TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024172969
公報種別
公開特許公報(A)
公開日
2024-12-12
出願番号
2023091057
出願日
2023-06-01
発明の名称
スタッカ装置、及びスタッカ装置の制御方法
出願人
株式会社ISOWA
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B65H
29/66 20060101AFI20241205BHJP(運搬;包装;貯蔵;薄板状または線条材料の取扱い)
要約
【課題】オーダ変更時において、新旧オーダの切離しを正確に行うと共に、新オーダの段ボールシートのジャムアップの発生を回避する。
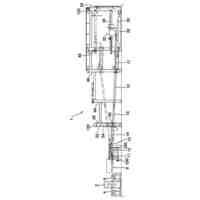
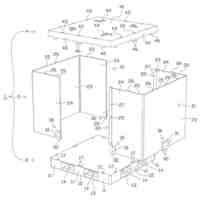
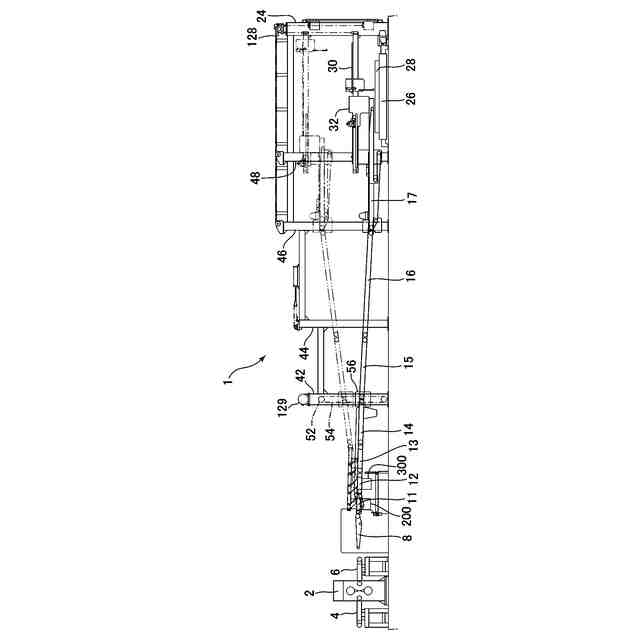
【解決手段】スタッカ装置1の制御装置100は、オーダ変更時において、旧オーダの最後尾シートS11がNO1ラップコンベア11に着地した時点から、新オーダの先頭シートS21がNO1ラップコンベアに着地する時点までの間の少なくとも一部の期間において、NO1ラップコンベアの搬送速度を通常速度よりも高く設定するための第1制御を行う。また、制御装置100は、このような第1制御に加えて、新オーダの先頭シートの前端が搬送コンベア出口を通過した時点から、先頭シートの後端が搬送コンベア出口を通過する時点までの間の少なくとも一部の期間において、NO1サクション装置200の吸引力を通常吸引力よりも低く設定するための第2制御を行う。
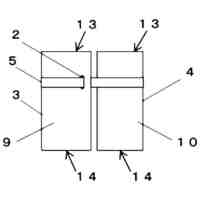
【選択図】図1
特許請求の範囲
【請求項1】
コルゲータラインの終端に設けられ、このラインに沿って連続的に供給される段ボールシートを積み重ねるスタッカ装置であって、
カッタにより切断された段ボールシートを搬送する搬送コンベアと、
前記搬送コンベアの下流側に設けられ、前記段ボールシートをオーバーラップ状態で搬送する複数のラップコンベアであって、前記搬送コンベアの下流端よりも低い位置に配置された上流端を含む最上流ラップコンベアを備える前記複数のラップコンベアと、
前記複数のラップコンベアのうちの最下流ラップコンベアから放出された前記段ボールシートを積み上げる支持テーブルと、
前記最上流ラップコンベアに設けられ、当該最上流ラップコンベアにより搬送される前記段ボールシートを吸引するサクション装置であって、前記段ボールシートに付与する吸引力を調整可能な吸引力調整装置を備える前記サクション装置と、
前記複数のラップコンベアのそれぞれの搬送速度を調整可能なラップコンベア駆動装置と、
前記サクション装置の前記吸引力調整装置及び前記ラップコンベア駆動装置を制御するように構成された制御装置であって、(1)前記段ボールシートの通常生産時において、前記複数のラップコンベアのそれぞれの搬送速度を前記搬送コンベアの搬送速度よりも低い通常速度に設定するように前記ラップコンベア駆動装置を制御すると共に、前記最上流ラップコンベアにより搬送される前記段ボールシートを前記サクション装置により通常吸引力で吸引するように前記吸引力調整装置を制御し、(2)前記段ボールシートのオーダ変更時において、旧オーダの前記段ボールシートと新オーダの前記段ボールシートとを前記複数のラップコンベア上においてオーバーラップさせずに離間させる切離しを実現すべく、前記旧オーダで生産された前記段ボールシートにおいて最後尾に位置する最後尾シートの後端が上流側のラップコンベアから下流側のラップコンベアへと移送されたときに、前記旧オーダの段ボールシートが載っているラップコンベアの搬送速度を前記通常速度よりも高く設定するように前記ラップコンベア駆動装置を制御する、ように構成された前記制御装置と、
を有し、
前記制御装置は、更に、
前記オーダ変更時において、前記最後尾シートが前記最上流ラップコンベアに着地した時点から、前記新オーダで生産された前記段ボールシートにおいて先頭に位置する先頭シートが前記最上流ラップコンベアに着地する時点までの間の少なくとも一部の期間において、前記旧オーダの段ボールシートが載っているラップコンベアのうち少なくとも前記最後尾シートが載っているラップコンベアの搬送速度を前記通常速度よりも高く設定するための第1制御を前記ラップコンベア駆動装置に対して行い、
前記オーダ変更時において、前記先頭シートの前端が前記搬送コンベアの出口を通過した時点から、前記先頭シートの後端が前記搬送コンベアの出口を通過する時点までの間の少なくとも一部の期間において、前記サクション装置の吸引力を前記通常吸引力よりも低く設定するための第2制御を前記吸引力調整装置に対して行う、
ように構成されている、ことを特徴とするスタッカ装置。
続きを表示(約 1,800 文字)
【請求項2】
前記制御装置は、前記最上流ラップコンベア上において前記先頭シートの前端部分が前記最後尾シートの後端部分にオーバーラップした状態を形成すべく、前記先頭シートが前記搬送コンベアの出口から所定長さ突き出した時点において、前記第1制御を開始して前記搬送速度を加速させるように構成されている、請求項1に記載のスタッカ装置。
【請求項3】
前記制御装置は、前記第1制御による前記搬送速度の加速中において前記サクション装置の吸引力が0にならないように、前記第2制御を行うように構成されている、請求項2に記載のスタッカ装置。
【請求項4】
前記制御装置は、前記先頭シートが前記最上流ラップコンベアに着地する時点において前記サクション装置の吸引力が前記通常吸引力に設定されるように、当該時点の前に前記第2制御を終了して前記吸引力を前記通常吸引力まで増加させるように構成されている、請求項1に記載のスタッカ装置。
【請求項5】
前記制御装置は、前記先頭シートが前記最上流ラップコンベアに着地する時点において前記搬送速度が前記通常速度に設定されるように、当該時点の前に前記第1制御を終了して前記搬送速度を前記通常速度まで減速させるように構成されている、請求項1に記載のスタッカ装置。
【請求項6】
前記サクション装置は、前記段ボールシートの搬送方向に沿って形成された複数の吸気孔を備え、これら複数の吸気孔を介して、前記最上流ラップコンベアにより搬送される前記段ボールシートを吸引するように構成され、
前記制御装置は、前記先頭シートの前端が前記搬送コンベアの出口を通過し、且つ、前記最後尾シートの後端が前記複数の吸気孔のうちで最上流にある吸気孔を通過した時点において、前記サクション装置の吸引力が前記通常吸引力よりも低く設定されるように、前記第2制御を開始するように構成されている、
請求項1に記載のスタッカ装置。
【請求項7】
前記制御装置は、前記新オーダにおいて前記カッタによる切断後の前記段ボールシートの搬送方向に沿った長さが第1閾値以上である場合には、前記第2制御を行う一方で、前記新オーダにおいて前記カッタによる切断後の前記段ボールシートの搬送方向に沿った長さが前記第1閾値未満である場合には、前記第2制御を行わないように構成されている、請求項1に記載のスタッカ装置。
【請求項8】
前記スタッカ装置は、前記サクション装置を第1サクション装置とすると、前記最上流ラップコンベアの下流側に隣接するラップコンベアに設けられ、当該ラップコンベアにより搬送される前記段ボールシートを吸引する第2サクション装置であって、前記段ボールシートに付与する吸引力を調整可能な吸引力調整装置を備える前記第2サクション装置を更に有し、
前記制御装置は、前記新オーダにおいて前記カッタによる切断後の前記段ボールシートの搬送方向に沿った長さが前記第1閾値以上で且つ当該第1閾値よりも大きい第2閾値未満である場合には、前記第2サクション装置の前記吸引力調整装置に対して前記第2制御を行わずに、前記第1サクション装置の前記吸引力調整装置に対して前記第2制御を行う一方で、前記新オーダにおいて前記カッタによる切断後の前記段ボールシートの搬送方向に沿った長さが前記第2閾値以上である場合には、前記第1サクション装置の前記吸引力調整装置及び前記第2サクション装置の前記吸引力調整装置のそれぞれに対して前記第2制御を行うように構成されている、請求項7に記載のスタッカ装置。
【請求項9】
前記サクション装置の前記吸引力調整装置は、前記最上流ラップコンベアにより搬送される前記段ボールシートを吸引するために吸い込んだ空気が通過する流路と、この流路内に回転可能に設けられたダンパーとを備え、このダンパーを回転させて前記流路の面積を調整することで、前記サクション装置の吸引力を調整するように構成されている、請求項1に記載のスタッカ装置。
【請求項10】
前記制御装置は、前記サクション装置の吸引力を調整すべく前記吸引力調整装置に対して制御指令を発してから前記サクション装置の吸引力が所望の吸引力に達するまでの遅れ時間に基づき、前記第2制御を行うように構成されている、請求項1に記載のスタッカ装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、コルゲータラインの終端に設けられ、このラインに沿って連続的に供給される段ボールシートを積み重ねるスタッカ装置及びその制御方法に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
スタッカ装置は、カッタの下流側に配置される搬送コンベアと、搬送コンベアの下流側に傾斜状態で直列に複数配置されるラップコンベアを有する。搬送コンベアは、ベルトコンベアであり、搬送速度がコルゲータライン速度より速く設定され、カッタによって切断された段ボールシートを、一枚ずつ間隔をあけて搬送する。複数のラップコンベアは、ベルトコンベアであり、それぞれ搬送速度が搬送コンベアより遅く設定される。また、複数のラップコンベアのうちの最上流ラップコンベア(以下では適宜「NO1ラップコンベア」と表記する。また、このNO1ラップコンベアよりも下流側のラップコンベアを、上流側から順に、「NO2ラップコンベア」、「NO3ラップコンベア」・・・と表記する。)は、その入口(上流端)の高さが、搬送コンベアの出口(下流端)よりも低い位置に設定されている。
【0003】
このようなNO1ラップコンベアと搬送コンベアとの速度差及び高低差により、搬送コンベアから送り出された段ボールシートは、NO1ラップコンベアに着地したときに、先にNO1ラップコンベアに載っている前の段ボールシートの上に被さる。これにより、前後の段ボールシートが部分的に重なるオーバーラップ状態が形成される。NO1ラップコンベアの下流側のラップコンベアは、このような段ボールシートのオーバーラップ状態を維持した状態で、段ボールシートを下流へと搬送していく。そして、最下流ラップコンベアは、その下流端から段ボールシートを放出し、それにより、支持テーブルにおいて、段ボールシートが垂直に積み重ねられる。
【0004】
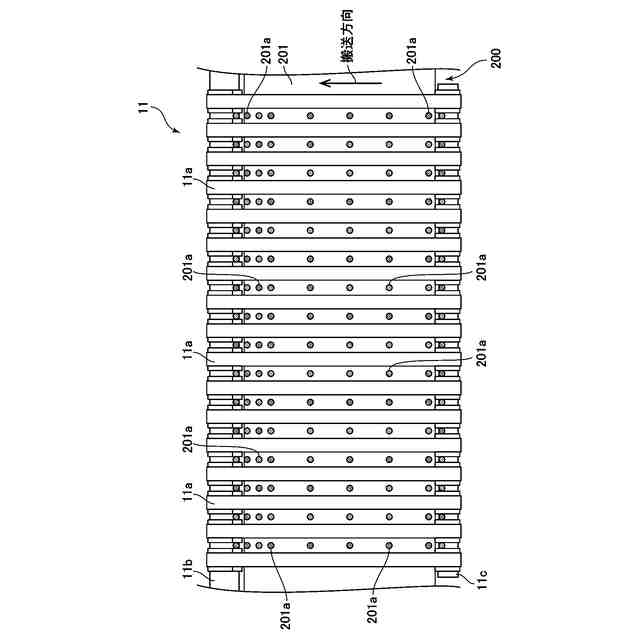
また、NO1ラップコンベアは、サクション装置が設けられたサクションコンベアとして構成されている。これにより、NO1ラップコンベアは、搬送する段ボールシートに対してサクション装置による吸引力を付与し、段ボールシートをコンベアベルトに吸着させるようにする。具体的には、サクション装置は、NO1ラップコンベアの下方に配置されたサクションボックスを備え、このサクションボックスの上面に設けられた複数の吸気孔(開口部)を介して、吸引力を段ボールシートに対して作用させる。なお、NO1ラップコンベアだけでなく、NO2ラップコンベアにもサクション装置が設けられることがある。
【0005】
例えば、特許文献1には、多種類の切断寸法の板状シート(段ボールシート)を搬送コンベアからサクションコンベア(NO1ラップコンベア)に移送し、サクシヨンコンベアにおいて先着シートとこけら板状に重ねるために、サクションコンベアのスピードを搬送コンベアと比較して低くするこけら重ね制御が記載されている。これにより、こけら重ね時(オーバーラップ形成時)の板状シートのばらつき等によるトラブルを無くすことを図っている。特に、こけら重ね制御では、こけら重ねのシート差分値を一定の値にするために、板状シートの切断寸法に反比例したスピードを与えている。ここで言う「シート差分値」は、後の板状シートにおいて前の板状シートと重ならない部分の長さを意味し(特許文献1の図1中の符号l参照)、この部分にサクションコンベアの吸引力が作用する。
【0006】
このような特許文献1に記載された技術によれば、板状シートが高速でサクションコンベア上に次々と移送されてきたときに、板状シートの切断寸法に反比例させたスピードをサクションコンベアに与えているので、こけら重ねされつつある各々の板状シートのシート差分値を一定値にすることができる。そして、サクションコンベアのサクション力により高速状態の板状シートにブレーキ力が加わり、サクションコンベア上に固定されつつある板状シートを指定位置に保持し、常に安定した状態でこけら重ねの重合部分を精度良く重合せることができる。
【0007】
他方で、スタッカ装置では、オーダ変更による積替え作業を容易にするために、旧オーダと新オーダの段ボールシートとを複数のラップコンベア上においてオーバーラップさせずに離間させる「切離し」が行われている。例えば、特許文献2には、このような切離しを正確に行うようにした段ボールシートの搬送方法が記載されている。この特許文献2には、所定寸法に切断された段ボールシートを、搬送コンベアから低速で走行する多条コンベア(NO1ラップコンベア)上に移送し、かつ多条コンベアに設けたサクションボックスの吸引作用により段ボールシートをオーバーラップ状態とし、多条コンベアと同一速度で走行する搬出コンベア(NO2ラップコンベア)に移送する段ボールシートの搬送方法が記載されている。
【0008】
特に、特許文献2に記載された段ボールシートの搬送方法では、オーダ変更による前ロット(旧オーダ)の最終の段ボールシートの後端が多条コンベアから搬出コンベアに移ったとき、多条コンベアを更に低速にして後ロット(新オーダ)の段ボールシートのオーバーラップ状態を緻密にして多条コンベア上に保持し、同時に搬出コンベアを加速してオーバーラップ状態の前ロットの段ボールシートを搬出している。このような方法によれば、搬出コンベア上の前ロットの段ボールシートが高速で前進する際に、後ロットの段ボールシートがサクションにより多条コンベア上に吸引されているため、後ロットの切断寸法が長く、前ロットの段ボールシート上に被さっていても、前ロットの移送に追従して搬出コンベアへ移送されるのが防止される。
【先行技術文献】
【特許文献】
【0009】
特開昭63-165266号公報
特許第3612482号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本件発明者は、特許文献1に記載されたようなこけら重ね制御方法が、段ボールシートの整列したオーバーラップ状態を形成する上で有効であり、また、特許文献2に記載されたような切り離し方法が、新旧オーダの切り離しを正確に行う上で有効であることから、これら両方の方法を実施することを考えた。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ISOWA
段ボールシート処理装置、及びサーバ
1日前
株式会社ISOWA
スタッカ装置、及びスタッカ装置の制御方法
1日前
個人
箱
2か月前
個人
構造体
9か月前
個人
包装体
2か月前
個人
ゴミ箱
1か月前
個人
収納用具
6か月前
個人
半蓋半箱筒
11か月前
個人
物品収納具
5か月前
個人
折り畳み水槽
2か月前
個人
パウチ補助具
1か月前
個人
開封用カッター
8か月前
個人
掃除楽々ゴミ箱
7か月前
個人
ダンボール宝箱
2か月前
個人
チャック付き袋体
8か月前
個人
圧縮収納袋
2か月前
個人
パウチ容器
9か月前
個人
折りたたみコップ
8か月前
積水樹脂株式会社
接着剤
1か月前
個人
伸縮するゴミ収納器
9か月前
三甲株式会社
容器
11か月前
株式会社イシダ
包装装置
11か月前
個人
塗料容器用蓋
2か月前
個人
粘着テープ剥がし具
3か月前
個人
粘着テープ剥がし具
7か月前
株式会社新弘
容器
1か月前
個人
穿孔紐通し結束器具
10か月前
積水樹脂株式会社
接着剤
6か月前
株式会社新弘
容器
1か月前
個人
粘着テープ切断装置
4か月前
個人
プラスチックバッグ
10か月前
三甲株式会社
容器
5か月前
株式会社イシダ
箱詰装置
4か月前
三甲株式会社
容器
11か月前
三甲株式会社
容器
10か月前
個人
チャック付き保存袋
7か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ