TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024175448
公報種別
公開特許公報(A)
公開日
2024-12-18
出願番号
2023093240
出願日
2023-06-06
発明の名称
素子基板および液体吐出ヘッドとそれらの製造方法
出願人
キヤノン株式会社
代理人
個人
,
個人
主分類
B41J
2/16 20060101AFI20241211BHJP(印刷;線画機;タイプライター;スタンプ)
要約
【課題】互いに積層される板状部材の破損を抑え、高い平行度で接合でき、凹部への接着材の浸入が抑えられる素子基板を提供する。
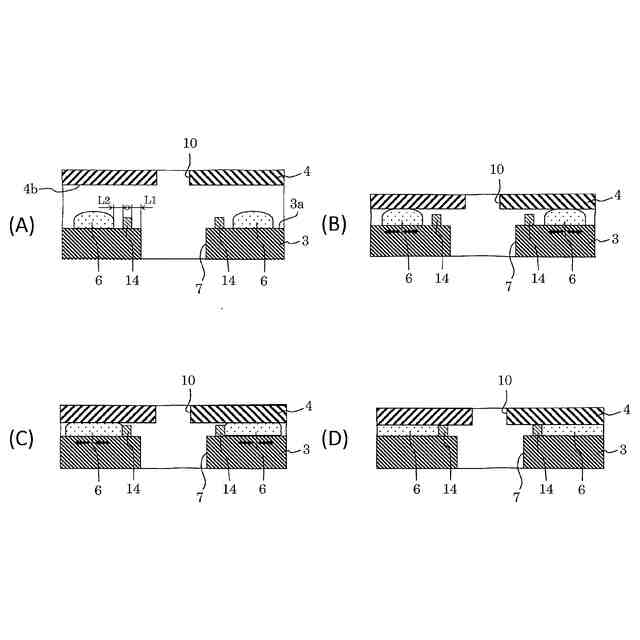
【解決手段】積層構造の素子基板2の板状部材3,4が凹部7を有している。板状部材3の、凹部7の内周縁部から間隔をおいて凹部7を囲む位置に弾性構造体14を設け、板状部材3の、弾性構造体14から見て凹部7と反対側に接着材6を設け、その後、凹部7と弾性構造体14と接着材6とが板状部材3の互いに対向する面に位置するように板状部材3,4を互いに重ね合わせて加圧し、接着材6を、板状部材3,4の間であって弾性構造体14から見て凹部7と反対側の部分で拡げさせ、接着材6を硬化させて1対の板状部材3,4を接合する。板状部材3,4を重ね合わせる段階での弾性構造体14の弾性率Bと、板状部材4の弾性率AとがA>Bの関係である。
【選択図】図2
特許請求の範囲
【請求項1】
互いに接合された少なくとも1対の板状部材を含む積層構造を有する素子基板の製造方法であって、
前記1対の前記板状部材の少なくとも一方が凹部を有しており、
一方の前記板状部材の、前記凹部の内周縁部から間隔をおいて当該凹部を囲む位置にあたる部分に、弾性構造体を設ける工程と、
一方の前記板状部材または他方の前記板状部材の、前記弾性構造体から見て前記凹部と反対側になる部分に接着材を設ける工程と、
前記弾性構造体と前記接着材とを設けた後に、前記凹部と前記弾性構造体と前記接着材とが前記1対の前記板状部材の互いに対向する面に位置するように前記1対の前記板状部材を互いに重ね合わせ、前記1対の前記板状部材を互いに接近させるように加圧することで、前記接着材を、1対の前記板状部材の間であって前記弾性構造体から見て前記凹部の反対側の部分で拡げさせる工程と、
前記接着材を硬化させて前記1対の板状部材を接合する工程と、
を含み、
前記1対の前記板状部材を互いに重ね合わせる段階での前記弾性構造体の弾性率Bと、前記弾性構造体が当接する前記板状部材の弾性率Aとが、A>Bの関係であることを特徴とする、素子基板の製造方法。
続きを表示(約 760 文字)
【請求項2】
前記凹部と前記弾性構造体と前記接着材とを一方の前記板状部材の同一の面に設ける、請求項1に記載の素子基板の製造方法。
【請求項3】
前記弾性構造体を設ける工程で、前記弾性構造体を前記凹部の内周縁部から1μm以上の間隔をおいて配置する、請求項1または2に記載の素子基板の製造方法。
【請求項4】
前記接着材を設ける工程で、前記接着材を前記弾性構造体から1μm以上の間隔をおいて配置する、請求項1または2に記載の素子基板の製造方法。
【請求項5】
前記1対の前記板状部材を互いに重ね合わせる段階で、前記弾性構造体の弾性率Bと、前記接着材の弾性率Cとが、B>Cの関係である、請求項1または2に記載の素子基板の製造方法。
【請求項6】
前記板状部材の弾性率Aが50GPa以上であり、前記弾性構造体の弾性率Bが100MPa以上50GPa未満であり、前記接着材の弾性率Cが100MPa未満である、請求項5に記載の素子基板の製造方法。
【請求項7】
前記1対の板状部材を接着する工程で、前記弾性構造体を前記接着材と同時に完全に硬化させる、請求項1または2に記載の素子基板の製造方法。
【請求項8】
前記弾性構造体は、前記接着材と同じ材料からなり当該材料が仮硬化したものである、請求項7に記載の素子基板の製造方法。
【請求項9】
前記1対の板状部材を接着する工程で、前記弾性構造体と前記接着材とを一体化させる、請求項8に記載の素子基板の製造方法。
【請求項10】
前記弾性構造体は感光性材料からなる、請求項1または2に記載の素子基板の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、素子基板および液体吐出ヘッドとそれらの製造方法に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
一般的な液体吐出ヘッドは積層構造の素子基板を有している。一例としては、MEMS(Micro Electro Mechanical Systems)技術によって圧力室や流路等が形成された複数の板状部材を、接着材を用いて互いに接合させることによって、積層構造の素子基板が形成されている。液体吐出ヘッドの液体吐出の精度は、各板状部材の積層の精度によって左右される。例えば、圧力室が形成された板状部材(基板)と流路および吐出口が形成された板状部材(流路形成部材)との積層の精度が低く、接合用の接着材が流路内に流れ込んでいると、液体の円滑な流れが妨げられ、所望の液滴吐出ができなくなる可能性がある。
【0003】
特許文献1には、接合される板状部材の一方に接着材の逃げ溝と凸部を予め形成しておき、凸部を他方の板状部材に圧接させた状態で両板状部材を接合させる方法が開示されている。この方法によると、接着材の一部が逃げ溝に流れ込むことで、流路内に接着材が浸入することが抑えられる。凸部が両板状部材の間の空間を確保することで、両板状部材の間に位置する接着材の層が過剰に加圧されて薄くなり過ぎてはみ出した接着材が流路に浸入することが抑えられる。
【先行技術文献】
【特許文献】
【0004】
特開2016-190498号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に記載されている方法では、剛性を有する一方の板状部材に設けられた凸部が、同等の剛性を有する他方の板状部材に強く突き当てられ、凸部や他方の板状部材が破損する可能性がある。そして、それらの破損により両板状部材の平行度が保てなくなることや、破損部から液体が漏出することなどの問題が生じる可能性がある。仮に、凸部や板状部材の破損を回避するために、凸部が他方の板状部材にほとんど突き当たらない状態で接着材により両板状部材を固定すると、両板状部材の平行度が低下することや、接着材の使用量が多くなることなどの問題が生じる。
【0006】
そこで、本発明の目的は、互いに積層される板状部材の破損を抑えつつ高い平行度で接合できるとともに、凹部への接着材の浸入が抑えられる素子基板および液体吐出ヘッドとそれらの製造方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明の、互いに接合された少なくとも1対の板状部材を含む積層構造を有する素子基板の製造方法では、前記1対の前記板状部材の少なくとも一方が凹部を有しており、一方の前記板状部材の、前記凹部の内周縁部から間隔をおいて当該凹部を囲む位置にあたる部分に、弾性構造体を設ける工程と、一方の前記板状部材または他方の前記板状部材の、前記弾性構造体から見て前記凹部と反対側になる部分に接着材を設ける工程と、前記弾性構造体と前記接着材とを設けた後に、前記凹部と前記弾性構造体と前記接着材とが前記1対の前記板状部材の互いに対向する面に位置するように前記1対の前記板状部材を互いに重ね合わせ、前記1対の前記板状部材を互いに接近させるように加圧することで、前記接着材を、1対の前記板状部材の間であって前記弾性構造体から見て前記凹部の反対側の部分で拡げさせる工程と、前記接着材を硬化させて前記1対の板状部材を接合する工程と、を含み、前記1対の前記板状部材を互いに重ね合わせる段階での前記弾性構造体の弾性率Bと、前記弾性構造体が当接する前記板状部材の弾性率Aとが、A>Bの関係であることを特徴とする。
【発明の効果】
【0008】
本発明によると、互いに積層される板状部材の破損を抑えつつ高い平行度で接合できるとともに、凹部への接着材の浸入が抑えられる素子基板および液体吐出ヘッドが得られる。
【図面の簡単な説明】
【0009】
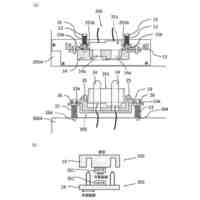
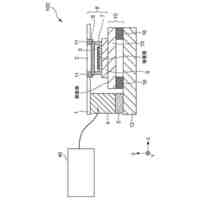
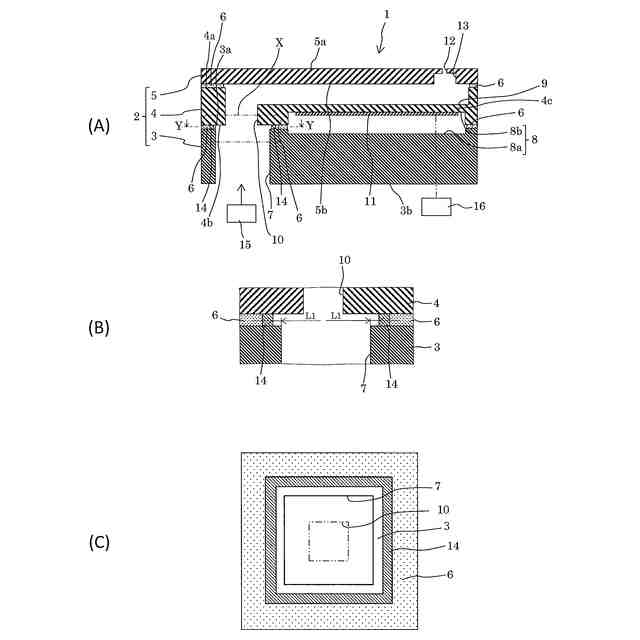
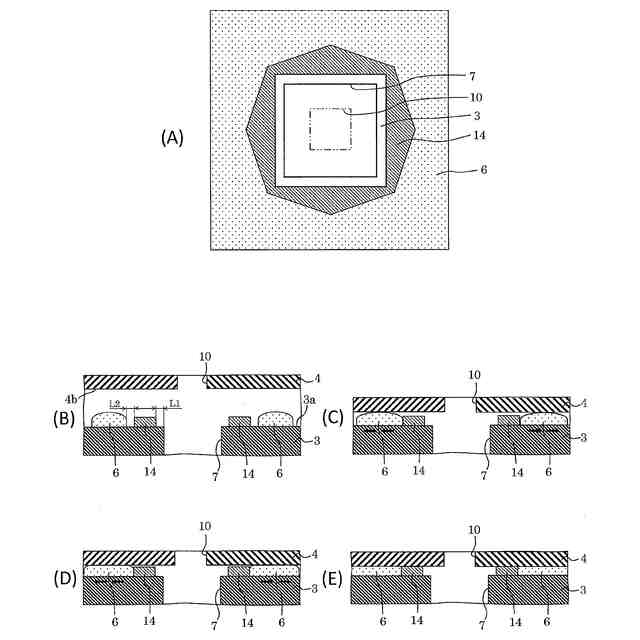
本発明の第1の実施形態の液体吐出ヘッドを模式的に示す側面断面図と、その素子基板の要部を拡大して示す側面断面図および平面断面図である。
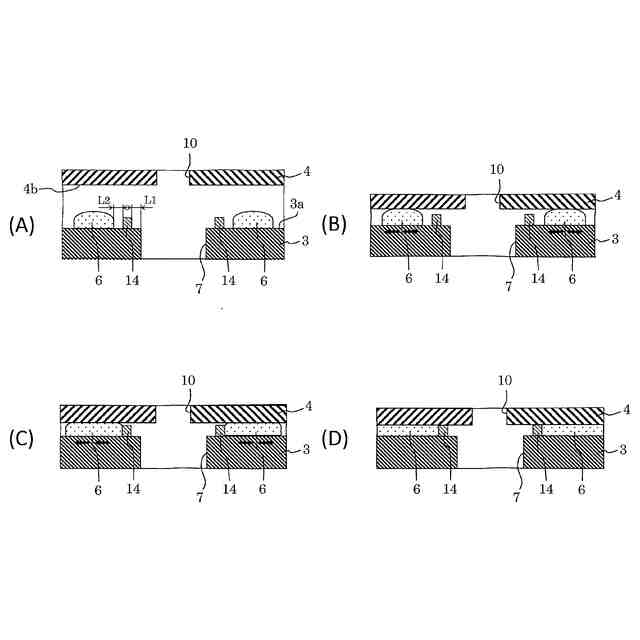
図1に示す素子基板の製造方法の一部の工程を示す要部の側面断面図である。
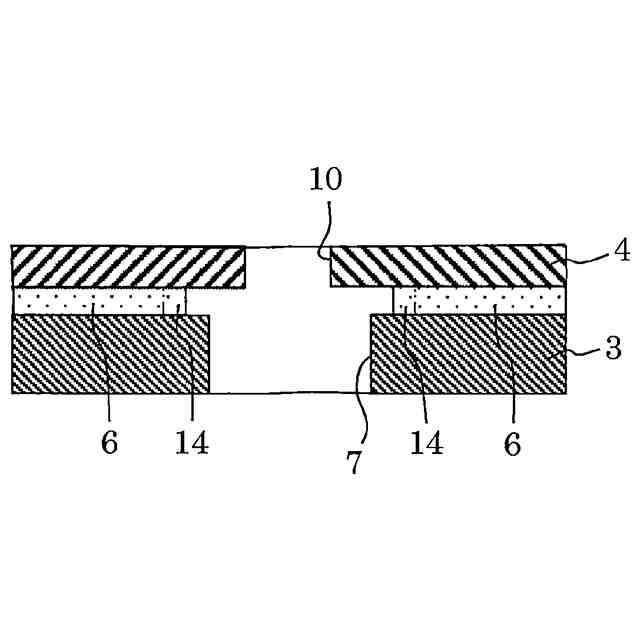
第1の実施形態の液体吐出ヘッドの素子基板の一例の要部を拡大して示す側面断面図である。
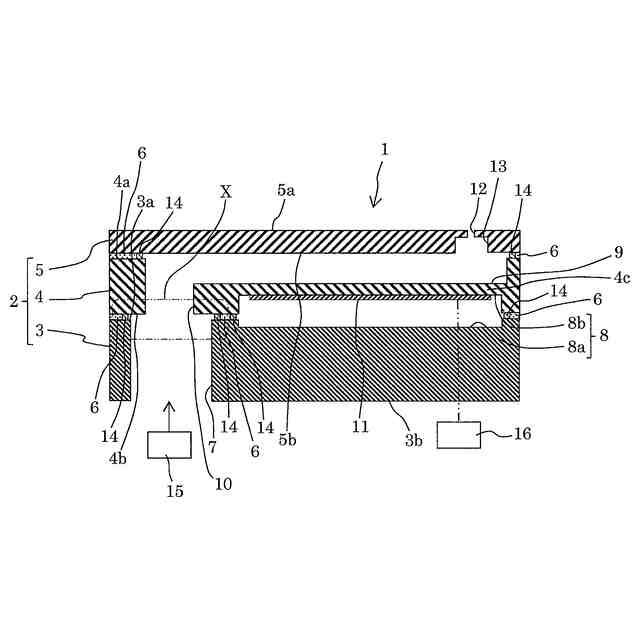
第1の実施形態の液体吐出ヘッドの変形例を模式的に示す側面断面図である。
第1の実施形態において用いられる接着材の温度と弾性率の関係を示すグラフである。
本発明の第2の実施形態の液体吐出ヘッドの素子基板の要部を拡大して示す平面断面図と、その素子基板の製造方法の一部の工程を示す要部の側面断面図である。
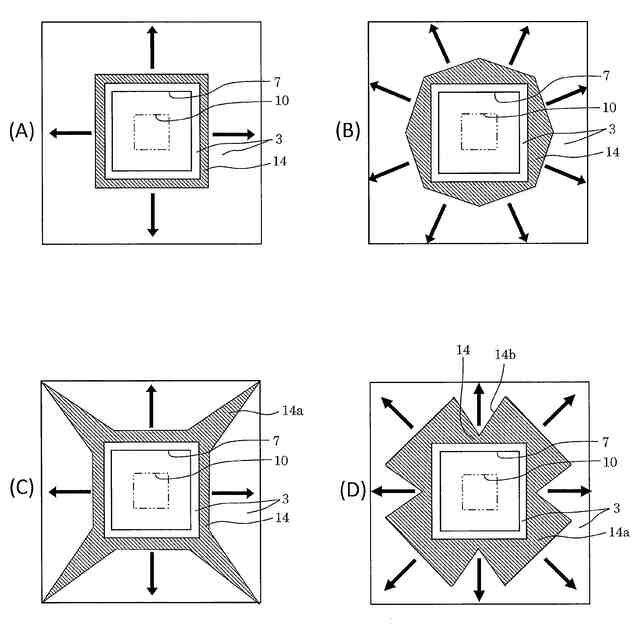
本発明の第1~4の実施形態の液体吐出ヘッドの素子基板の要部を拡大して示す平面断面図である。
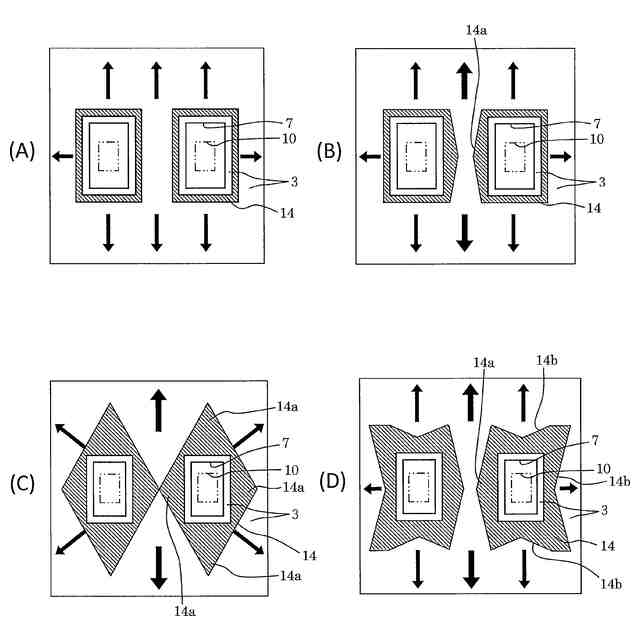
本発明の第5~8の実施形態の液体吐出ヘッドの素子基板の要部を拡大して示す平面断面図である。
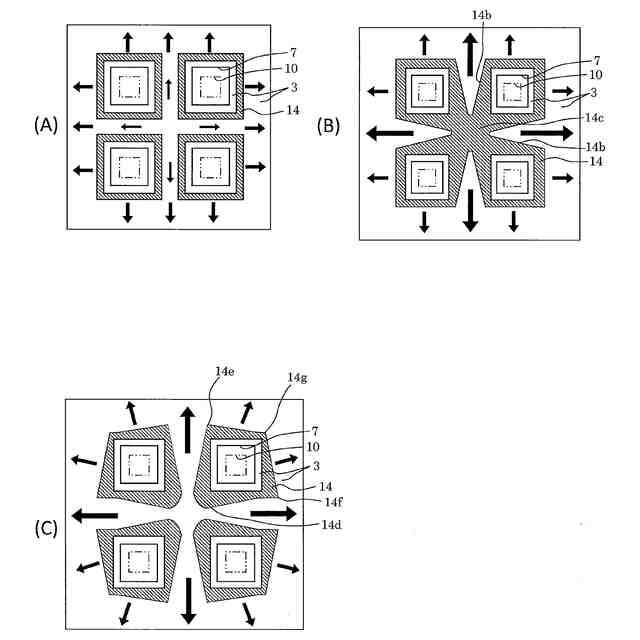
本発明の第9~11の実施形態の液体吐出ヘッドの素子基板の要部を拡大して示す平面断面図である。
本発明の第12~14の実施形態の液体吐出ヘッドの素子基板の要部を拡大して示す平面断面図である。
本発明の第15の実施形態の液体吐出ヘッドの素子基板の製造方法の一例の、一部の工程を示す要部の側面断面図である。
第15の実施形態の液体吐出ヘッドの素子基板の製造方法の他の例の、一部の工程を示す要部の側面断面図である。
第15の実施形態の液体吐出ヘッドの素子基板の製造方法のさらに他の例の、一部の工程を示す要部の側面断面図である。
第16~17の実施形態の液体吐出ヘッドの素子基板の要部の側面断面図である。
【発明を実施するための形態】
【0010】
以下、本発明の実施形態について、図面を参照して説明する。同一の部材には同一の符号を付し、重複する説明は省略する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
キヤノン株式会社
トナー
4日前
キヤノン株式会社
トナー
9日前
キヤノン株式会社
トナー
9日前
キヤノン株式会社
トナー
9日前
キヤノン株式会社
トナー
9日前
キヤノン株式会社
トナー
4日前
キヤノン株式会社
培養装置
9日前
キヤノン株式会社
記録装置
10日前
キヤノン株式会社
撮像装置
17日前
キヤノン株式会社
撮像装置
19日前
キヤノン株式会社
撮像装置
22日前
キヤノン株式会社
現像装置
12日前
キヤノン株式会社
電子機器
2日前
キヤノン株式会社
光学装置
10日前
キヤノン株式会社
情報機器
17日前
キヤノン株式会社
定着装置
9日前
キヤノン株式会社
現像装置
12日前
キヤノン株式会社
撮像装置
9日前
キヤノン株式会社
培養装置
9日前
キヤノン株式会社
撮像装置
2日前
キヤノン株式会社
撮像装置
2日前
キヤノン株式会社
撮像装置
18日前
キヤノン株式会社
培養装置
9日前
キヤノン株式会社
光学機器
18日前
キヤノン株式会社
撮像装置
19日前
キヤノン株式会社
プログラム
4日前
キヤノン株式会社
プログラム
4日前
キヤノン株式会社
プログラム
4日前
キヤノン株式会社
画像形成装置
4日前
キヤノン株式会社
画像形成装置
11日前
キヤノン株式会社
画像形成装置
2日前
キヤノン株式会社
画像形成装置
18日前
キヤノン株式会社
画像形成装置
16日前
キヤノン株式会社
液体吐出装置
10日前
キヤノン株式会社
画像形成装置
16日前
キヤノン株式会社
細胞剥離装置
16日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ