TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024158931
公報種別
公開特許公報(A)
公開日
2024-11-08
出願番号
2023074571
出願日
2023-04-28
発明の名称
ポリエチレン系樹脂化学架橋押出発泡体およびそれを用いた断熱用樹脂シート
出願人
古河電気工業株式会社
代理人
個人
主分類
C08J
9/04 20060101AFI20241031BHJP(有機高分子化合物;その製造または化学的加工;それに基づく組成物)
要約
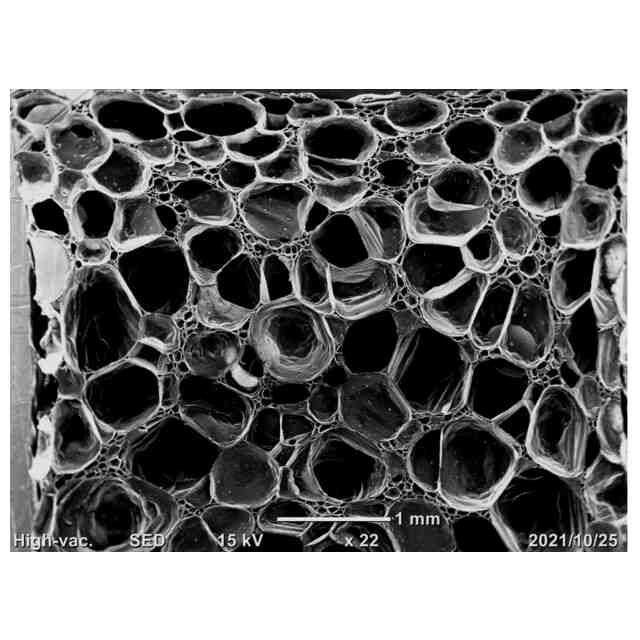
【課題】ポリエチレン樹脂において新規な気泡構造を有するとともに、その気泡構造を得ることで、熱伝導率の低下を実現する。
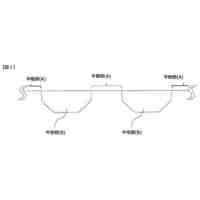
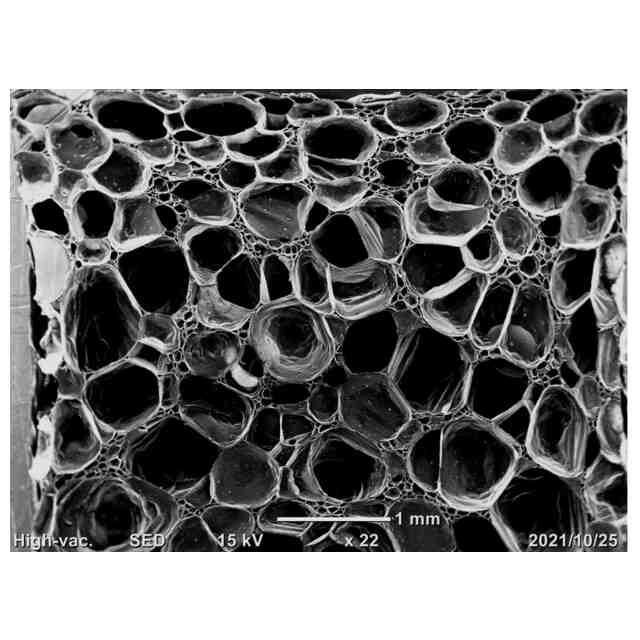
【解決手段】発泡体中の各気泡の厚み方向の気泡径の最大値をそれぞれ各気泡の気泡径と定義した場合の、気泡径が100μm以下の気泡群がその他のこれより気泡径が大きい多数の気泡中にランダムにクラスター状に集積して分散した気泡構造を有するポリエチレン系樹脂化学架橋押出発泡体であって、前記ポリエチレン系樹脂化学架橋押出発泡体は、気泡径が100μm以下の気泡の全気泡に占める気泡数の割合が50%以上で、気泡径が400μm以上の気泡の全気泡に占める気泡数の割合が20%以下であり、さらに、前記押出発泡体の平均気泡径が200μm以下である、気泡径分布を満足する気泡構造を有するポリエチレン系樹脂化学架橋押出発泡体。
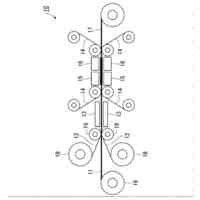
【選択図】図1
特許請求の範囲
【請求項1】
発泡体中の各気泡の厚み方向の気泡径の最大値をそれぞれ各気泡の気泡径と定義した場合の、気泡径が100μm以下の気泡群がその他のこれより気泡径が大きい多数の気泡中にランダムにクラスター状に集積して分散した気泡構造を有するポリエチレン系樹脂化学架橋押出発泡体であって、
前記ポリエチレン系樹脂化学架橋押出発泡体は、
気泡径が100μm以下の気泡の全気泡に占める気泡数の割合が50%以上で、
気泡径が400μm以上の気泡の全気泡に占める気泡数の割合が20%以下であり、
さらに、前記押出発泡体の平均気泡径が200μm以下である、
気泡径分布を満足する気泡構造を有するポリエチレン系樹脂化学架橋押出発泡体。
続きを表示(約 1,200 文字)
【請求項2】
前記ポリエチレン樹脂化学架橋押出発泡体の熱伝導率が0.0350W/m・K@0℃以下を満足するものであることを特徴とする請求項1に記載のポリエチレン系樹脂化学架橋押出発泡体。
【請求項3】
前記ポリエチレン系樹脂化学架橋押出発泡体の密度が22.5~40.0kg/m
3
のポリエチレン樹脂発泡体であることを特徴とする請求項2にポリエチレン系樹脂化学架橋押出発泡体。
【請求項4】
前記ポリエチレン系樹脂化学架橋押出発泡体の機械的特徴として、25%圧縮変形時の圧縮強度が40kPa以上であることを特徴とする請求項3に記載のポリエチレン系樹脂化学架橋押出発泡体。
【請求項5】
請求項2から4のいずれかに記載の前記ポリエチレン系樹脂化学架橋押出発泡体が、断熱用樹脂シートであることを特徴とするポリエチレン系樹脂化学架橋押出発泡体を用いた断熱用樹脂シート。
【請求項6】
前記断熱用樹脂シートがダム用養生断熱シートであることを特徴とする請求項5に記載の断熱用樹脂シート。
【請求項7】
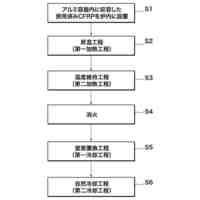
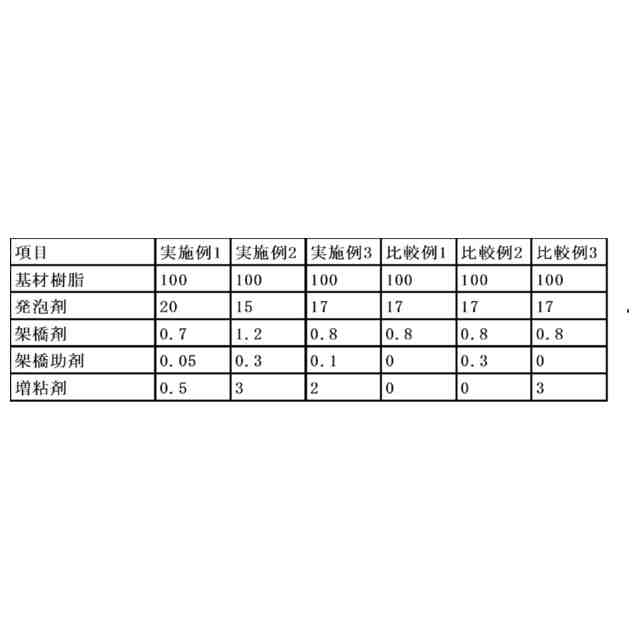
前記ポリエチレン系樹脂化学架橋押出発泡体は、低密度ポリエチレン100質量部に対して、発泡剤を15~20質量部、架橋剤を0.6~1.4質量部、増粘剤0.4~3.0質量部、架橋助剤を0.05~0.5質量部を含む組成からポリエチレン樹脂を溶融混錬、架橋発泡することで製造することを特徴とする請求項1から4のいずれかに記載のポリエチレン系樹脂化学架橋押出発泡体。
【請求項8】
前記発泡剤にADCA(アゾジカーボンアミド)を、架橋剤にDCP(ジクミールカーボンオキサイド)を、増粘剤にPTFE(ポリテトラフルオロエチレン)系改質剤を、架橋助剤にTMPTA(トリメチロールプロパントリ(メタ)アクリレート)を用いることを特徴とする請求項7に記載のポリエチレン系樹脂化学架橋押出発泡体。
【請求項9】
ポリエチレン系樹脂化学架橋押出発泡体を、
発泡体中の各気泡の厚み方向の気泡径の最大値をそれぞれ各気泡の気泡径と定義した場合の、気泡径が100μm以下の気泡群がその他のこれより気泡径が大きい多数の気泡中にランダムにクラスター状に集積して分散した気泡構造を有し、
気泡径が100μm以下の気泡の全気泡に占める気泡数の割合が50%以上で、
気泡径が400μm以上の気泡の全気泡に占める気泡数の割合が20%以下であり、
さらに、前記押出発泡体の平均気泡径が200μm以下である
気泡径分布を満足する気泡構造とすることで、ポリエチレン樹脂発泡体の熱伝導率が0.0350W/m・K@0℃以下とすることを特徴とするポリエチレン系樹脂化学架橋押出発泡体の熱伝導率向上方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ポリエチレン系樹脂化学架橋押出発泡体およびそれを用いた断熱用樹脂シートに関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
いわゆる射出発泡などの3次元形状を有する発泡体の製造方法を除く、ポリエチレンシート状発泡体の製造法にはいくつかの方法が知られている。具体的には、シート状のポリエチレン樹脂発泡体の製造方法には、1)非架橋のまま溶融樹脂にガス注入を行って押出発泡体を製造する無架橋押出発泡体を製造する製造方法、2)押出材の高温の発泡過程での気泡の破泡を防止するために発泡対象の樹脂を電子線架橋する架橋発泡体の製造方法、3)押出材の高温の発泡過程での気泡の破泡を防止するために発泡対象の樹脂を化学架橋する架橋発泡体の製造方法、4)予備成形された樹脂シートをバッチ発泡により外部からガスを浸透させ微細な気泡構造を作成するマイクロ発泡樹脂の製造方法などがある。
【0003】
ここで、上記のポリエチレンを無架橋のまま発泡させる製造法では、樹脂の高温強度の関係で、発泡時に気泡壁が破断して、破泡するため、発泡倍率が3~4倍の発泡体を作成することができるが、高発泡倍率の発泡体を得るには問題がある。さらに高倍率な発泡体を作成するためには樹脂強度を向上させる目的で、ポリエチレン樹脂を架橋する必要があり、ポリエチレン樹脂発泡体の場合には、押出時に化学架橋させて発泡させる化学架橋発泡法か、電子線照射して基材樹脂を架橋させた後に発泡させる電子線架橋発泡法のいずれかの方法により発泡体が製造されてきた。
【0004】
電子線架橋法によるポリエチレン樹脂発泡体の製造は、例えば、電子線照射機を製造ラインに組み込むことでポリエチレン樹脂の長尺シートを連続して製造することができ、化学架橋により架橋する場合に比べて架橋状態を制御しやすい特徴がある。
【0005】
一方、電子線架橋により樹脂の溶融状態での樹脂強度を高める電子線架橋押出法の代わりに、樹脂強度を化学架橋により向上させ押出後の発泡過程における、樹脂の高温強度を高めることで発泡過程での破泡を防止し、高倍率のポリエチレン押出発泡体を安定に製造することができる押出化学架橋発泡法がある。
【0006】
バッチ発泡法
また、以上の3つの異なるプロセスで発泡させる押出発泡法に対して、予備成形された樹脂シートを、超臨界流体(超臨界二酸化炭素)に浸漬し、飽和するまで含浸した後、あるいは一度取出して圧力解放あるいは加熱によって微細気泡を発生させるマイクロ発泡樹脂をバッチ発泡により製造する発泡成形法がある。
【0007】
ここで、圧力解放によって発泡させる場合は、オートクレーブ中でプラスチックのガラス転移温度(Tg)以上を維持しながら急減圧する。また、昇温によって発泡させる場合は、オートクレーブ中で一端プラスチックのTg以下まで冷却し、ガスが含浸したプラスチックを取出してから急速加熱する。この方法の特長は、大量の物理発泡剤(ガス)を溶解して多数の気泡を発生させることと、Tg付近で発泡させるために気泡の粗大化が避けられて微細気泡が得られる点にある。加圧バッチ発泡させる場合には、PET樹脂のような高強度樹脂を低発泡倍率で発泡させる場合には、均一に微細な発泡構造を得ることは可能で平均気泡径10μm以下とすることができる。
【0008】
これに対して、押出中に20~30倍に高倍率に発泡させるポリエチレン押出樹脂発泡体の場合には、マイクロ発泡樹脂のような均一に微細な気泡構造を得ることは、製造方法の都合で困難である。これまで、シート状の樹脂発泡体の気泡構造は、基本的には発泡体全体として、気泡の大きさの均質化を目指すか、あるいはシートの所定厚さの部分の気泡構造を制御することで研究開発がなされてきた。
【0009】
押出後の加熱炉の保持状態で、架橋反応と発泡プロセスの温度や反応条件の制御することで、製造後の押出発泡体の気泡径を変化させることはできるが、これにより、高発泡倍率を維持して状態で押出発泡体の気泡構造を均一に微細化した気泡構造を得ることは困難であった。
【0010】
ここで、本発明においては、比較的高い発泡倍率の樹脂発泡体における微細気泡構造の押出発泡体を得ることを目標としたが、非架橋の押出ガス発泡体と電子線架橋押出発泡体の場合には、気泡径を全体として微細化することは困難であり、その製法上の特徴から発泡体の表層から所定厚さの部分までの気泡を微細化することは可能であるが、全体として微細化することは困難であることが確認された。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東ソー株式会社
配管材
1か月前
東レ株式会社
フィルム
1か月前
日精株式会社
プリプレグ
2か月前
東ソー株式会社
樹脂組成物
1か月前
東ソー株式会社
ゴム組成物
9日前
東ソー株式会社
ゴム組成物
9日前
東ソー株式会社
ゴム組成物
2か月前
日本化薬株式会社
樹脂微粒子
25日前
東レ株式会社
フィルムロール
2か月前
東レ株式会社
多孔質フィルム
2か月前
三菱ケミカル株式会社
テープ
1か月前
三菱ケミカル株式会社
フィルム
22日前
三菱ケミカル株式会社
フィルム
22日前
東ソー株式会社
エチレン系重合体
1か月前
株式会社カネカ
液晶ポリエステル
1か月前
株式会社カネカ
液晶ポリエステル
1か月前
三菱ケミカル株式会社
樹脂組成物
1か月前
東レ株式会社
ポリエステルフィルム
1か月前
花王株式会社
乳化組成物
29日前
東レ株式会社
繊維強化樹脂中空構造体
1か月前
東ソー株式会社
エチレン系重合用触媒
2か月前
アイカ工業株式会社
メラミン樹脂発泡体
2日前
株式会社大阪ソーダ
熱伝導用素材組成物
2か月前
株式会社スリーボンド
導電性樹脂組成物
2か月前
JNC株式会社
白色熱硬化性樹脂組成物
29日前
JNC株式会社
白色熱硬化性樹脂組成物
1か月前
松本油脂製薬株式会社
粒子及びその用途
2か月前
東ソー株式会社
ポリエチレン系樹脂組成物
2か月前
株式会社カネカ
硬化性組成物
2日前
株式会社大阪ソーダ
熱可塑性材料用組成物
1日前
株式会社カネカ
液状ポリオレフィン組成物
1か月前
第一工業製薬株式会社
熱可塑性樹脂組成物
22日前
JNC株式会社
低誘電率樹脂形成用組成物
15日前
積水フーラー株式会社
硬化性組成物
25日前
株式会社カネカ
硬化性組成物
2日前
愛媛県
リサイクル炭素繊維の回収方法
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ