TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024160517
公報種別
公開特許公報(A)
公開日
2024-11-14
出願番号
2023075609
出願日
2023-05-01
発明の名称
バールとその製造方法
出願人
モトコマ株式会社
代理人
個人
,
個人
主分類
B25C
11/00 20060101AFI20241107BHJP(手工具;可搬型動力工具;手工具用の柄;作業場設備;マニプレータ)
要約
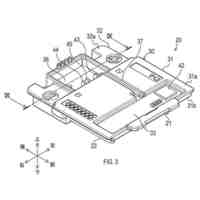
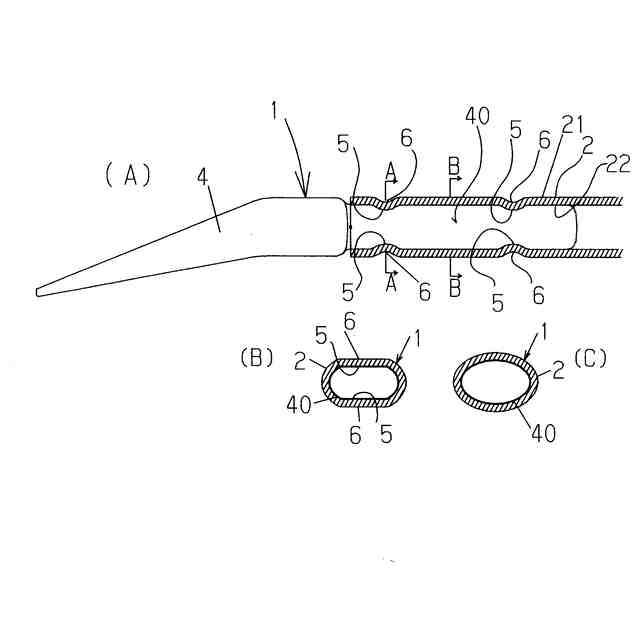
【課題】釘抜き体、爪体や先鋭体とパイプ本体との間でガタツキの発生を防止したバールを提供する。
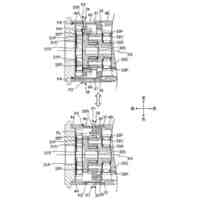
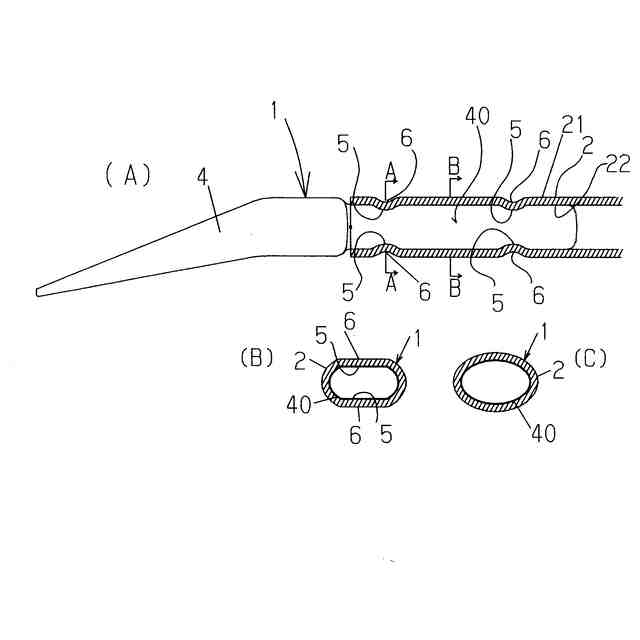
【解決手段】中空材で成るパイプ本体2の継合孔20内に、釘抜き体3又は爪体4又は先鋭体7の挿込部30、40、70が挿入されたバール1で、各挿込部30、40、70の外周31、41、71で、その軸方向に対する直角方向にパイプ本体2との密着度を増す抜け止め用の凹状部5が、予め単数又は複数形成されており、パイプ本体2に挿入された挿込部30等の凹状部5のパイプ本体2向き直上位置におけるパイプ本体2の外周21等に、挿込部等の凹状部5に嵌る同形状の凹状のビート部6が、挿込部30等の凹状部5に食い込んで形成されている。
【選択図】 図3
特許請求の範囲
【請求項1】
中空材で成るパイプ本体の一端の継合孔内に、釘抜き体又は爪体又は先鋭体をなす中実材で成る挿込部が挿入された構成のバールにおいて、
前記釘抜き体又は爪体又は先鋭体の挿込部の外周で、その軸方向に対する直角方向に前記パイプ本体との密着度を増す抜け止め用の凹状部が、予め単数又は複数形成されており、
前記パイプ本体の一端の継合孔内に挿入された前記挿込部の凹状部のパイプ本体向き直上位置におけるパイプ本体の外周に、前記挿込部の凹状部に嵌る同形状の凹状のビート部が、前記挿込部の凹状部に食い込んで形成されていることを特徴とするバール。
続きを表示(約 1,200 文字)
【請求項2】
前記中空材で成るパイプ本体の他端の継合孔内に、釘抜き体又は爪体又は先鋭体をなす中実材で成る挿込部が挿入され、前記釘抜き体又は爪体又は先鋭体の挿込部の外周でも、その軸方向に対する直角方向に前記パイプ本体との密着度を増す抜け止め用の凹状部が、予め単数又は複数形成されており、
前記パイプ本体の他端の継合孔内に挿入された前記挿込部の凹状部のパイプ本体向き直上位置におけるパイプ本体の外周にも、前記挿込部の凹状部に嵌る同形状の凹状のビート部が、前記挿込部の凹状部に食い込んで形成されていることを特徴とする、請求項1に記載したバール。
【請求項3】
前記挿込部の凹状部は、前記挿込部の外周の一部又は全周に亘って形成され、前記ビート部も同様に、前記パイプ本体の外周の一部又は全周に亘って形成されていることを特徴とする、請求項1又は2に記載したバール。
【請求項4】
中空材で成るパイプ本体の一端の継合孔内に、釘抜き体又は爪体又は先鋭体をなす中実材で成る挿込部を挿入するバールの製造方法において、
(a)前記釘抜き体又は爪体又は先鋭体の挿込部の外周で、その軸方向に対する直角方向に前記パイプ本体との密着度を増す抜け止め用の凹状部を、予め単数又は複数形成し、
(b)前記パイプ本体の一端の継合孔内に前記釘抜き体又は爪体又は先鋭体の挿込部を挿入した後、前記挿込部の凹状部のパイプ本体向き直上位置におけるパイプ本体の外周に、前記挿込部の凹状部に嵌る同形状の凹状のビート部を前記挿込部の凹状部に食い込むようにプレス加工して圧接し、
(c)しかる後、前記釘抜き体又は爪体又は先鋭体の挿込部の外周と前記パイプ本体の内周とを溶着すること、
を特徴とするバールの製造方法。
【請求項5】
前記中空材で成るパイプ本体の他端の継合孔内に、釘抜き体又は爪体又は先鋭体をなす中実材で成る挿込部を挿入するバールの製造方法であって、
(a)前記釘抜き体又は爪体又は先鋭体の挿込部の外周でも、その軸方向に対する直角方向に前記パイプ本体との密着度を増す抜け止め用の凹状部を、予め単数又は複数形成し、
(b)前記パイプ本体の他端の継合孔内に前記釘抜き体又は爪体又は先鋭体の挿込部を挿入した後、前記挿込部の凹状部のパイプ本体向き直上位置におけるパイプ本体の外周にも、前記挿込部の凹状部に嵌る同形状の凹状のビート部を前記挿込部の凹状部に食い込むようにプレス加工して圧接し、
(c)しかる後、前記釘抜き体又は爪体又は先鋭体の挿込部の外周と前記パイプ本体の内周とを溶着すること、
を特徴とする、請求項4に記載したバールの製造方法。
【請求項6】
前記挿込部の凹状部は、前記挿込部の外周の一部又は全周に亘って形成し、前記ビート部も同様に、前記パイプ本体の外周の一部又は全周に亘って形成することを特徴とする、請求項4又は5に記載したバールの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、パイプ本体に挿入された釘抜き体や爪体が、如何なる角度での作業や叩いたり、こねたりする等の過酷な作業によっても、釘抜き体、爪体や先鋭体とパイプ本体との間でガタツキの発生を防止したバールとその製造方法の技術分野に属するものである。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
従来、本出願人は、下記特許文献1に係るバールを取得している。同文献1の請求項1には、所定長さの中空状パイプ本体の一方の端部の継合孔内に、釘抜き体を構成する挿込部を挿入し、且熔着して熔着部を形成し、前記パイプ本体の他方の端部の継合孔内に爪体の挿込部を挿入し、且熔着して熔着部を形成するバールにおいて、前記釘抜き体の挿込部を挿入する前記パイプ本体の一方の継合孔の開口部と前記釘抜き体の挿込部とを熔着して形成の熔着部より前記釘抜き体の挿込部とパイプ本体との重合部分にして、前記熔着部より前記爪体の方向に間隔を設け、前記パイプ本体の長手方向に対し直角状にして、前記パイプ本体の外周部分を細長く、且プレスによって帯状に凹ませ、前記パイプ本体の凹んだ内側部分が前記パイプ本体内に挿入中の釘抜き体の挿込部の外側面に食込む強度を著増するビート部を単数もしくは複数形成すると共に、前記爪体の挿込部を挿入する前記パイプ本体の他方の開口部と前記爪体の挿込部との熔着部より前記爪体の挿込部とパイプ本体との重合部分にして、前記熔着部より前記釘抜き体の方向に間隔を設け、前記パイプ本体の長手方向に対し直角状にして、前記パイプ本体の内側部分が細長く、且プレスによって帯状に凹ませ、前記パイプ本体の凹んだ内側部分が前記パイプ本体内に挿入中の爪体の挿込部の外側面に食込み、強度を著増するビート部を単数もしくは複数形成することを特徴とするバールが記載されている。
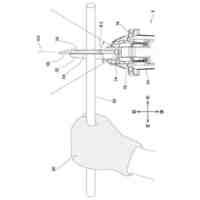
【0003】
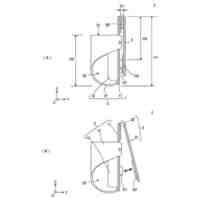
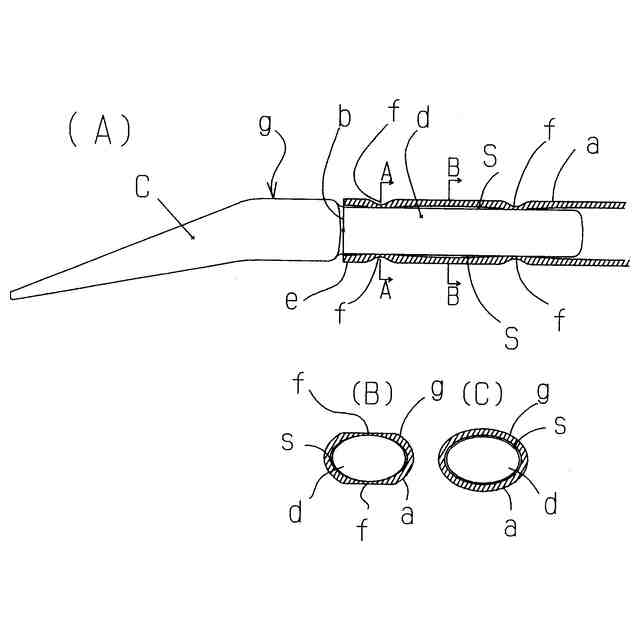
図6と図7は、特許文献1に係るバールgの一実施態様を示している。すなわち、爪体cの挿込部dを挿入するパイプ本体aの一端の開口部bと爪体cの挿込部dとの熔着部eより爪体cの挿込部dとパイプ本体aとの重合部分にして、熔着部eより他端の釘抜き体(図示は省略)の方向に間隔を設け、パイプ本体aの長手方向に対し直角状にして、パイプ本体aの内側部分が細長く、且つプレスによって帯状に凹ませ、パイプ本体aの凹んだ内側部分がパイプ本体a内に挿入中の爪体cの挿込部dの外側面に食込み、強度を著増するビート部fを複数形成されたバールgである。
【先行技術文献】
【特許文献】
【0004】
特許第4211033号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
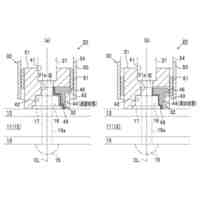
上述した従来のバールgは、パイプ本体aに挿入する爪体cの挿込部dは、図7や図6で明らかなようにストレートである。これは、特許文献1の請求項1に記載した釘抜き体の挿込部も同様である(以下同じ)。
そのため、図6や図7Bの写真を分かり易く図7Cに図示したように、ビート部fのパイプ表面が、重合する挿込部dに対し、「点」で抑えているだけで、パイプ本体aと挿込部dとの間に隙間sが生じている。これは、パイプ本体aの外周からプレスで押すので、その押された部分に逃げ場がなく膨らむためである。
そして、この隙間sが原因で、バールgの爪体cや釘抜き体を叩いたり、こねたりした衝撃で、前記の「点」で支えらえなくなり、ガタツキが生じる原因になっており、これが更に解決すべき課題となっている。
【0006】
したがって、本発明の目的は、釘抜き体、爪体や先鋭体の挿込部とパイプ本体との密着度を増大させ、叩いたり、こねたりする等の過酷な作業によっても、釘抜き体、爪体や先鋭体とパイプ本体との間でガタツキの発生を防止した高品質なバールとその製造方法を提供することにある。
【課題を解決するための手段】
【0007】
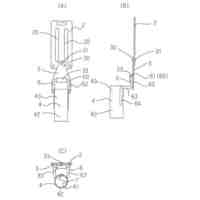
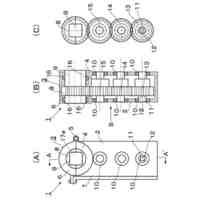
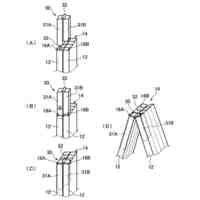
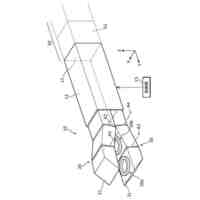
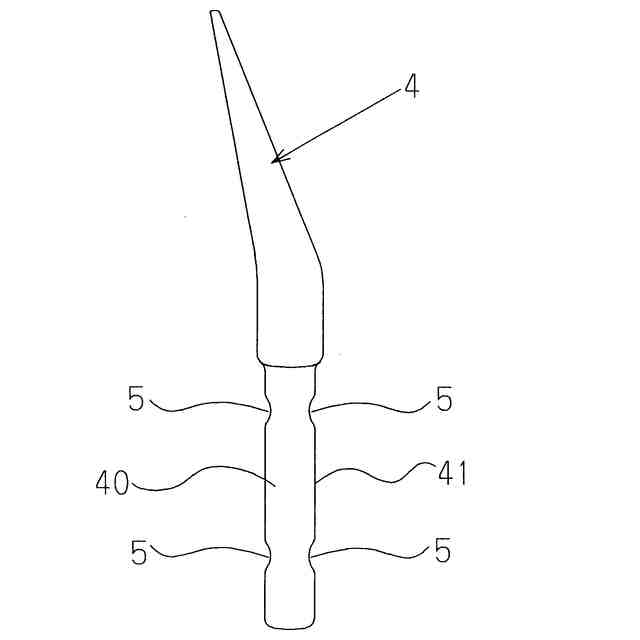
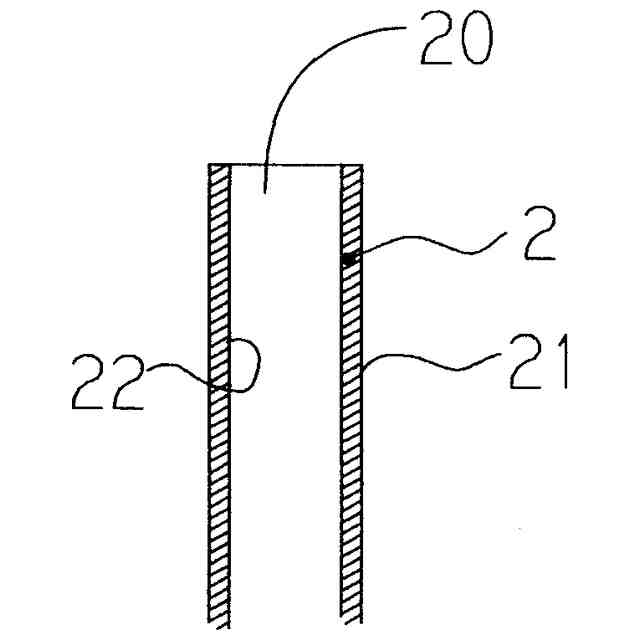
課題を解決するための手段として、請求項1に記載した発明は、中空材で成るパイプ本体2の一端の継合孔20内に、釘抜き体3又は爪体4又は先鋭体7をなす中実材で成る挿込部30が挿入された構成のバール1において、
前記釘抜き体3又は爪体4又は先鋭体7の挿込部30の外周31で、その軸方向に対する直角方向に前記パイプ本体2との密着度を増す抜け止め用の凹状部5が、予め単数又は複数形成されており、
前記パイプ本体2の一端の継合孔20内に挿入された前記挿込部30の凹状部5のパイプ本体2向き直上位置におけるパイプ本体2の外周21に、前記挿込部30の凹状部5に嵌る同形状の凹状のビート部6が、前記挿込部30の凹状部5に食い込んで形成されていることを特徴とするバールである。
【0008】
請求項2に記載した発明は、前記中空材で成るパイプ本体2の他端の継合孔20内に、釘抜き体3又は爪体4又は先鋭体7をなす中実材で成る挿込部30、40、70が挿入され、前記釘抜き体3又は爪体4又は先鋭体7の挿込部30、40、70の外周でも、その軸方向に対する直角方向に前記パイプ本体2との密着度を増す抜け止め用の凹状部5が、予め単数又は複数形成されており、
前記パイプ本体2の他端の継合孔20内に挿入された前記挿込部30、40、70の凹状部5のパイプ本体2向き直上位置におけるパイプ本体2の外周21にも、前記挿込部30、40、70の凹状部5に嵌る同形状の凹状のビート部6が、前記挿込部30、40、70の凹状部5に食い込んで形成されていることを特徴とする、請求項1に記載したバールである。
【0009】
請求項3に記載した発明は、前記挿込部30、40の凹状部5は、前記挿込部30、40の外周31、41の一部又は全周に亘って形成され、前記ビート部6も同様に、前記パイプ本体2の外周21の一部又は全周に亘って形成されていることを特徴とする、請求項1又は2に記載したバールである。
【0010】
請求項4に記載した発明は、中空材で成るパイプ本体2の一端の継合孔20内に、釘抜き体3又は爪体4又は先鋭体7をなす中実材で成る挿込部30を挿入するバール1の製造方法において、
(a)前記釘抜き体3又は爪体4又は先鋭体7の挿込部30の外周31で、その軸方向に対する直角方向に前記パイプ本体2との密着度を増す抜け止め用の凹状部5を、予め単数又は複数形成し、
(b)前記パイプ本体2の一端の継合孔20内に前記釘抜き体3又は爪体4又は先鋭体7の挿込部30を挿入した後、前記挿込部30の凹状部5のパイプ本体2向き直上位置におけるパイプ本体2の外周21に、前記挿込部30の凹状部5に嵌る同形状の凹状のビート部6を前記挿込部30の凹状部5に食い込むようにプレス加工して圧接し、
(c)しかる後、前記釘抜き体3又は爪体4又は先鋭体7の挿込部30、40、70の外周31と前記パイプ本体2の内周22とを溶着すること、
を特徴とするバールの製造方法である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
腰袋
11日前
株式会社マキタ
電動工具
4日前
株式会社マキタ
電動工具
19日前
日本車輌製造株式会社
締め付け工具
19日前
川崎重工業株式会社
ロボットアーム
19日前
川崎重工業株式会社
ロボットアーム
19日前
川崎重工業株式会社
ロボットリスト
19日前
日本信号株式会社
作業機制御システム
4日前
CKD株式会社
吸着型搬送装置
1か月前
川崎重工業株式会社
ロボットシステム
19日前
ジヤトコ株式会社
圧入装置
1か月前
株式会社安川電機
ロボット
1か月前
株式会社京阪エンジニアリング
脱着装置
5日前
株式会社安川電機
ロボット
1か月前
株式会社安川電機
ロボット
1か月前
株式会社スター精機
ワーク搬送装置
8日前
株式会社マキタ
集塵アタッチメント
4日前
モトコマ株式会社
寄せポンチホルダー
20日前
川崎重工業株式会社
ロボットシステム
11日前
トヨタ自動車株式会社
制御装置及び制御方法
19日前
個人
ターンバックル用工具
26日前
有限会社松尾エンジニアリング
連結部材
20日前
株式会社DailyColor
ロボットハンド
20日前
株式会社SHIN‐JIGEN
上肢アシスト装置
25日前
株式会社マキタ
電動工具
11日前
株式会社マキタ
作業機
1か月前
株式会社マキタ
バッテリ駆動式機器
1か月前
株式会社マキタ
打ち込み工具
1か月前
株式会社安川電機
ロボット及び基板搬送装置
1か月前
川崎重工業株式会社
多関節ロボット
4日前
川崎重工業株式会社
多関節ロボット
4日前
株式会社日本マイクロニクス
把持機構及び搬送装置
1か月前
馳逸自動化科技(蘇州)有限公司
物品ピッキングロボット
1か月前
ファナック株式会社
人間の技術に基づく経路生成
26日前
株式会社不二越
オフラインダイレクトティーチング装置
26日前
株式会社ダイヘン
ハンド装置及びハンド装置の制御方法
8日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ