TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024173194
公報種別
公開特許公報(A)
公開日
2024-12-12
出願番号
2023091435
出願日
2023-06-02
発明の名称
射出装置とこれを備えた射出成形機、及び射出成形機の改造方法
出願人
株式会社日本製鋼所
代理人
個人
,
個人
主分類
B29C
45/60 20060101AFI20241205BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】スクリュに連結軸が取り付けられた射出装置において、スクリュの傾きを抑制する。
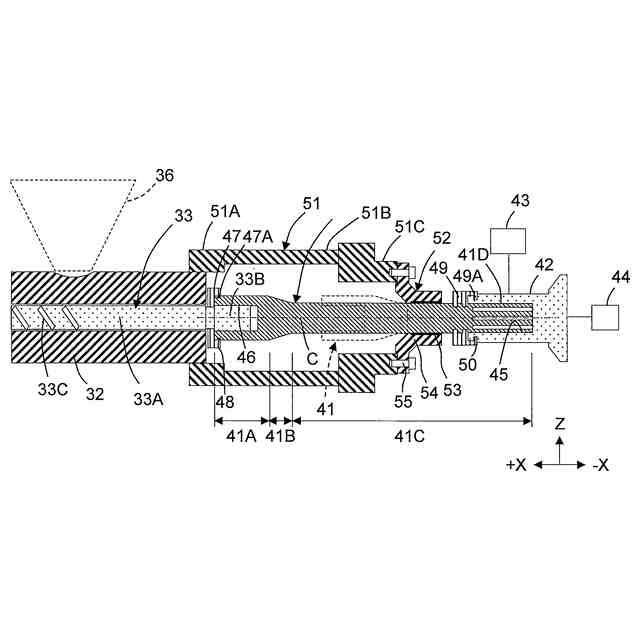
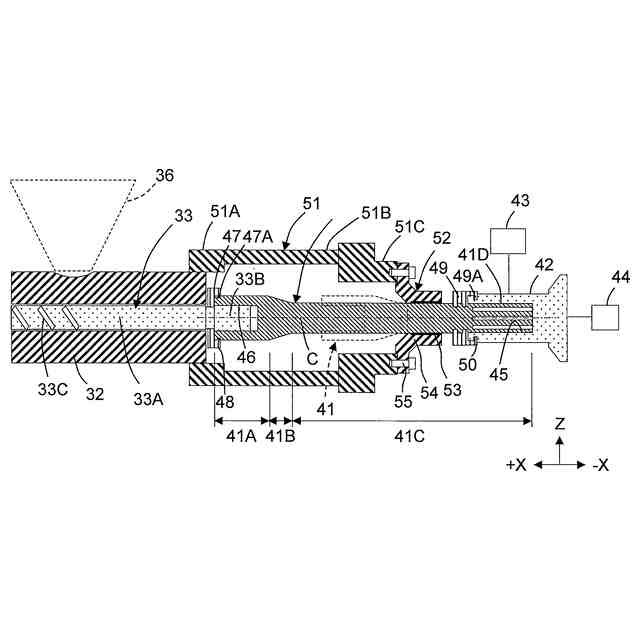
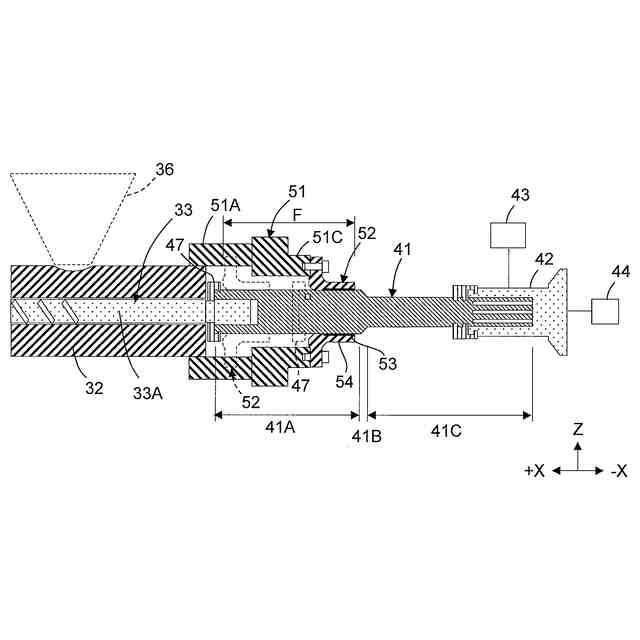
【解決手段】射出装置3は、シリンダ32と、少なくとも一部がシリンダ32の内部に収容され、回転可能且つシリンダ32の軸方向に移動可能なスクリュ33と、スクリュ33を駆動する駆動軸42と、スクリュ33と駆動軸42とを連結する連結軸41と、スクリュ33と駆動軸42との間に位置し、連結軸41の回転と軸方向の移動を許容し、連結軸41を少なくとも鉛直方向に支持する支持部材52と、を有する。
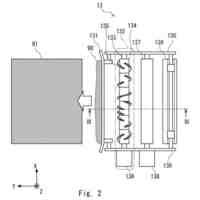
【選択図】図2
特許請求の範囲
【請求項1】
シリンダと、
少なくとも一部が前記シリンダの内部に収容され、回転可能且つ前記シリンダの軸方向に移動可能なスクリュと、
前記スクリュを駆動する駆動軸と、
前記スクリュと前記駆動軸とを連結する連結軸と、
前記スクリュと前記駆動軸との間に位置し、前記連結軸の回転と前記軸方向の移動を許容し、前記連結軸を少なくとも鉛直方向に支持する支持部材と、を有する射出装置。
続きを表示(約 670 文字)
【請求項2】
前記シリンダに接続され前記連結軸を覆うスペーサ部材を有し、
前記支持部材は、前記連結軸に嵌められたブッシュと、前記スペーサ部材に取り付けられた前記ブッシュの装着部と、を有する、請求項1に記載の射出装置。
【請求項3】
前記ブッシュは前記装着部にはめ合いで装着されている、請求項2に記載の射出装置。
【請求項4】
前記装着部は、前記ブッシュの前記スクリュに近い先端部を保持する保持部を有する、請求項2に記載の射出装置。
【請求項5】
前記ブッシュは無給油ブッシュである、請求項2に記載の射出装置。
【請求項6】
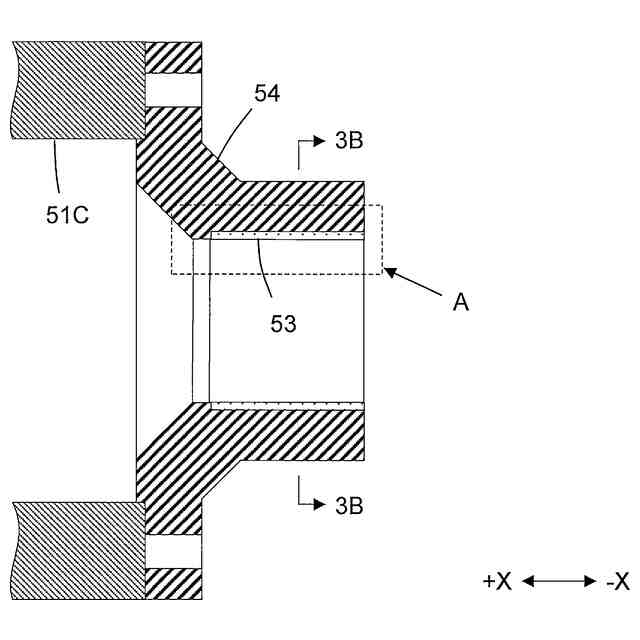
前記連結軸は、前記支持部材が対向可能な区間において、前記スクリュとの接続部と同じ一定の直径を有している、請求項2に記載の射出装置。
【請求項7】
請求項1から6に記載の射出装置と、型締装置と、を有する射出成形機。
【請求項8】
シリンダと、
少なくとも一部が前記シリンダの内部に位置し、前記シリンダに対して回転可能且つ前記シリンダの軸方向に移動可能なスクリュと、
前記スクリュを駆動する駆動軸と、
前記スクリュと前記駆動軸とを連結する連結軸と、
を有する射出成形機の改造方法であって、
前記スクリュと前記駆動軸との間に、前記連結軸の回転と前記軸方向の移動を許容し、前記連結軸を少なくとも鉛直方向に支持する支持部材を取り付けることを有する射出成形機の改造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、射出装置とこれを備えた射出成形機、及び射出成形機の改造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
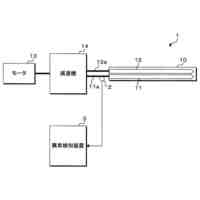
射出成形機は一般に油圧式射出成形機と電動式射出成形機とに分類される。特許文献1には、油圧式射出成形機を電動式射出成形機に改造する方法が記載されている。この方法によれば、油圧式射出成形機を電動式射出成形機に改造する際に、歯車減速機の出力軸とスクリュ駆動軸とが軸継手で連結される。
【先行技術文献】
【特許文献】
【0003】
特開2020-104370号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
射出成形機は主に射出装置と型締装置とから構成される。射出成形機を製作する際には、型締装置を複数のタイプから選択された一つの射出装置と組み合わせることがある。この際、選択された射出装置のスクリュの長さが不足する場合は、特許文献1に記載された思想を適用し、不足する長さを補うためにスクリュに連結軸を取り付けることが考えられる。
【0005】
スクリュに連結軸を取り付けてスクリュ長を実質的に延長すると、連結軸の自重によってスクリュが傾き、スクリュがシリンダに接する可能性がある。これによって微粉末が発生して射出材料に混入したり、射出材料が異常加熱されて変色したりすると、成形品の品質に影響が生じる可能性がある。
【0006】
本開示は連結軸が取り付けられたスクリュの傾きを抑制することが可能な射出装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
本開示の射出装置は、シリンダと、少なくとも一部がシリンダに収容されたスクリュと、スクリュとスクリュを駆動する駆動軸とを連結する連結軸と、連結軸の支持部材と、を有する。支持部材はスクリュと駆動軸との間に位置し、連結軸の回転と軸方向の移動を許容し、連結軸を少なくとも鉛直方向に支持する。
【発明の効果】
【0008】
本開示によれば、連結軸が取り付けられたスクリュの傾きを抑制することが可能な射出装置を提供することができる。
【図面の簡単な説明】
【0009】
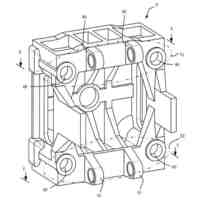
本実施形態に係る射出成形機の概略正面図である。
射出装置の一部を示す正面図である。
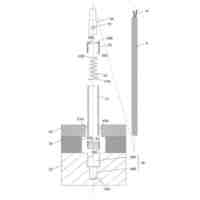
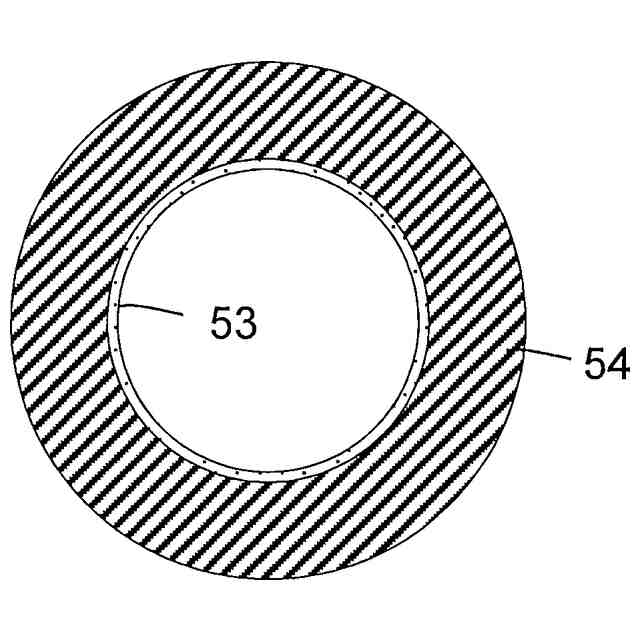
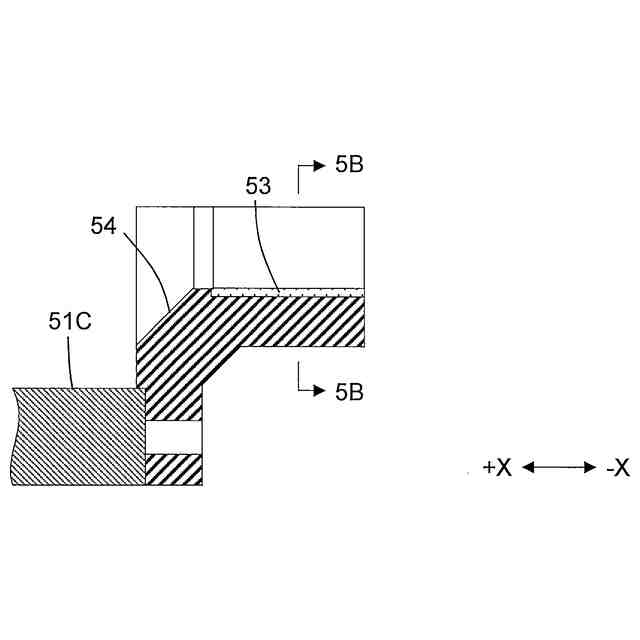
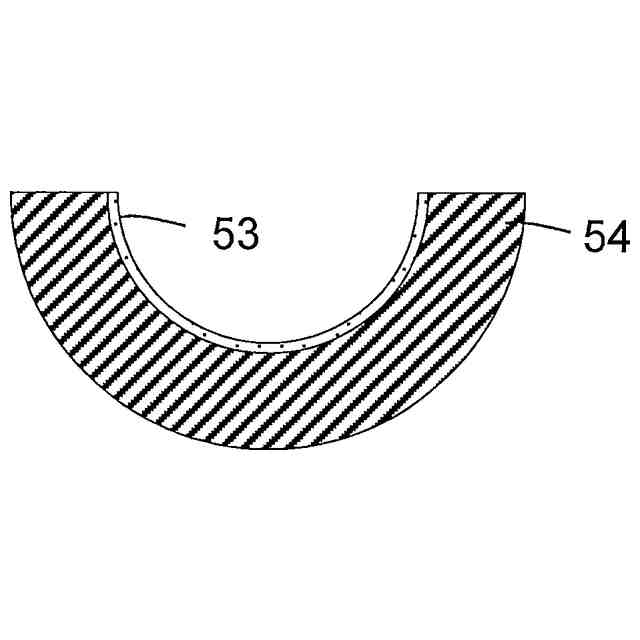
支持部材の正面図である。
支持部材の側面図である。
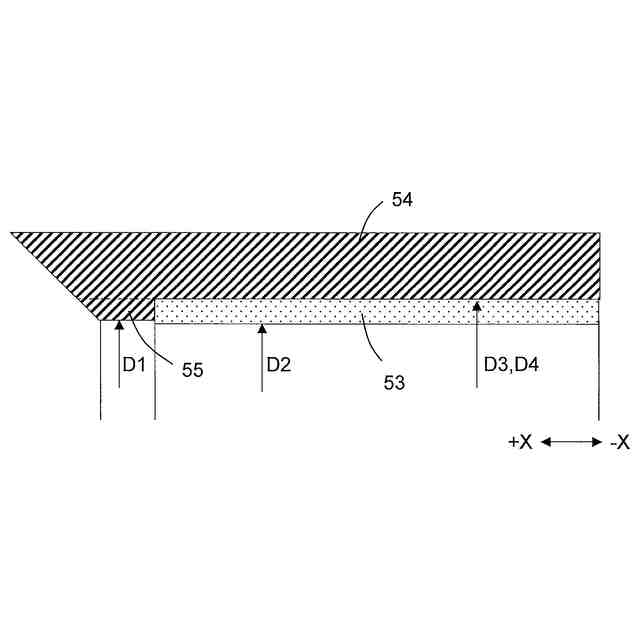
図3AのA部拡大図である。
第1の変形例に係る射出装置の一部を示す正面図である。
第2の変形例に係る支持部材の正面図である。
第2の変形例に係る支持部材の側面図である。
【発明を実施するための形態】
【0010】
<全体構成>
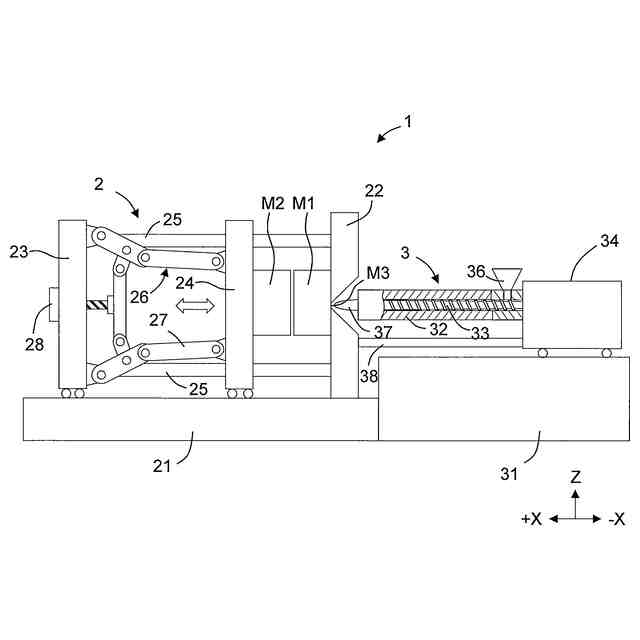
図面を参照して、本発明の射出装置3とこれを備えた射出成形機1の実施形態について説明する。図1は本実施形態に係る射出成形機1の概略正面図を示している。射出成形機1は、金型を型締めする型締装置2と、射出される材料を加熱溶融して射出する射出装置3と、から概略構成されている。以下の説明で、スクリュ33の軸方向ないし移動方向をX方向という。X方向は水平方向と平行である。スクリュ33が可動盤24に向かって移動する方向、ないし材料の射出方向を+X方向、スクリュ33が可動盤24から遠ざかる方向を-X方向という。鉛直方向をZ方向という。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社日本製鋼所
型締装置および射出成形機
2日前
株式会社日本製鋼所
積層造形方法
今日
株式会社日本製鋼所
射出成形機、射出成形機の制御方法、射出成形機の制御プログラム
今日
株式会社日本製鋼所
熱電対の取付構造とこれを備えた機械装置、及び熱電対の取付構造を設置する方法
2日前
株式会社日本製鋼所
コンピュータプログラム、異常検知方法、異常検知装置、成形機システム及び学習モデル生成方法
今日
東レ株式会社
吹出しノズル
1か月前
東レ株式会社
溶融紡糸設備
6か月前
東レ株式会社
金型の製造方法
11か月前
津田駒工業株式会社
連続成形機
10か月前
CKD株式会社
型用台車
21日前
東レ株式会社
プリプレグテープ
3か月前
シーメット株式会社
光造形装置
14日前
グンゼ株式会社
ピン
28日前
株式会社日本製鋼所
押出機
3か月前
個人
射出ミキシングノズル
3か月前
東レ株式会社
延伸フィルムの製造方法
11か月前
帝人株式会社
成形体の製造方法
6か月前
株式会社シロハチ
真空チャンバ
2か月前
東レ株式会社
一体化成形品の製造方法
4か月前
株式会社FTS
成形装置
14日前
株式会社リコー
シート剥離装置
5か月前
株式会社リコー
画像形成システム
1か月前
三菱自動車工業株式会社
予熱装置
3か月前
グンゼ株式会社
印刷層の除去方法
11か月前
TOWA株式会社
成形型清掃用のブラシ
3か月前
株式会社日本製鋼所
押出成形装置
3か月前
株式会社日本製鋼所
押出成形装置
3か月前
個人
ノズルおよび熱風溶接機
1日前
東レ株式会社
溶融押出装置および押出方法
今日
トヨタ自動車株式会社
真空成形装置
8か月前
株式会社リコー
シート処理システム
5か月前
株式会社リコー
シート処理システム
4か月前
大塚テクノ株式会社
樹脂製の構造体
9か月前
株式会社城北精工所
押出成形用ダイ
9か月前
トヨタ自動車株式会社
真空成形方法
7か月前
KTX株式会社
シェル型の作製方法
6か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ