TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024169049
公報種別
公開特許公報(A)
公開日
2024-12-05
出願番号
2023086230
出願日
2023-05-25
発明の名称
パルプモールディング成形品の折り曲げ加工品及びその製造方法
出願人
NISSHA株式会社
代理人
主分類
D21J
5/00 20060101AFI20241128BHJP(製紙;セルロースの製造)
要約
【課題】 複雑な構造の金型を使うことなくアンダーカットが付与され、無理抜きによる破損や変形が発生しないパルプモールディング成形品を提供する。
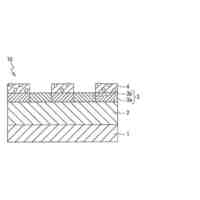
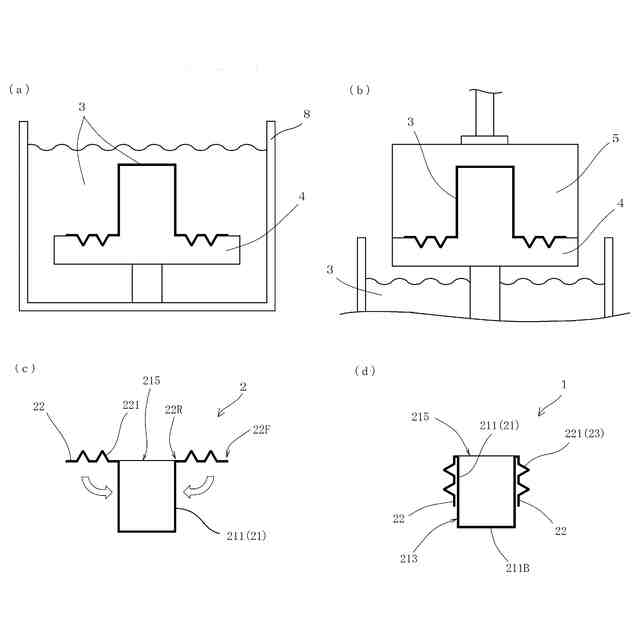
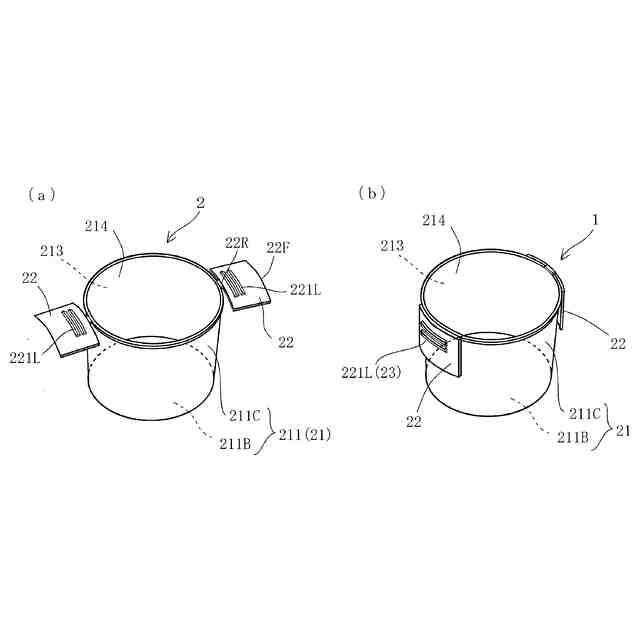
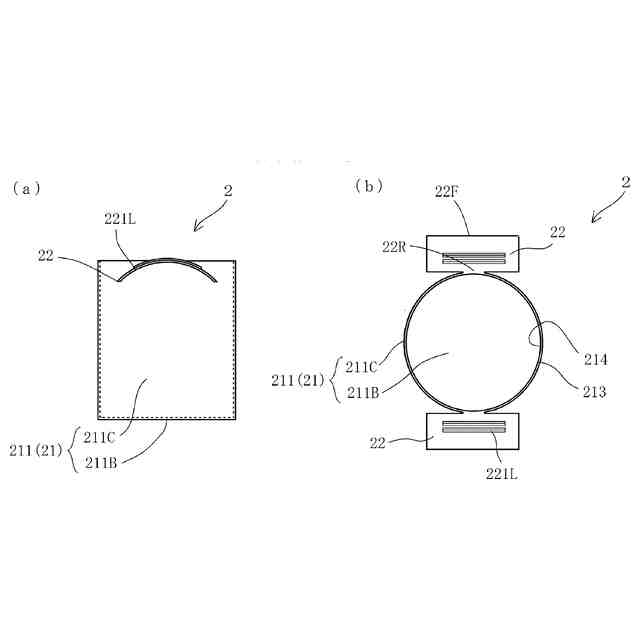
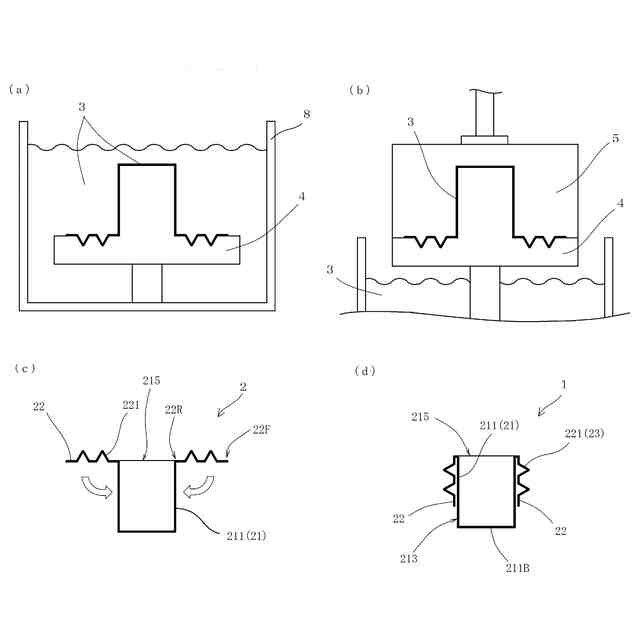
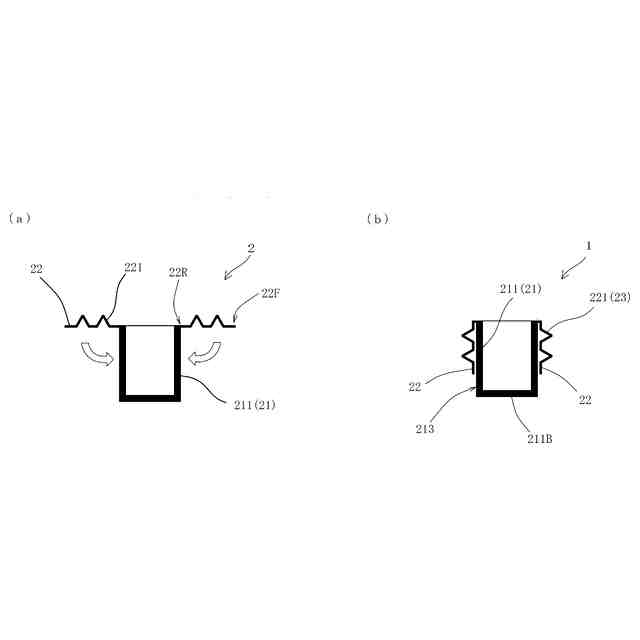
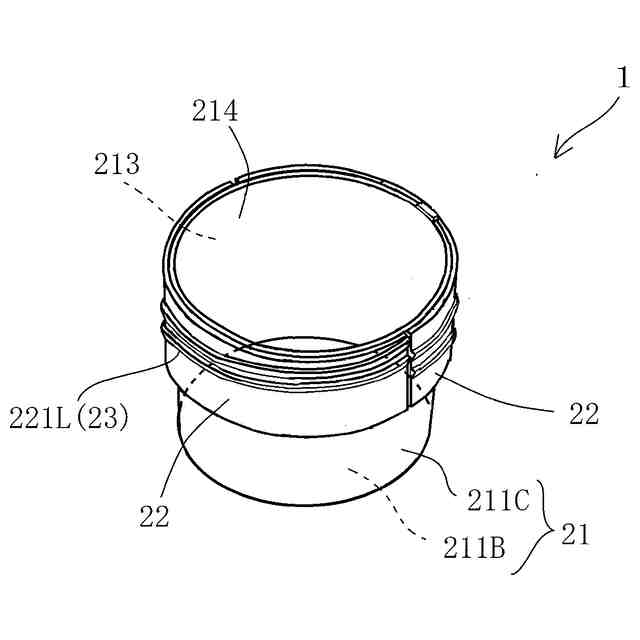
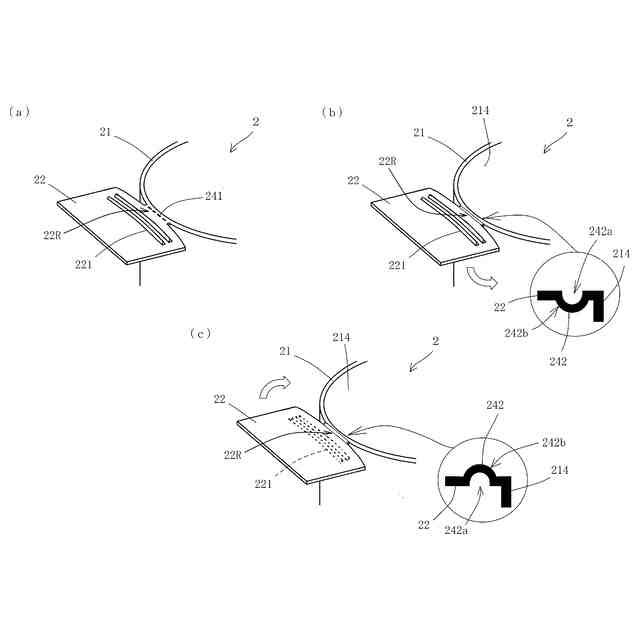
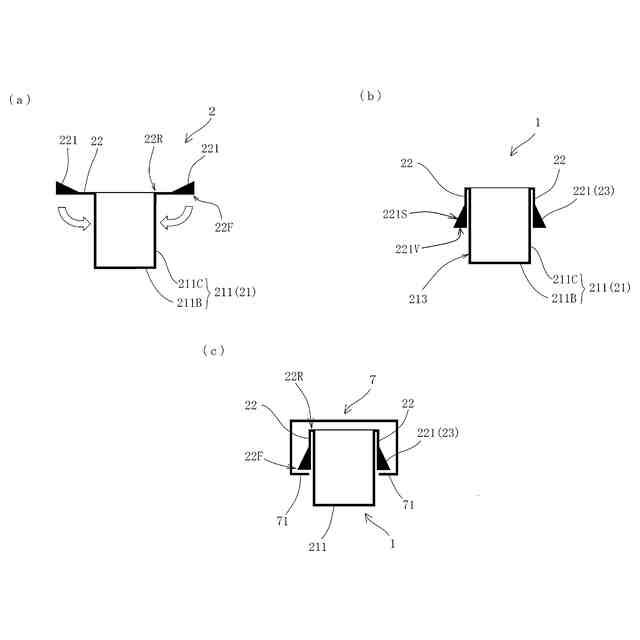
【解決手段】 本発明に係るパルプモールディング成形品の折り曲げ加工品1は、パルプモールディング成形品2からなり、主体部21と、主体部21の表面に沿って折り曲げられた1以上の折り曲げ片22とを備え、折り曲げ片22が、主体部21の表面に沿った状態で主体部21の型抜き方向に対してアンダーカット形状となる、凹部222及び/又は凸部221を有している。
【選択図】 図3
特許請求の範囲
【請求項1】
パルプモールディング成形品からなり、
主体部と、前記主体部の表面に沿って折り曲げられた1以上の折り曲げ片とを備え、
前記折り曲げ片が、前記主体部の表面に沿った状態で前記主体部の型抜き方向に対してアンダーカット形状となる、凹部及び/又は凸部を有している、
パルプモールディング成形品の折り曲げ加工品。
続きを表示(約 1,200 文字)
【請求項2】
前記主体部と前記折り曲げ片とで厚みが異なる、請求項1記載のパルプモールディング成形品の折り曲げ加工品。
【請求項3】
前記折り曲げ片の前記凹部及び前記凸部が、前記凹部及び前記凸部の周囲と厚みが異なる、請求項1又は請求項2記載のパルプモールディング成形品の折り曲げ加工品。
【請求項4】
前記折り曲げ片が前記主体部の端部以外の部分から折り曲げられており、
前記折り曲げ片の折り曲げ開始部分が前記主体部と全周囲で連続している、請求項1又は請求項2記載のパルプモールディング成形品の折り曲げ加工品。
【請求項5】
前記主体部が内側面と外側面とを有し、
前記折り曲げ片が、前記主体部の前記内側面と前記外側面との境界から、前記内側面及び/又は前記外側面に沿うように折り曲げられている、請求項1又は請求項2記載のパルプモールディング成形品の折り曲げ加工品。
【請求項6】
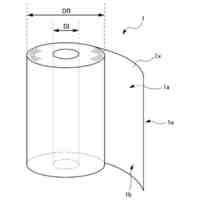
前記主体部が筒又は容器である、請求項5記載のパルプモールディング成形品の折り曲げ加工品。
【請求項7】
前記凹部及び前記凸部が線状であり、前記筒又もしくは前記容器の前記内側面、又は前記筒又もしくは前記容器の前記外側面にスクリューを構成する、請求項6記載のパルプモールディング成形品の折り曲げ加工品。
【請求項8】
前記折り曲げ片の折り曲げ開始部分に、ミシン入れ又はスジ入れが施されている、請求項1記載のパルプモールディング成形品の折り曲げ加工品。
【請求項9】
前記主体部が内側面と外側面とを有する容器であり、
前記折り曲げ片が、前記容器の前記外側面に沿うように折り曲げられており、
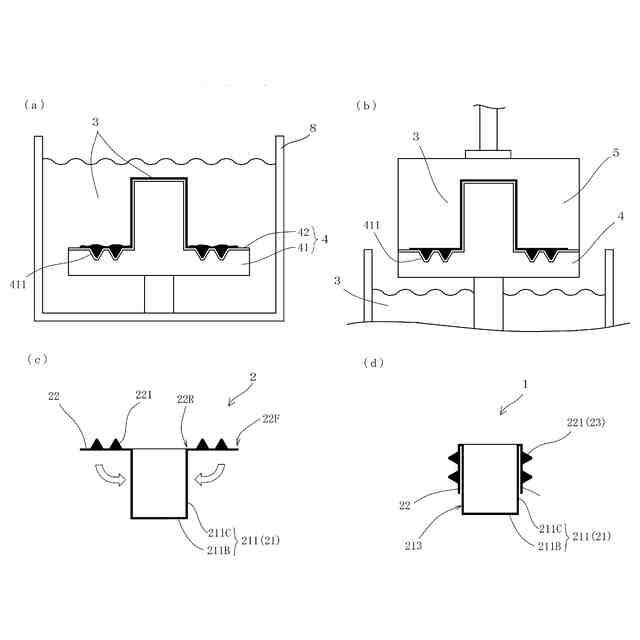
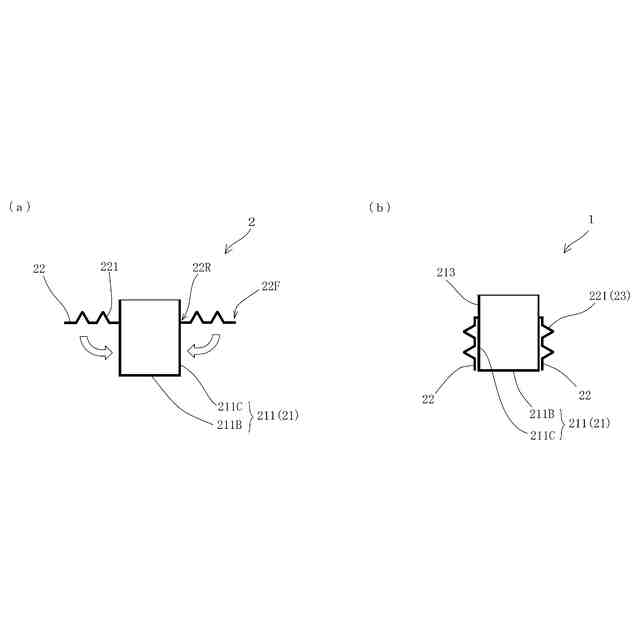
前記折り曲げ片の先端かつ外側に前記凸部を有し、
前記凸部が、前記折り曲げ片の最先端に近づくほど厚みを増すように三角形の断面を有し、
断面が三角形の前記凸部が、前記容器の前記外側面の全周囲に設けられるか、又は前記容器の前記外側面の周囲に分散して配置されている、請求項1又は請求項2記載のパルプモールディング成形品の折り曲げ加工品。
【請求項10】
主体部と、前記主体部の表面に設けられた1以上の折り曲げ前の折り曲げ片とを備え、前記折り曲げ片が凹部及び/又は凸部を有し、前記折り曲げ片とその前記凹部及び前記凸部が金型内で前記主体部の型抜き方向に対してアンダーカット形状とならない成形品を、パルプモールディングの工法により得る成形工程と、
成形後に、前記パルプモールディング成形品の前記折り曲げ片を前記主体部の表面に沿って折り曲げることにより、前記凹部及び前記凸部を前記主体部の型抜き方向に対してアンダーカット形状とする折り曲げ工程とを備えた、
パルプモールディング成形品の折り曲げ加工品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、複雑な構造の金型を使うことなくアンダーカットが付与され、無理抜きによる破損や変形が発生しない、パルプモールディング成形品の折り曲げ加工品及びその製造方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
近年、脱炭素社会に貢献するプラスチック代替となるパルプ成形品が脚光を浴びている。パルプ成形品は、石油由来のプラスチックと比較して廃棄時に排出される二酸化炭素の排出量を抑制することが出来る。また焼却時に排出される二酸化炭素は、主原料となる植物が成長する際に吸収するため二酸化炭素の削減に貢献する。パルプ成形品の用途としては、例えば、医薬品・医療機器、化粧品、コンシューマーエレクトロニクス、産業機器、日用品、文具などのパッケージ(トレー、外箱、梱包資材など)、製品への活用を想定されている。
本出願人においては、一般的なパルプモールディングのほか、その発展形であるパルプインジェクション、ペーパーフォーム、パルプサーモフォーミング、ペーパープレッシング等の各種工法により、パルプ成形品に複雑な形状や特徴ある質感などを再現している。
【0003】
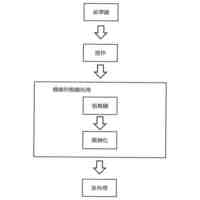
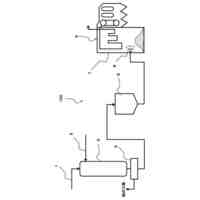
上記した各工法のうち第1に挙げたパルプモールディングについて詳しく説明すると、非特許文献1に示すように、以下の成形工程を経て。パルプ成形品(以下、本工法によるパルプ成形品を他と区別して「パルプモールディング成形品」と呼ぶ)を得るものである
1 原料3となる再生紙や古紙と水をかき混ぜる。
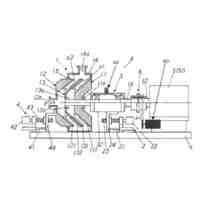
2 紙漉きと同様の原理でメッシュを張った金型4(以下、「メッシュ金型」という)に原料3を吸着させて3D形状を作る(図14(a)参照)。
3 メッシュ金型4とプレス金型5とで上下から挟み込み圧力を加え、押し固める(図14(b)参照)。
4 金型4,5から取り出して、乾燥炉に入れて水分を飛ばして乾燥させる。
5 外周の不要な部分のトリミングや穴加工などの二次工程を加えて製品が完成する。
上記パルプモールディングは、再生紙や古紙を使用するため、前述した各工法の中でもとくに環境にやさしい工法となる。
【0004】
また、得られたパルプモールディング成形品2は、紙の質感を最大限に活かした表面の仕上がりとなる。また、パルプモールディング成形品2は、厚みの調整が可能で、厚みを厚くすることで緩衝性を発揮する。さらに、パルプモールディング成形品2は、着色・刻印を施すことで自由なテクスチャー表現ができる。
【先行技術文献】
【非特許文献】
【0005】
“カスタム設計の乾式パルプモールド|パルプモールディング -ecosense molding”,[online],NISSHA株式会社,connect.nissha.com,[令和5年 5月 22 日検索],インターネット<URL:https://connect.nissha.com/ecosense/molding/pulp/pulp-molding/>
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、非特許文献1に示すパルプモールディングで、単純な構造の金型を用いてアンダーカット形状を有するパルプモールディング成形品2を製造しようとすると、無理抜きによるパルプモールディング成形品の破損や変形が発生し、綺麗に成形することが難しい。
ここで、アンダーカットとは、成形分野において、成形品を金型から取り出す際に金型の開閉方向(あるいは成形品の型抜き方向)には離型出来ない形状部分のことを言う。一般的には、成形品を金型の開閉方向から見て影になる部分であり、例えば、成形品の壁にある横穴や、成形品の外壁や内壁から突き出している突起物など、どれもアンダーカットに相当する。アンダーカット形状(アンダー形状ともいう)とは、そのようなアンダーカット23を備えた形状のことを言う(図14(d)参照)。
【0007】
アンダーカット23の対策としては、一般的には金型にスライド機構を設定する。具体的には、金型のアンダーカットを形成する部分を分割(駒割り)し、成形の際に分割した部分を型抜き方向とは違う方向に成形品と干渉しない位置までスライドさせる。その結果、成形品と金型とが無理なく離型可能となる(図14(c)参照、図中のプレス金型5は型抜き方向と垂直な方向に移動するスライドコア51を備えている)。
しかしながら、金型の構造が複雑になる程、型強度の低下や細かいトラブルが増えていき、量産性の良くない金型になってしまう傾向がある。とくに、パルプモールディング成形品2の前述した用途では、単価を考えると経済的ではない。
【0008】
したがって、本発明は、上記の課題を解決し、複雑な構造の金型を使うことなくアンダーカットが付与され、無理抜きによる破損や変形が発生しないパルプモールディング成形品を提供することを目的とする。
【課題を解決するための手段】
【0009】
以下に、課題を解決するための手段として複数の態様を説明する。これら態様は、必要に応じて任意に組み合せることができる。
本発明の一見地に係るパルプモールディング成形品の折り曲げ加工品(以下、省略して「折り曲げ加工品」とも呼ぶ)は、パルプモールディング成形品からなり、主体部と、主体部の表面に沿って折り曲げられた1以上の折り曲げ片とを備えている。また、折り曲げ片が、主体部の表面に沿った状態で主体部の型抜き方向に対してアンダーカット形状となる、凹部及び/又は凸部を有している。
【0010】
上記折り曲げ加工品において、主体部と折り曲げ片とで厚みが異なっていてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
三菱製紙株式会社
印刷用紙
1か月前
三菱製紙株式会社
印刷用紙
1か月前
三菱製紙株式会社
印刷用紙
4か月前
三菱製紙株式会社
包装用紙
20日前
三菱製紙株式会社
包装用紙
20日前
日本製紙株式会社
上質紙
4か月前
個人
炭・竹パウダ-を使用した紙
4か月前
三菱製紙株式会社
グラビア印刷用紙
20日前
日本製紙株式会社
塗工紙
2か月前
ハイモ株式会社
濾水性向上を図る抄紙方法
1か月前
井前工業株式会社
不燃紙又はシート
23日前
個人
耐水紙体の製造方法および耐水紙体
1か月前
特種東海製紙株式会社
耐油紙及びその製造方法
3か月前
日本製紙クレシア株式会社
キッチンタオルロール
1か月前
日本製紙株式会社
パルプの解砕方法。
1か月前
株式会社サトミ製作所
叩解方法及び叩解装置
1か月前
王子ホールディングス株式会社
カレンダー装置
1か月前
栗田工業株式会社
製紙工程用洗浄剤
1か月前
セイコーエプソン株式会社
解繊装置
16日前
王子ホールディングス株式会社
滅菌紙、および滅菌包装体
4か月前
日本フイルコン株式会社
工業用多層織物
1か月前
丸住製紙株式会社
機能性材料
2か月前
栗田工業株式会社
マクロスティッキー処理剤
1か月前
大王製紙株式会社
粘着テープ用原紙
3か月前
リンテック株式会社
剥離紙原紙
1か月前
丸富製紙株式会社
セルロースナノファイバーの製造方法
2か月前
花王株式会社
紙塗工用樹脂粒子水分散液
4か月前
日本製紙株式会社
板紙、含浸用加工原紙および樹脂含浸紙
1か月前
ミヨシ油脂株式会社
スケール防止方法
2か月前
北越コーポレーション株式会社
包装原紙
4か月前
株式会社サトミ製作所
リファイナーの接触判定方法及びリファイナー
1か月前
TOPPANホールディングス株式会社
壁紙及び壁紙の製造方法
3か月前
花王株式会社
水解性シート及びその製造方法
4か月前
住友重機械工業株式会社
燃焼方法、及び、燃焼装置
3か月前
大阪シーリング印刷株式会社
再生紙とその製造方法
4か月前
日本製紙パピリア株式会社
薬液含浸用基材
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ