた温度検出器を製造する方法にして、
絶縁性合成樹脂から形成され、少なくとも一方の内面には所定方向に延在する受溝が配設されている一対のプレート部材を準備する準備工程と、
少なくとも該サーミスタチップから該リード線の接続端部までに、未硬化状態の絶縁性熱硬化性合成樹脂を塗布する塗布工程と、
該準備工程及び該塗布工程の後に、未硬化状態の絶縁性熱硬化性合成樹脂が塗布された、少なくとも該サーミスタチップから該リード線の接続端部までを、該プレート部材の該一方の内面に配設されている該受溝内に少なくとも部分的に収容する収容工程と、
該収容工程の後に、該プレート部材の該一方に該プレート部材の他方を重ね合わせる重ね合わせ工程と、
該重ね合わせ工程の後に、該プレート部材の該他方の内面を該プレート部材の該一方の内面に押圧すると共に、該絶縁性熱硬化性合成樹脂を加熱して硬化させる、押圧及び加熱工程と、
を含むことを特徴とする方法が提供される。
【0010】
好ましくは、該プレート部材の該一方の内面に配設されている該受溝は、該プレート部材の該一方の片端縁近傍から他端縁まで延在する。該プレート部材の該他方の内面にも受溝が配設されており、該プレート部材の該一方に該プレート部材の他方を重ね合わせると、該プレート部材の該一方の内面に配設されている該受溝と該プレート部材の該他方の内面に配設されている該受溝とが整合して位置するのが好適である。該プレート部材の該他方の内面に配設されている該受溝は、該プレート部材の該他方の片端縁近傍から他端縁まで延在し、該他端縁近傍から該他端縁までの部位における横断面形状は一対のリード線の外形に対応して並列配置された2個の凹弧状であるのが望ましい。該塗布工程においては、少なくとも該サーミスタチップから該リード線の接続端部までを未硬化状態の絶縁性熱硬化性合成樹脂内に浸漬し、次いで絶縁性熱硬化性合成樹脂から取り出すことによって、少なくとも該サーミスタチップから該リード線の接続端部までに絶縁性熱硬化性合成樹脂を塗布するのが好都合である。絶縁性熱硬化性合成樹脂は、シリカ粒子を混入してチキソ性を付与したエポキシ系合成樹脂であるのが望ましい。該プレート部材の各々はポリアミド系合成樹脂から形成されているのが好適である。該プレート部材の各々は0.7乃至1.0mmの厚さを有するのが望ましい。好ましくは、該プレート部材の該一方の外形と該他方の外形とは同一矩形状である。該プレート部材の該一方の内面に配設されている該受溝は該プレート部材の該一方の内面の幅方向中央部を長手方向に延在しているのが好適である。好ましくは、該プレート部材の該一方と該他方とは可撓性薄肉接続片を介して接続されており、該一対のプレート部材の該一方及び該他方並びに該可撓性薄肉接続片は一体に形成されている。該可撓性薄肉接続片は該プレート部材の該一方の片端縁と該他方の片端縁とを接続しているのが好都合である。該プレート部材の該一方の内面には、凹部又は外面まで延びる貫通穴或いは突起が所定間隔をおいて2個形成されており、該一対のプレート部材の該他方の内面には、突起或いは凹部又は外面まで延びる貫通穴が所定間隔をおいて2個形成されており、該凹部又は該貫通穴に該突起を係合することによって該一対のプレート部材の該一方に対して該他方が所要とおりに位置付けられるのが好ましい。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社大泉製作所
温度検出器を製造する方法
23日前
ベック株式会社
塗膜処理方法
3か月前
中国電力株式会社
塗装工具
3か月前
中外炉工業株式会社
塗布装置
2か月前
株式会社シロハチ
換気ブース
23日前
大日本塗料株式会社
複層塗膜の形成方法
2か月前
東レエンジニアリング株式会社
塗布装置
3か月前
東レエンジニアリング株式会社
塗布装置
3か月前
東レエンジニアリング株式会社
塗布装置
2日前
トリニティ工業株式会社
塗装設備
2か月前
中外炉工業株式会社
間欠塗布装置
3か月前
株式会社丸一
エアゾール製品の噴口構造
3か月前
株式会社オンテックス
塗料塗布具
4日前
株式会社タイショウ
ペンホルダー
3か月前
理想科学工業株式会社
液体吐出装置
3か月前
株式会社ワークス
高圧散水機
2か月前
株式会社テクノコア
液体噴霧用ノズル
25日前
大日本塗料株式会社
塗装方法および塗料セット
1か月前
コニシセイコー株式会社
ミスト発生装置
1か月前
株式会社三鷹ホールディングス
薬液噴霧器
2日前
株式会社吉野工業所
泡吐出器
2か月前
ベステラ株式会社
PCB含有塗膜の無害化システム
2か月前
株式会社吉野工業所
液体噴出器
1か月前
菊水化学工業株式会社
塗装用ローラーによる塗装方法
2か月前
菊水化学工業株式会社
塗装用ローラーによる塗装方法
2か月前
東レエンジニアリング株式会社
塗布装置
3か月前
株式会社吉野工業所
吐出器
2か月前
株式会社SCREENホールディングス
塗工方法
3か月前
株式会社オプトラン
成膜方法及び成膜装置
4日前
三菱重工業株式会社
保護層形成装置
2か月前
株式会社大気社
塗装装置
1か月前
ブラザー工業株式会社
処理液塗布装置
3か月前
株式会社マキタ
噴霧装置
2か月前
有限会社バベッジ
液状物供給装置及び液状物供給方法
1か月前
株式会社不二越
加熱装置
1か月前
株式会社レゾナック
複合材料の製造方法
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ