TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024174637
公報種別
公開特許公報(A)
公開日
2024-12-17
出願番号
2023092561
出願日
2023-06-05
発明の名称
供給装置
出願人
村田機械株式会社
代理人
個人
主分類
B65H
67/06 20060101AFI20241210BHJP(運搬;包装;貯蔵;薄板状または線条材料の取扱い)
要約
【課題】搬送装置が頻繁に停止することに起因したボビンの供給効率の低下を回避可能な供給装置を提供する。
【解決手段】供給装置は、第1コンベアと、第2コンベアと、到着センサと、制御装置と、を備える。第1コンベアは、複数のボビンを1つずつに分けて、当該ボビンを個別に搬送する。第2コンベアは、第1コンベアから受け渡されたボビンを搬送する。到着センサは到着位置にあるボビンを検出する。第1コンベアを停止させる条件の1つには、到着位置にボビンが存在すると判定されることが含まれる。制御装置は、第2コンベアが運転中の場合は、連続検出時間が第1閾値に到達することで到着位置にボビンが存在すると判定する。制御装置は、第2コンベアが停止中の場合は、連続検出時間が第2閾値に到達することで到着位置にボビンが存在すると判定する。第1閾値が第2閾値よりも長い。
【選択図】図5
特許請求の範囲
【請求項1】
紡績機で紡績された糸が芯管に巻き付けられて形成されたボビンを糸巻取機に供給する供給装置において、
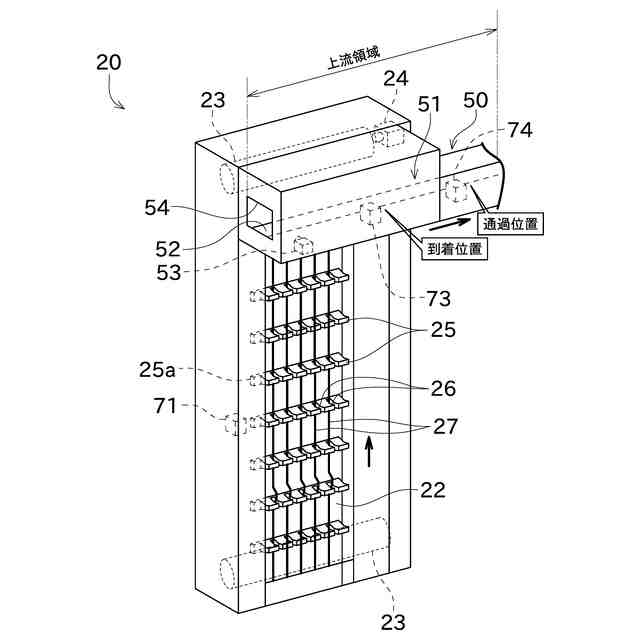
複数の前記ボビンを1つずつに分けて、当該ボビンを個別に搬送する第1コンベアと、
前記第1コンベアから受け渡された前記ボビンを搬送する第2コンベアと、
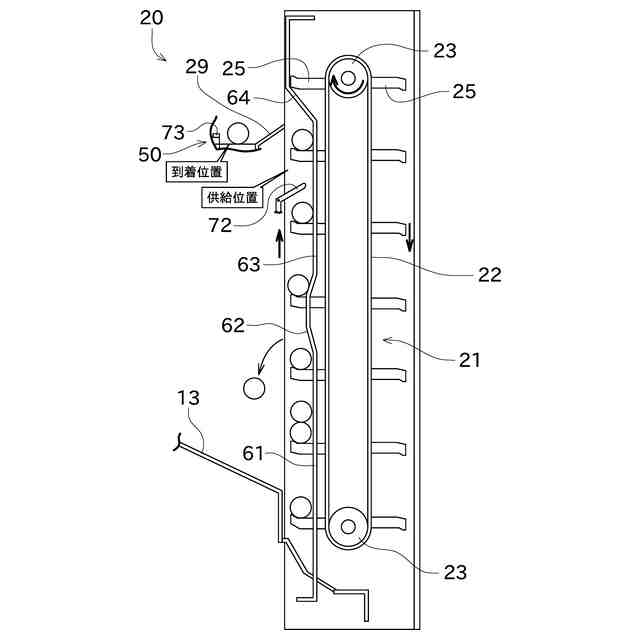
前記第2コンベアの位置であって、かつ、前記第1コンベアから前記ボビンが受け渡される位置である到着位置にある前記ボビンを検出する到着センサと、
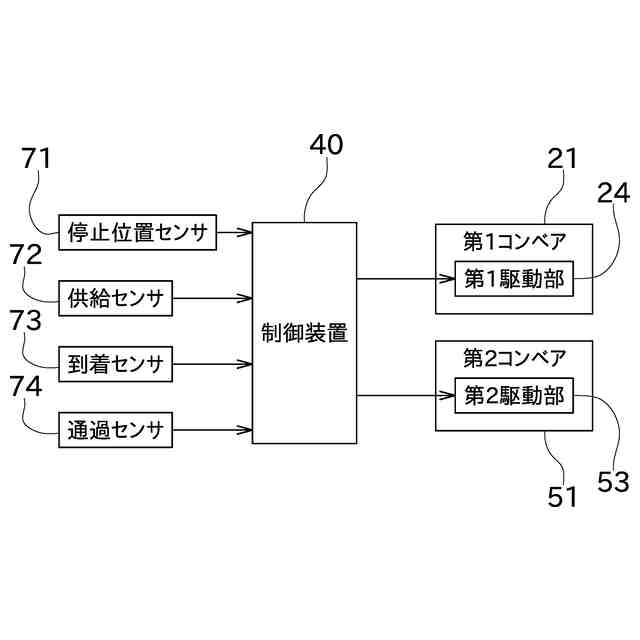
制御装置と、
を備え、
前記制御装置は、前記到着位置で前記ボビンを連続して検出した連続検出時間に基づいて前記到着位置に前記ボビンが存在するか否かを判定し、
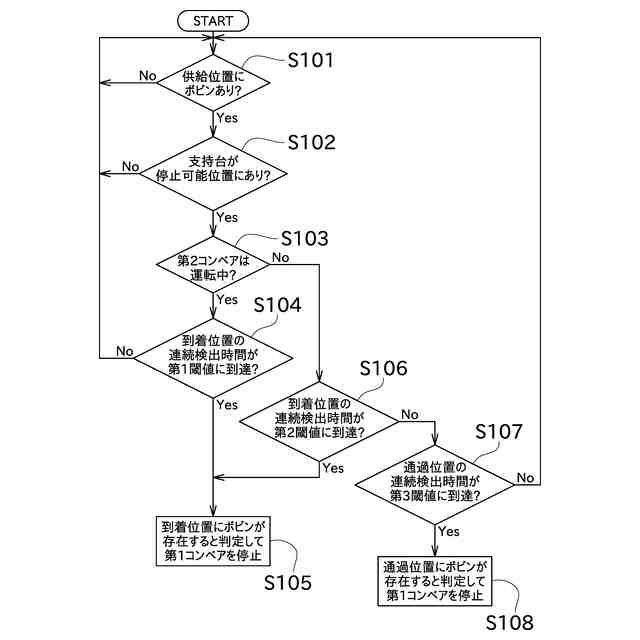
前記第1コンベアを停止させる条件の1つには、前記到着位置に前記ボビンが存在すると判定されることが含まれ、
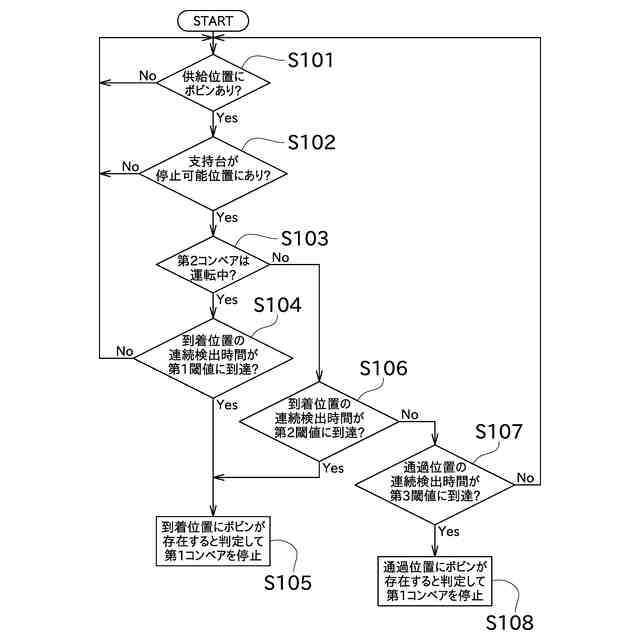
前記制御装置は、前記第2コンベアが運転中の場合は、前記連続検出時間が第1閾値に到達することで前記到着位置に前記ボビンが存在すると判定し、
前記制御装置は、前記第2コンベアが停止中の場合は、前記連続検出時間が第2閾値に到達することで前記到着位置に前記ボビンが存在すると判定し、
前記第1閾値が前記第2閾値よりも長いことを特徴とする供給装置。
続きを表示(約 1,500 文字)
【請求項2】
請求項1に記載の供給装置であって、
前記第2コンベアの位置であって、かつ、前記到着位置よりも前記ボビンの搬送方向の下流にある通過位置にある前記ボビンを検出する通過センサを備え、
前記制御装置は、前記第2コンベアが運転中の場合は、前記通過位置に前記ボビンが存在するか否かに関係なく、前記到着位置に前記ボビンが存在すると判定したときに、前記第1コンベアを停止させる条件を満たすと判定し、
前記制御装置は、前記第2コンベアが停止中の場合は、前記到着位置と前記通過位置の少なくとも一方に前記ボビンが存在すると判定したときに、前記第1コンベアを停止させる条件を満たすと判定することを特徴とする供給装置。
【請求項3】
請求項1又は2に記載の供給装置であって、
前記第1コンベアの位置であって、かつ、前記第2コンベアに前記ボビンを受け渡す位置である供給位置に存在する前記ボビンを検出する供給センサを備え、
前記第1コンベアを停止させる条件の1つには、前記供給センサが前記ボビンを検出していることが含まれることを特徴とする供給装置。
【請求項4】
請求項1から3までの何れか一項に記載の供給装置であって、
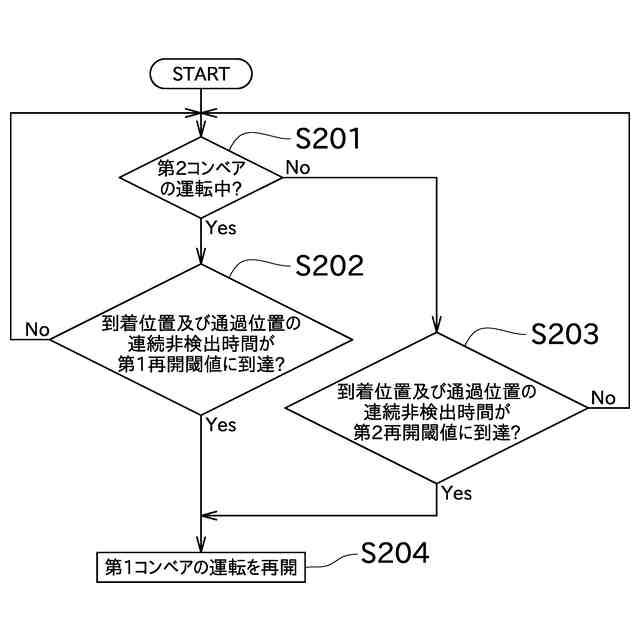
停止中の前記第1コンベアの運転を再開する条件には、前記到着位置と、前記到着位置よりも前記ボビンの搬送方向の下流にある通過位置と、の両方に前記ボビンが存在しないと前記制御装置が判定したことが含まれることを特徴とする供給装置。
【請求項5】
請求項4に記載の供給装置であって、
前記到着位置又は前記通過位置で前記ボビンを連続して非検出であった時間を連続非検出時間と称し、
停止中の前記第1コンベアの運転を再開する条件には、前記第2コンベアが運転中の場合は、前記到着位置と前記通過位置の前記連続非検出時間が第1再開閾値に到達したことが含まれ、
停止中の前記第1コンベアの運転を再開する条件には、前記第2コンベアが停止中の場合は、前記到着位置と前記通過位置の前記連続非検出時間が第2再開閾値に到達したことが含まれ、
前記第1再開閾値が前記第2再開閾値よりも短いことを特徴とする供給装置。
【請求項6】
請求項1から5までの何れか一項に記載の供給装置であって、
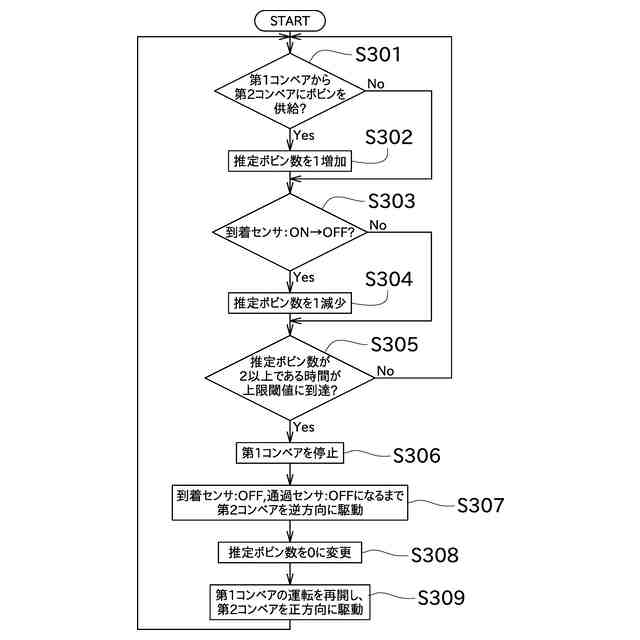
前記制御装置は、前記第2コンベアの上流端から中途部までの領域である上流領域に存在する前記ボビンの数の推定値である推定ボビン数を算出し、
前記制御装置は、前記推定ボビン数が2である時間が連続して上限閾値を経過した場合、前記第1コンベアを停止させることを特徴とする供給装置。
【請求項7】
請求項6に記載の供給装置であって、
前記制御装置は、前記推定ボビン数が2である時間が連続して上限閾値を経過した場合、前記第2コンベアを逆方向に駆動して、前記上流領域にある前記ボビンを排出することを特徴とする供給装置。
【請求項8】
請求項6又は7に記載の供給装置であって、
前記制御装置は、前記第1コンベアから前記第2コンベアに前記ボビンが供給されることで、前記推定ボビン数を1つ増加させることを特徴とする供給装置。
【請求項9】
請求項6から8までの何れか一項に記載の供給装置であって、
前記第2コンベアの位置であって、
前記制御装置は、前記到着センサが前記ボビンを検出する状態から前記ボビンを検出しない状態に切り替わることで、前記推定ボビン数を1つ減少させることを特徴とする供給装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、主として、紡績機で紡績された糸が巻かれたボビンを糸巻取機に供給する供給装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
特許文献1の給糸ボビン供給装置は、ボビン投入部と、ボビン取出部と、トレイ載置部と、を備える。ボビン投入部には、コンテナに入れられて運ばれてきたボビンが投入される。ボビン取出部は、投入されたボビンを1本ずつ取り上げて個別化し、トレイ載置部にボビンを受け渡す。トレイ載置部は、ボビン取出部から受け取ったボビンをトレイに載置する。トレイに載置されたボビンはコンベアによって糸巻取機まで搬送される。
【0003】
特許文献2には、特許文献1と同様の給糸ボビン供給装置が開示されている。特許文献2の給糸ボビン供給装置には、ボビンの搬送経路の様々な箇所にボビン検出センサが設けられている。
【先行技術文献】
【特許文献】
【0004】
特開2012-184075号公報
特開2016-3066号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ボビン検出センサは、例えば、ボビンの搬送を許可するか否かを判定するために用いられる。具体的には、搬送先にボビンが存在しないと判定された場合、ボビンの搬送が許可される。搬送先にボビンが存在すると判定された場合、ボビンの搬送を許可しない。そのため、搬送先にボビンが存在しないと判定されるまで、搬送装置が停止される。しかし、この方法では、搬送装置が頻繁に停止されることとなり、ボビンの供給効率が低下する。
【0006】
本発明は以上の事情に鑑みてされたものであり、その主要な目的は、搬送装置が頻繁に停止することに起因したボビンの供給効率の低下を回避可能な供給装置を提供することにある。
【発明の概要】
課題を解決するための手段及び効果
【0007】
本発明の解決しようとする課題は以上の如くであり、次にこの課題を解決するための手段とその効果を説明する。
【0008】
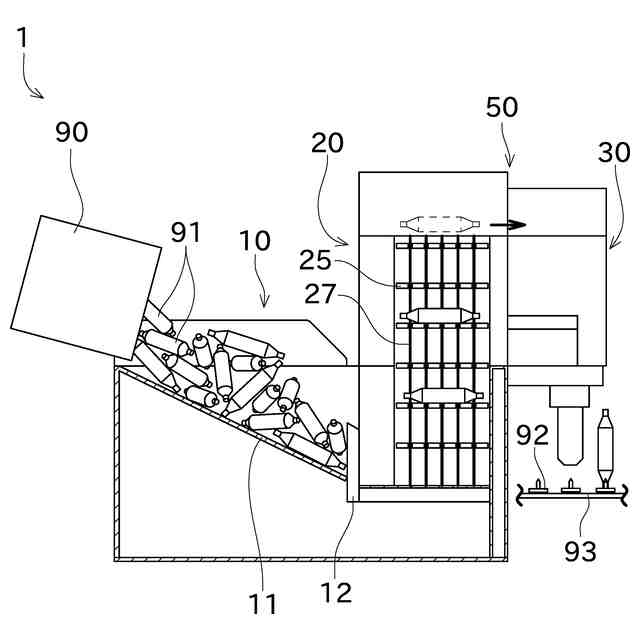
本発明の観点によれば、以下の構成の供給装置が提供される。即ち、供給装置は、紡績機で紡績された糸芯管に巻き付けられて形成されたボビンを糸巻取機に供給する。供給装置は、第1コンベアと、第2コンベアと、到着センサと、制御装置と、を備える。前記第1コンベアは、複数の前記ボビンを1つずつに分けて、当該ボビンを個別に搬送する。前記第2コンベアは、前記第1コンベアから受け渡された前記ボビンを搬送する。前記到着センサは、前記第2コンベアの位置であって、かつ、前記第1コンベアから前記ボビンが受け渡される位置である到着位置にある前記ボビンを検出する。前記制御装置は、前記到着位置で前記ボビンを連続して検出した連続検出時間に基づいて前記到着位置に前記ボビンが存在するか否かを判定する。前記第1コンベアを停止させる条件の1つには、前記到着位置に前記ボビンが存在すると判定されることが含まれる。前記制御装置は、前記第2コンベアが運転中の場合は、前記連続検出時間が第1閾値に到達することで前記到着位置に前記ボビンが存在すると判定する。前記制御装置は、前記第2コンベアが停止中の場合は、前記連続検出時間が第2閾値に到達することで前記到着位置に前記ボビンが存在すると判定する。前記第1閾値が前記第2閾値よりも長い。
【0009】
第2コンベアが運転中の場合は、第2コンベアによりボビンが搬送されるため、時間が経過すれば到着位置からボビンが搬送される可能性が高い。そのため、第1閾値を第2閾値よりも長い時間にすることにより、到着位置にボビンが存在すると判定される頻度が低下する。そのため、第1コンベアが頻繁に停止しないので、ボビンの供給効率の低下を回避できる。
【0010】
前記の供給装置においては、以下の構成とすることが好ましい。即ち、供給装置は、前記第2コンベアの位置であって、かつ、前記到着位置よりも前記ボビンの搬送方向の下流にある通過位置にある前記ボビンを検出する通過センサを備える。前記制御装置は、前記第2コンベアが運転中の場合は、前記通過位置に前記ボビンが存在するか否かに関係なく、前記到着位置に前記ボビンが存在すると判定したときに、前記第1コンベアを停止させる条件を満たすと判定する。前記制御装置は、前記第2コンベアが停止中の場合は、前記到着位置と前記通過位置の少なくとも一方に前記ボビンが存在すると判定したときに、前記第1コンベアを停止させる条件を満たすと判定する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
村田機械株式会社
繊維機械システム
17日前
個人
箱
2か月前
個人
ゴミ箱
2か月前
個人
構造体
10か月前
個人
包装体
3か月前
個人
収納用具
6か月前
個人
物品収納具
6か月前
個人
折り畳み水槽
3か月前
個人
パウチ補助具
2か月前
個人
ダンボール宝箱
3か月前
個人
閉塞装置
10日前
個人
掃除楽々ゴミ箱
7か月前
個人
開封用カッター
8か月前
個人
圧縮収納袋
3か月前
個人
パウチ容器
9か月前
個人
チャック付き袋体
9か月前
個人
折りたたみコップ
9か月前
株式会社イシダ
包装装置
2か月前
個人
開口しやすいレジ袋
10か月前
三甲株式会社
容器
6か月前
個人
粘着テープ剥がし具
8か月前
個人
穿孔紐通し結束器具
11か月前
積水樹脂株式会社
接着剤
2か月前
個人
チャック付き保存袋
8か月前
個人
塗料容器用蓋
3か月前
株式会社新弘
容器
2か月前
株式会社新弘
容器
2か月前
個人
粘着テープ剥がし具
4か月前
個人
プラスチックバッグ
11か月前
三甲株式会社
容器
5か月前
個人
伸縮するゴミ収納器
10か月前
積水樹脂株式会社
接着剤
7か月前
個人
粘着テープ切断装置
5か月前
個人
包装箱
9日前
株式会社イシダ
箱詰装置
5か月前
日東精工株式会社
検査装置
6か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ