TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024162745
公報種別
公開特許公報(A)
公開日
2024-11-21
出願番号
2023078604
出願日
2023-05-11
発明の名称
巻取位置制御方法、巻取装置及び鋼板の製造方法
出願人
JFEスチール株式会社
代理人
弁理士法人銀座マロニエ特許事務所
主分類
B21C
47/02 20060101AFI20241114BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
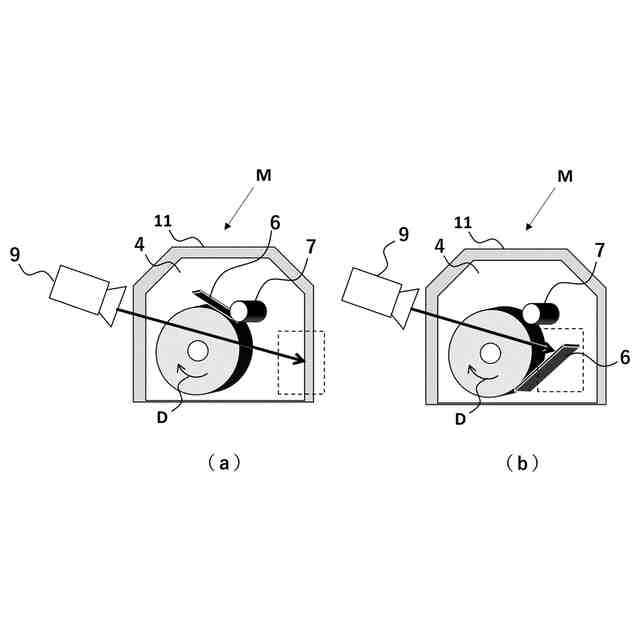
【課題】巻取装置機側にビデオカメラを設け、画像解析により鋼帯の尾端がラッパーロールから離れた瞬間の情報を、尾端停止コントローラに出力し、巻き取りコイルを所定の回転、回転角度に停止し、巻取位置制御の精度が向上する巻取位置制御方法、巻取装置、およびその制御方法を用いた鋼板の製造方法を提供する。
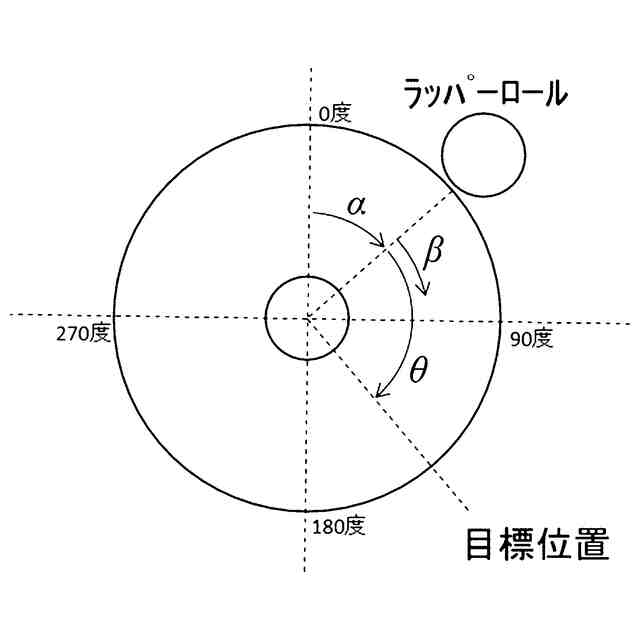
【解決手段】巻取装置内の鋼帯の巻き取りをカメラで撮影するカメラ撮影ステップと、撮影された画像を解析する画像解析ステップと、前記画像解析により鋼帯の尾端がラッパーロールから離れた瞬間を特定する尾端位置決定ステップと、前記尾端位置決定ステップから得られた情報を停止コントローラに出力し、鋼帯の尾端がラッパーロールから離れた後、回転する前記巻き取りコイルが目標位置で停止するように、前記巻き取りコイルの回転及び回転角度を制御する巻取位置制御ステップと、を含む、巻取位置制御方法である。
【選択図】図1
特許請求の範囲
【請求項1】
鋼帯をマンドレルで巻き取りコイルにする際に鋼帯の尾端の巻取位置を制御する巻取位置制御方法であって、
巻取装置内の鋼帯の巻き取りをカメラで撮影するカメラ撮影ステップと、
撮影された画像を解析する画像解析ステップと、
画像の解析により鋼帯の尾端がラッパーロールから離れた瞬間を特定する尾端位置決定ステップと、
前記尾端位置決定ステップから得られた情報を停止コントローラに出力し、鋼帯の尾端がラッパーロールから離れた後、回転する前記巻き取りコイルが目標位置で停止するように、前記巻き取りコイルの回転及び回転角度を制御する巻取位置制御ステップと、
を含む、巻取位置制御方法。
続きを表示(約 450 文字)
【請求項2】
前記画像解析ステップでは、撮影された画像の色差に基づいて解析を行うことを特徴とする請求項1に記載の巻取位置制御方法。
【請求項3】
鋼帯をマンドレルで巻き取りコイルにする巻取装置であって、
巻取装置内の鋼帯の巻き取りをカメラで撮影するカメラ撮影部と、
撮影された画像を解析する画像解析部と、
画像の解析により鋼帯の尾端がラッパーロールから離れた瞬間を特定する尾端位置決定部と、
前記尾端位置決定部で得られた情報から、鋼帯の尾端がラッパーロールから離れた後、回転する前記巻き取りコイルが目標位置で停止するように、前記巻き取りコイルの回転及び回転角度を制御する巻取位置制御部と、
を備える巻取装置。
【請求項4】
前記画像解析部は、撮影された画像の色差に基づいて解析を行う請求項3に記載の巻取装置。
【請求項5】
請求項1又は2に記載の巻取位置制御方法を用いる熱間圧延工程を含む鋼板の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼板を巻き取ることによってコイルを形成する際、尾端の停止位置を制御する巻取位置制御方法、その巻取装置及び巻取位置制御方法を用いた鋼板の製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
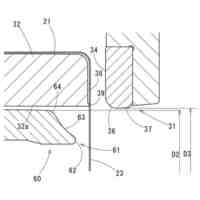
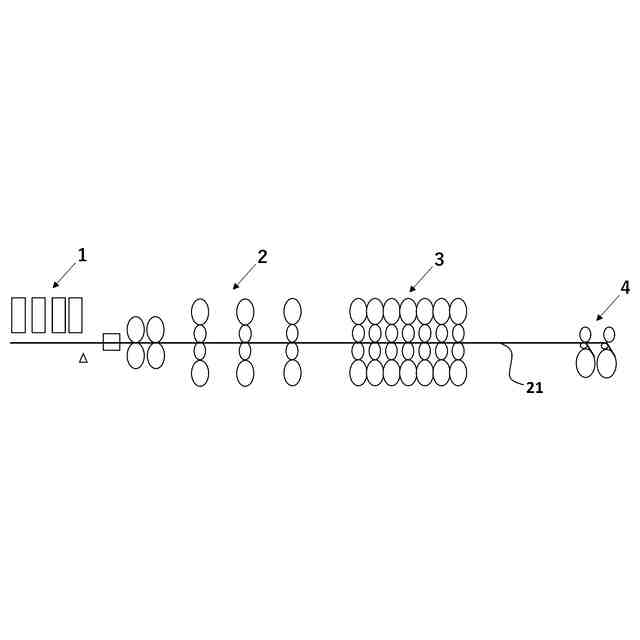
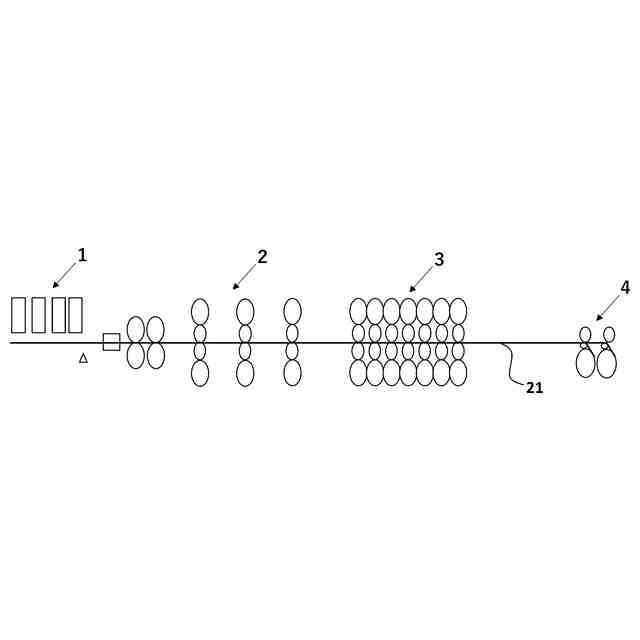
ホットストリップミル(熱間圧延機)のコイラー(巻取り機)では通常、ピンチロールから送り出された熱間圧延鋼帯としての仕上げ圧延鋼帯を、マンドレルで巻き取ってコイルにしており、その巻き終わり時に、仕上げ圧延鋼帯の尾端の定位置停止制御を実施する。
【0003】
このような尾端の定位置停止制御がない場合、コイルの外周上での仕上げ圧延鋼帯の尾端の位置がコイル毎に揃わないため、そのままコイルをコイラのマンドレルから抜き出してコイルヤードまで搬送した場合にはその搬送中に尾端が他の設備やコイルと接触し、最悪の場合、設備破損やコイルへのダメージが発生する。このため、尾端定位置停止制御がないと、コイルの巻き終わりから抜き出し開始にかけてコイラのオペレーターによる手作業での介入が必要となり、作業負荷の増大に繋がる。
【0004】
そこで、これらの問題を解決するため、コイル巻き取りにおける尾端停止技術が提案されている。
特許文献1には、尾端位置の決定に巻取装置前に幅方向に中央1つと両側に1個以上設置されたセンサにより尾端形状を把握し制御する技術が開示されている。具体的には、圧延材の尾端形状に関わらず正確な尾端検出を行うことのできる圧延材尾端検出方法および装置を得ることを目的とする。そして、圧延材尾端検出方法は、圧延設備の巻取り機に巻取られる圧延材の幅方向に並んで、搬送路中央およびその左右にHMD(熱塊検出器)を配置し、圧延材の搬送中に上記すべてのHMDがONからOFFになるタイミングにより圧延材の尾端位置を検出する技術である。
【0005】
また、特許文献2には、ホットストリップミルに設置されている2次元形状計の座標より、巻取装置機内のレーザー計による尾端検出から後方に補正し制御する技術が開示されている。具体的には、クロップ形状計が出力する粗圧延鋼帯の先端および尾端の2次元形状を参照することにより、費用が嵩むことなく高精度に尾端の定位置停止制御を行うことができる巻取制御方法および巻取制御装置を提供することを目的とする。そして、ホットストリップミルのクロップ形状計が出力する粗圧延鋼帯の尾端の2次元形状における幅方向中央での尾端位置とクロップカット位置とを比較して、幅方向中央での尾端位置がクロップカット位置よりも粗圧延鋼帯の先端寄りの場合に、前記ホットストリップミルのピンチロール出側の機内レーザーセンサーが検出した幅方向中央での尾端位置をその位置よりも後方に補正し、その補正後の尾端位置に基づき仕上げ圧延鋼帯の尾端の定位置停止制御を実施する。
【先行技術文献】
【特許文献】
【0006】
特開平11-254034号公報
特開2013-94798号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、上記従来技術を鋼帯のコイル巻取における尾端停止制御に適用しようとすると、以下のような問題が生じる。
【0008】
特許文献1、2に記載された技術は、鋼帯進行方向において、巻取装置より上流に設置されたセンサを活用して尾端形状を予測し、尾端を目標角度に停止させることが可能である。しかし、尾端形状の予測が、センサ位置、板のたわみ、板のまがり、蒸気等で外れた場合に、修正する機能がない。
そのため、鋼帯の停止が目標とする位置から外れると、設備改造費が高価となると共に、設備改造を行う間は鋼材用加熱炉の操業を停止する必要があるため、機会損失が大きく経済的ではないという問題がある。
【0009】
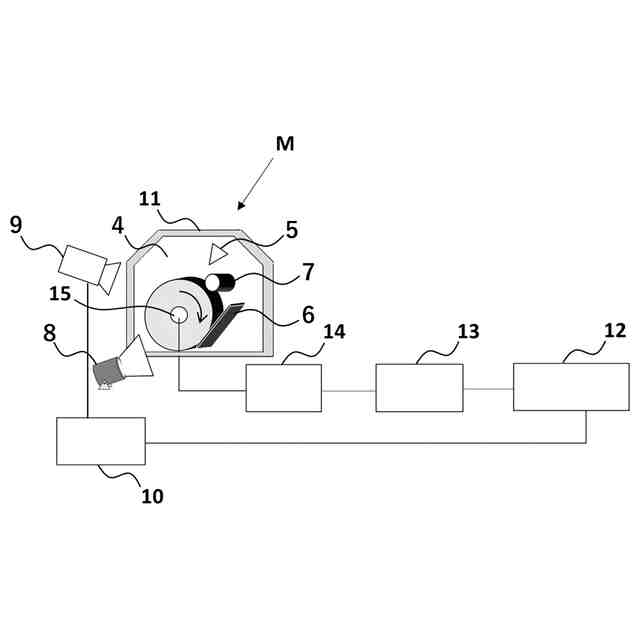
本発明は、従来技術が抱える上記の問題点に鑑み開発したものであって、その目的は、巻取装置機側にビデオカメラを設け、画像解析により鋼帯の尾端がラッパーロールから離れた瞬間の情報を、尾端停止コントローラに出力し、巻き取りコイルを所定の回転、回転角度に停止し、巻取位置制御の精度が向上する巻取位置制御方法、巻取装置、およびその制御方法を用いた鋼板の製造方法を提供することにある。
【課題を解決するための手段】
【0010】
上記課題を有利に解決する本発明に係る巻取位置制御方法は、以下のように構成される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
金型装置
4か月前
個人
鋼線材の高減面率延伸装置
3か月前
個人
ハゼ折鋼板のハゼ締め装置
1か月前
村田機械株式会社
プレス機械
28日前
株式会社プロテリアル
熱間鍛造用金型
2か月前
トヨタ自動車株式会社
プレス金型
2か月前
株式会社ゴーシュー
歯車素材
1か月前
トヨタ紡織株式会社
金型装置
2か月前
トヨタ自動車株式会社
鍛造加工装置
5か月前
トヨタ自動車株式会社
プレス成型方法
4か月前
大裕株式会社
鋼矢板の矯正装置
3か月前
日伸工業株式会社
加工システム
22日前
株式会社小矢部精機
膜厚制御装置
4か月前
石田鉄工株式会社
格子状製品の製造方法
3か月前
日産自動車株式会社
逐次成形方法
1か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
1か月前
A株式会社
接合部材、及び、骨組み構造体
1か月前
株式会社リード
金属管曲げ型
4か月前
村田機械株式会社
上型ホルダ及びプレス機械
4か月前
株式会社不二越
歯車転造加工ユニット
4か月前
大同特殊鋼株式会社
横型鍛造装置
28日前
大同特殊鋼株式会社
鋼種判別装置
4か月前
株式会社不二越
転造加工用鋼製平ダイス
20日前
ニデック株式会社
金型及び打ち抜き方法
2か月前
冨士発條株式会社
トリミング装置
1か月前
株式会社ヤマナカゴーキン
ダイセット装置
1か月前
ダイハツ工業株式会社
曲げ加工装置
3か月前
JFEスチール株式会社
プレス成形品の製造方法
4か月前
トヨタ紡織株式会社
カシメ装置
28日前
ニデック株式会社
金型及びプレス加工装置
2か月前
村田機械株式会社
金型交換装置及び金型検出方法
1か月前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
ダイハツ工業株式会社
曲げ加工装置
3か月前
神鋼鋼線工業株式会社
ばね用線材
4か月前
アルテミラ製缶株式会社
缶の製造方法及び製造装置
4か月前
株式会社菊地機械製作所
加工装置、および加工方法
今日
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ