TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024163607
公報種別
公開特許公報(A)
公開日
2024-11-22
出願番号
2023079364
出願日
2023-05-12
発明の名称
タイヤの製造方法およびタイヤ用加硫機
出願人
住友ゴム工業株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B29C
33/04 20060101AFI20241115BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】シェーピング工程の短縮
【解決手段】
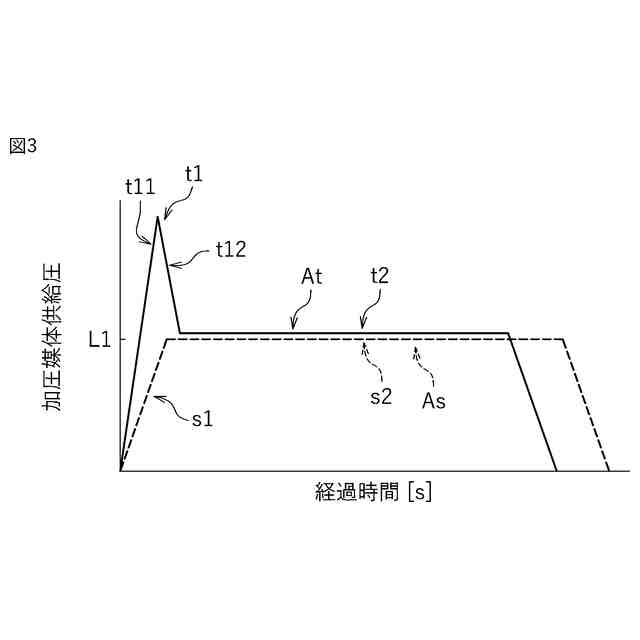
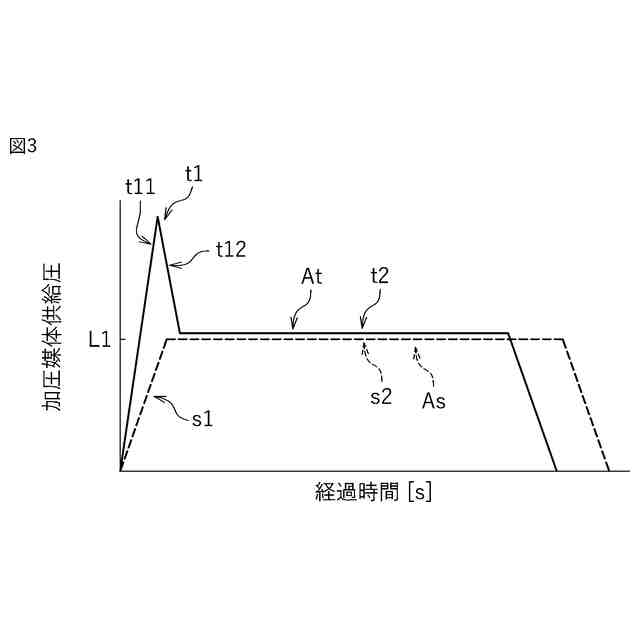
シェーピング工程は、ブラダ40に加圧媒体を供給し、ブラダ40を膨張させる工程である。かかるシェーピング工程では、ブラダ40に加圧媒体の供給を開始する供給開始時から予め定められた第1期間t1は、他の期間よりも高い圧力で加圧媒体がブラダ40に供給される。
【選択図】図3
特許請求の範囲
【請求項1】
タイヤ用加硫機によってタイヤを製造するタイヤの製造方法であって、
前記タイヤ用加硫機は、
中心部に配置されたブラダと、
前記ブラダを囲うように配置された成型用の金型と、
前記金型を開閉する機構と
を備え、
前記ブラダは、
加圧媒体が供給されることによって膨張し、加圧媒体が排出されることによって収縮するように構成されており、
当該製造方法は、
前記ブラダを萎ませた状態で、前記ブラダの周りを囲うように前記ローカバーが配置される工程と、
前記ブラダに加圧媒体を供給し、前記ブラダを膨張させるシェーピング工程と
を含み、
前記シェーピング工程は、前記ブラダに加圧媒体の供給を開始する供給開始時から予め定められた第1期間は、他の期間よりも高い圧力で加圧媒体が前記ブラダに供給される、
タイヤの製造方法。
続きを表示(約 1,400 文字)
【請求項2】
前記第1期間は、シェーピング工程で前記ブラダに加圧媒体を供給する全体の時間を100%としたときに、前記ブラダに加圧媒体の供給を開始する供給開始時から15%以下の期間である、請求項1に記載された製造方法。
【請求項3】
前記他の期間は、予め定められた一定の供給圧で加圧媒体が前記ブラダに供給される、請求項1に記載されたタイヤの製造方法。
【請求項4】
前記第1期間における加圧媒体の供給圧の最大値は、前記他の期間に設定された供給圧の最大値の少なくとも2倍大きい、請求項1に記載された製造方法。
【請求項5】
前記シェーピング工程は、
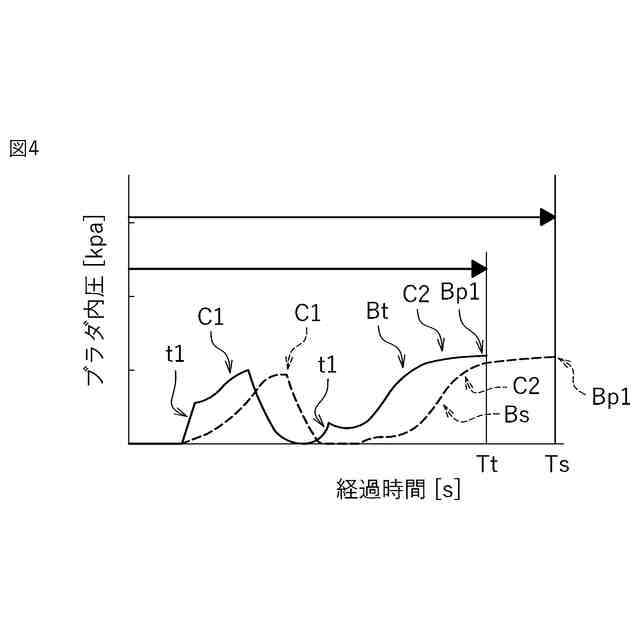
加圧媒体の供給開始から予め定められた供給圧に圧力を上昇させ、予め定められた供給圧で加圧媒体をブラダに供給する1回目のシェーピング工程と、
前記1回目のシェーピング工程の後、前記ブラダを減圧する工程と、
前記減圧する工程の後、加圧媒体の供給開始から予め定められた供給圧に圧力を上昇させ、予め定められた供給圧で加圧媒体を前記ブラダに供給し、前記ブラダの内圧を予め定められた内圧に到達させる2回目のシェーピング工程と
を含み、
前記1回目のシェーピング工程と前記2回目のシェーピング工程とのうち少なくともいずれか一方の工程において、前記ブラダに加圧媒体の供給を開始する供給開始時から予め定められた第1期間は、他の期間よりも高い圧力で加圧媒体が前記ブラダに供給される、
請求項1から4までの何れか一項に記載されたタイヤの製造方法。
【請求項6】
前記1回目のシェーピング工程と2回目のシェーピング工程の両方の処理において、前記ブラダに加圧媒体の供給を開始する供給開始時から予め定められた第1期間は、他の期間よりも高い圧力で加圧媒体が前記ブラダに供給される、請求項5に記載されたタイヤの製造方法。
【請求項7】
中心部に配置されたブラダと、
前記ブラダを囲うように配置された成型用の金型と、
前記金型を開閉する機構と、
前記ブラダに加圧媒体を供給する供給装置と、
前記ブラダから加圧媒体を排出する排出装置と、
制御装置と
を備え、
前記制御装置は、
前記ブラダに加圧媒体を供給し、前記ブラダを膨張させるシェーピング工程のうち、前記ブラダに加圧媒体の供給を開始する供給開始時から予め定められた第1期間において、他の期間よりも高い圧力で加圧媒体が前記ブラダに供給されるように構成されている、
タイヤ用加硫機。
【請求項8】
前記第1期間は、シェーピング工程で前記ブラダに加圧媒体を供給する全体の時間を100%としたときに、前記ブラダに加圧媒体の供給を開始する供給開始時から15%以下の期間となるように設定されている、請求項7に記載されたタイヤ用加硫機。
【請求項9】
前記制御装置は、前記他の期間では、予め定められた一定の供給圧で加圧媒体が前記ブラダに供給されるように構成されている、請求項7に記載されたタイヤ用加硫機。
【請求項10】
前記第1期間における加圧媒体の供給圧の最大値は、前記他の期間に設定された供給圧の最大値の少なくとも2倍大きくなるように、加圧媒体の供給圧が設定されている、請求項7に記載されたタイヤ用加硫機。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、タイヤ加硫用ブラダおよびタイヤ用加硫機に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
特開2020-55203号公報には、タイヤの製造方法が開示されている。ここで開示されたタイヤの製造方法は、タイヤ軸方向に隔てられた第1ビード部及び第2ビード部を含む生タイヤの内腔の中でブラダを膨張させ、生タイヤを所定の形状に成形するシェーピング工程を含んでいる。シェーピング工程は、ブラダを、生タイヤの内腔のうち、第1ビード部側の領域である第1領域で膨張させて、生タイヤの第1領域のみを成形する第1ステップと、第1ステップに引き続いて行われ、かつ、膨張したブラダを、生タイヤの内腔の第2ビード部側の領域である第2領域へと徐々に拡張させて、生タイヤの第1領域及び第2領域の双方を成形する第2ステップとを含んでいる。かかる方法によれば、セット位置のズレ等に起因する加硫済みタイヤへの傷の発生を抑えるとされている。
【先行技術文献】
【特許文献】
【0003】
特開2020-55203号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
タイヤ加硫用ブラダおよびタイヤ用加硫機に関し、シェーピング工程の時間短縮を図り、タイヤの生産性を向上させたい。
【課題を解決するための手段】
【0005】
ここで開示されるタイヤの製造方法は、タイヤ用加硫機によってタイヤを製造するタイヤの製造方法である。ここで、タイヤ用加硫機は、中心部に配置されたブラダと、ブラダを囲うように配置された成型用の金型と、金型を開閉する機構とを備えている。ブラダは、加圧媒体が供給されることによって膨張し、加圧媒体が排出されることによって収縮するように構成されている。当該製造方法は、ブラダを萎ませた状態で、ブラダの周りを囲うようにローカバーが配置される工程と、ブラダに加圧媒体を供給し、前記ブラダを膨張させるシェーピング工程とを含んでいる。シェーピング工程は、ブラダに加圧媒体の供給を開始する供給開始時から予め定められた第1期間は、他の期間よりも高い圧力で加圧媒体が前記ブラダに供給される。
【0006】
ここで開示されるタイヤ用加硫機は、中心部に配置されたブラダと、ブラダを囲うように配置された成型用の金型と、金型を開閉する機構と、ブラダに加圧媒体を供給する供給装置と、ブラダから加圧媒体を排出する排出装置と、制御装置とを備えている。
制御装置は、ブラダに加圧媒体を供給し、ブラダを膨張させるシェーピング工程のうち、ブラダに加圧媒体の供給を開始する供給開始時から予め定められた第1期間において、他の期間よりも高い圧力で加圧媒体がブラダに供給されるように構成されている。
【発明の効果】
【0007】
ここで開示されるタイヤの製造方法およびタイヤ用加硫機によれば、それぞれシェーピング工程の時間短縮が図られる。
【図面の簡単な説明】
【0008】
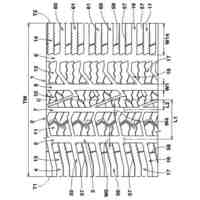
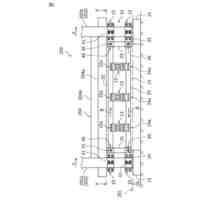
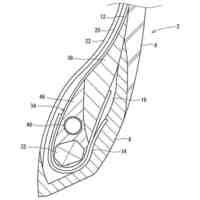
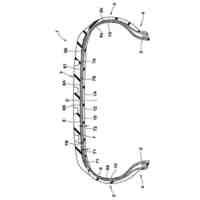
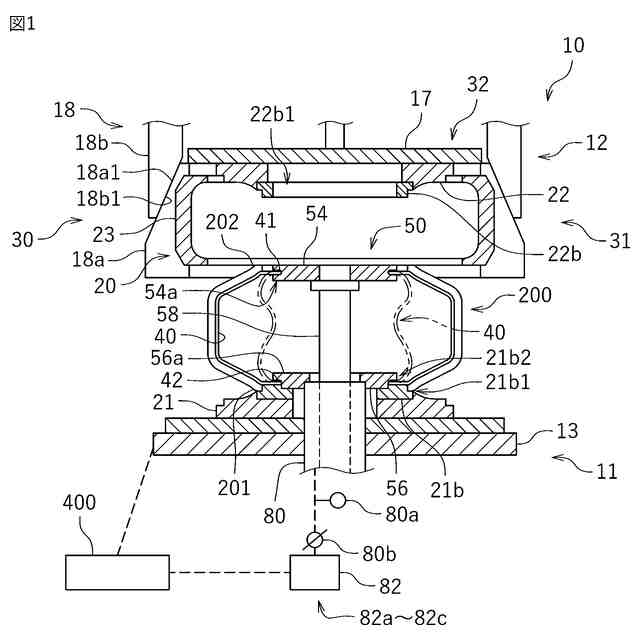
図1は、タイヤ用加硫機10の模式図である。
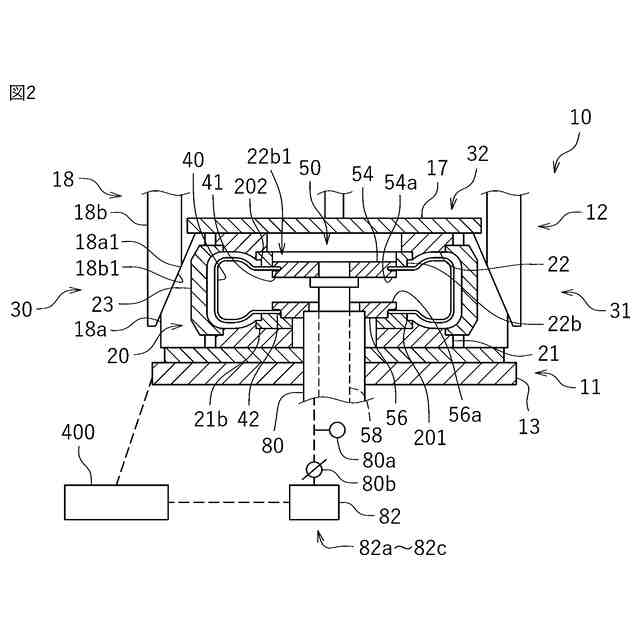
図2は、タイヤ用加硫機10の模式図である。
図3は、シェーピング工程での加圧媒体の供給圧の変化を示すタイムチャートである。
図4は、シェーピング工程でのブラダ40の内圧の変化を示すタイムチャートである。
【発明を実施するための形態】
【0009】
以下、ここで開示される発明の一実施形態を図面に基づいて説明する。なお、本発明は以下の実施形態に限定されない。各図面は模式的に描かれており、必ずしも実物を反映していない。また、各図面は、一例を示すのみであり、特に言及されない限りにおいて本発明を限定しない。また、同一の作用を奏する部材・部位には、適宜に同一の符号を付し、重複する説明を省略する。本明細書において数値範囲を示す「X~Y」などの表記は、特に言及されない限りにおいて「X以上Y以下」を意味する。
【0010】
《タイヤ用加硫機10》
図1および図2は、タイヤ用加硫機10の模式図である。図1では、金型20が開かれた状態が図示されており、図2では、金型20が閉じられた状態が図示されている。なお、図1において、ブラダ40とローカバー200の断面のハッチングは、省略している。ここで、図1および図2は、タイヤ用加硫機の一実施形態を示すものであり、タイヤ用加硫機は、特に言及されない限りにおいて、図1および図2の形態に限定されない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
住友ゴム工業株式会社
タイヤ
1か月前
住友ゴム工業株式会社
タイヤ
1か月前
住友ゴム工業株式会社
タイヤ
1か月前
住友ゴム工業株式会社
タイヤ
1か月前
住友ゴム工業株式会社
タイヤ
1か月前
住友ゴム工業株式会社
タイヤ
1か月前
住友ゴム工業株式会社
タイヤ
1か月前
住友ゴム工業株式会社
タイヤ
1か月前
住友ゴム工業株式会社
タイヤ
1か月前
住友ゴム工業株式会社
タイヤ
25日前
住友ゴム工業株式会社
制震装置
17日前
住友ゴム工業株式会社
弾性クローラ
4日前
住友ゴム工業株式会社
水質浄化装置
5日前
住友ゴム工業株式会社
二輪車用タイヤ
1か月前
住友ゴム工業株式会社
空気入りタイヤ
4日前
住友ゴム工業株式会社
空気入りタイヤ
1か月前
住友ゴム工業株式会社
重荷重用タイヤ
1か月前
住友ゴム工業株式会社
重荷重用タイヤ
11日前
住友ゴム工業株式会社
二輪車用タイヤ
1か月前
住友ゴム工業株式会社
タイヤの製造方法
1か月前
住友ゴム工業株式会社
生タイヤ供給装置
1か月前
住友ゴム工業株式会社
ゴルフクラブシャフト
1か月前
住友ゴム工業株式会社
ゴム組成物及びタイヤ
1か月前
住友ゴム工業株式会社
加硫方法及び加硫装置
5日前
住友ゴム工業株式会社
ポリマー被覆ガラス基材
1か月前
住友ゴム工業株式会社
ゴルフクラブ用グリップ
17日前
住友ゴム工業株式会社
タイヤの空気圧監視装置
1か月前
住友ゴム工業株式会社
エアレスタイヤの製造方法
1か月前
住友ゴム工業株式会社
産業車両用ソリッドタイヤ
1か月前
住友ゴム工業株式会社
タイヤ評価用雪面の形成方法
17日前
住友ゴム工業株式会社
タイヤ用ゴム組成物及びタイヤ
1か月前
住友ゴム工業株式会社
タイヤ用ゴム組成物及びタイヤ
17日前
住友ゴム工業株式会社
タイヤ用加硫機およびセグメント
17日前
住友ゴム工業株式会社
高帯電防止塗り床材および塗り床
1か月前
住友ゴム工業株式会社
更生タイヤの製造方法及び更生タイヤ
1か月前
住友ゴム工業株式会社
走行中の車両の状態のモニタリング装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ