TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024156455
公報種別
公開特許公報(A)
公開日
2024-11-06
出願番号
2023070932
出願日
2023-04-24
発明の名称
インクリメンタル成形装置及びインクリメンタル成形方法
出願人
三菱重工業株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
B21D
22/18 20060101AFI20241029BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】被加工板の板厚減少を抑えながら表面性状の向上を図ることができるインクリメンタル成形装置を提供する。
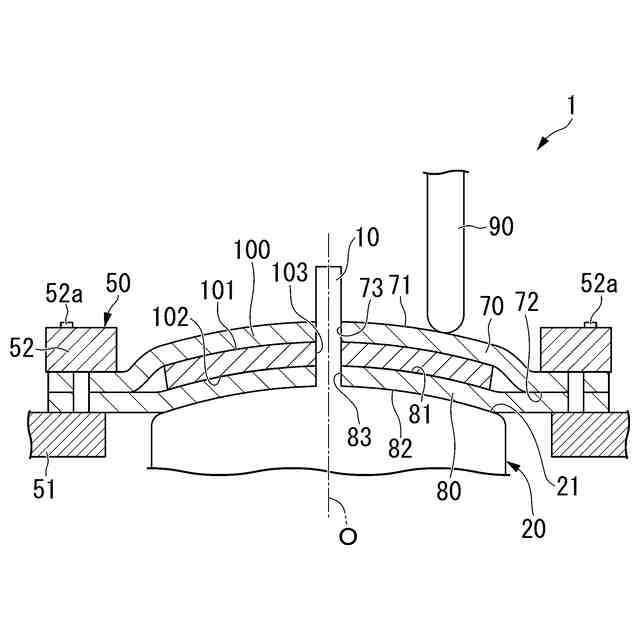
【解決手段】少なくとも一部が凸曲面状をなすとともに被加工板の板厚方向一方側に対向配置される型面を有する受け型と、可撓性のある材料から形成されているとともに、被加工板を板厚方向他方側から覆うように被加工板に積層されるカバーシートと、型面の一部に対して被加工板及びカバーシートを固定する固定部と、カバーシートの外周縁部を保持するとともに受け型に対して板厚方向に相対移動可能に設けられたシート保持部と、カバーシートにおける板厚方向他方側の表面を押圧可能な成形工具と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
少なくとも一部が凸曲面状をなすとともに被加工板の板厚方向一方側に対向配置される型面を有する受け型と、
可撓性のある材料から形成されているとともに、前記被加工板を前記板厚方向他方側から覆うように前記被加工板に積層されるカバーシートと、
前記型面の一部に対して前記被加工板及び前記カバーシートを固定する固定部と、
前記カバーシートの外周縁部を保持するとともに前記受け型に対して前記板厚方向に相対移動可能に設けられたシート保持部と、
前記カバーシートにおける前記板厚方向他方側の表面を押圧可能な成形工具と、
を備えるインクリメンタル成形装置。
続きを表示(約 700 文字)
【請求項2】
前記固定部は、前記受け型から前記板厚方向他方側に突出するとともに前記被加工板及び前記カバーシートを前記板厚方向に貫通している請求項1に記載のインクリメンタル成形装置。
【請求項3】
前記固定部は、前記型面における前記前板厚方向他方側に最も突出する部分に前記被加工板及び前記カバーシートを固定する請求項1に記載のインクリメンタル成形装置。
【請求項4】
可撓性のある材料から形成されているとともに、前記板厚方向一方側から前記被加工板を覆うように前記被加工板に積層される押さえシートをさらに備える請求項1から3のいずれか一項に記載のインクリメンタル成形装置。
【請求項5】
前記シート保持部は、前記カバーシートとともに前記押さえシートの外周縁部を保持しており、
前記固定部は、前記被加工板及び前記カバーシートとともに前記押さえシートを固定している請求項4に記載のインクリメンタル成形装置。
【請求項6】
請求項1に記載のインクリメンタル成形装置を用いたインクリメンタル加工方法であって、
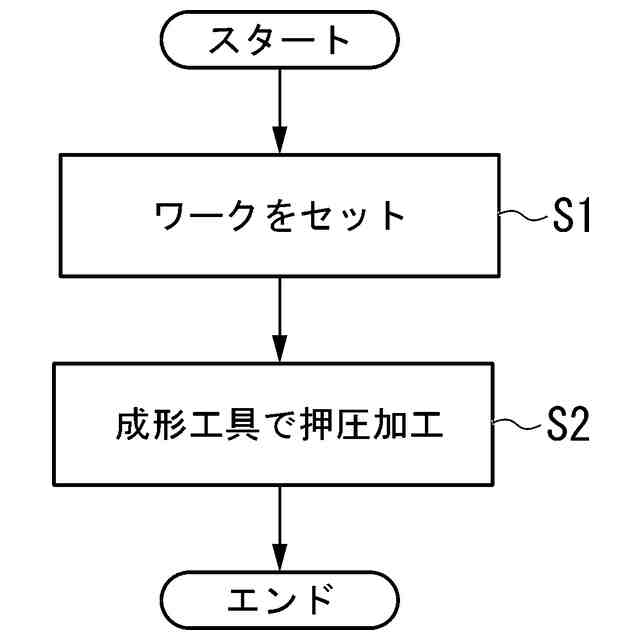
前記受け型と前記カバーシートとの間に前記被加工板を配置して、前記固定部によって前記被加工板及び前記カバーシートとを固定するワークセット工程と、
前記成形工具によって前記カバーシートの前記表面を押圧する押圧工程と、
を含むインクリメンタル成形方法。
【請求項7】
前記ワークセット工程の前に、前記被加工板に対して曲げ加工を行う予備加工工程をさらに含む請求項6に記載のインクリメンタル成形方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、インクリメンタル成形装置及びインクリメンタル成形方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
特許文献1にはインクリメンタル成形装置が開示されている。この装置は、加工対象となる被加工板の外周縁部を保持する枠状の治具と、被加工板の板厚方向の両側から該被加工板を押圧する成形工具と、を備えている。この装置による加工が施されることによって、被加工板は任意の曲面形状に成形される。
【先行技術文献】
【特許文献】
【0003】
特開平7-132329号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで上記のインクリメンタル成形装置は、被加工板の外周縁部の全周を治具で固定した状態で当該被加工板を押圧する構成とされている。そのため、被加工板は張出成形されることになり、不用意な板厚減少や破断が生じてしまう可能性があった。
また、被加工板には直接的に成形工具が接触する。そのため、被加工板に成形工具の接触痕が形成されてしまう結果、表面性状が悪化する場合があった。
【0005】
本開示は上記課題を解決するためになされたものであって、被加工板の板厚減少を抑えながら表面性状の向上を図ることができるインクリメンタル成形装置及びインクリメンタル成形方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本開示に係るインクリメンタル成形装置は、少なくとも一部が凸曲面状をなすとともに被加工板の板厚方向一方側に対向配置される型面を有する受け型と、可撓性のある材料から形成されているとともに、前記被加工板を前記板厚方向他方側から覆うように前記被加工板に積層されるカバーシートと、前記型面の一部に対して前記被加工板及び前記カバーシートを固定する固定部と、前記カバーシートの外周縁部を保持するとともに前記受け型に対して前記板厚方向に相対移動可能に配置されたシート保持部と、前記カバーシートにおける前記板厚方向他方側の表面を押圧可能な成形工具と、を備える。
【0007】
本開示に係るインクリメンタル成形方法は、上記のインクリメンタル成形装置を用いたインクリメンタル加工方法であって、前記受け型と前記カバーシートとの間に前記被加工板を配置して、前記固定部によって前記被加工板及び前記カバーシートとを固定するワークセット工程と、前記成形工具によって前記カバーシートの前記表面を押圧する押圧工程と、を含む。
【発明の効果】
【0008】
本開示のインクリメンタル成形装置及びインクリメンタル成形方法によれば、被加工板の板厚減少を抑えながら表面性状の向上を図ることができる。
【図面の簡単な説明】
【0009】
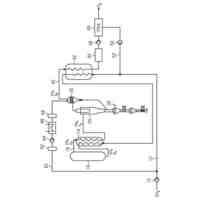
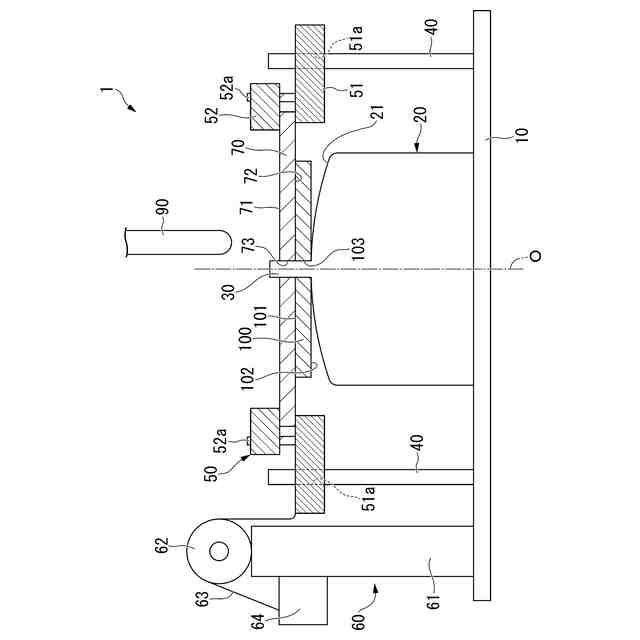
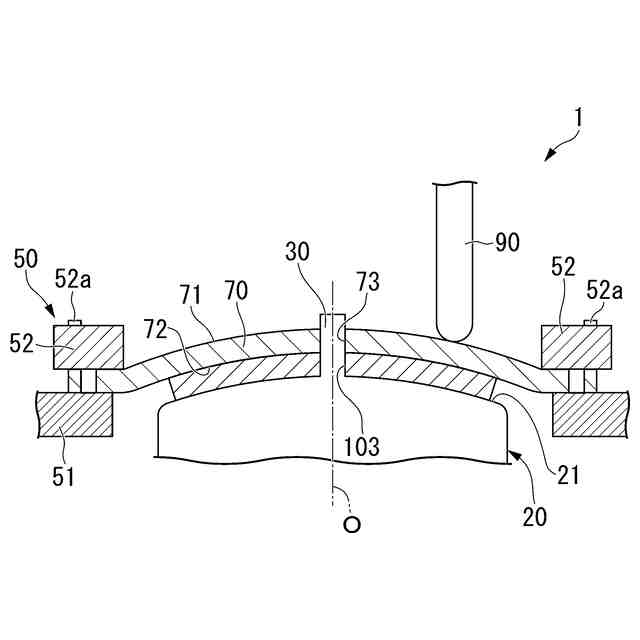
本開示の第一実施形態に係るインクリメンタル成形装置の概略構成を示す模式的な縦断面図であって、被加工板の成形前の状態を示す図である。
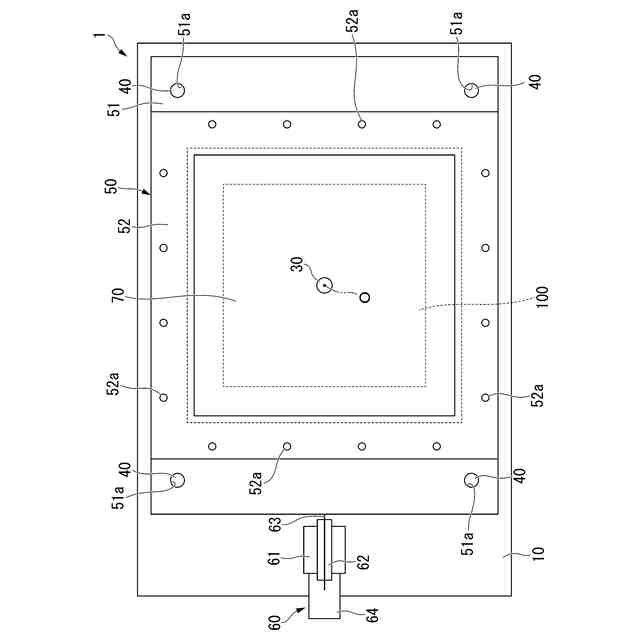
本開示の第一実施形態に係るインクリメンタル成形装置の概略構成を示す平面図である。
本開示の第一実施形態に係るインクリメンタル成形方法の手順を示すフローチャートである。
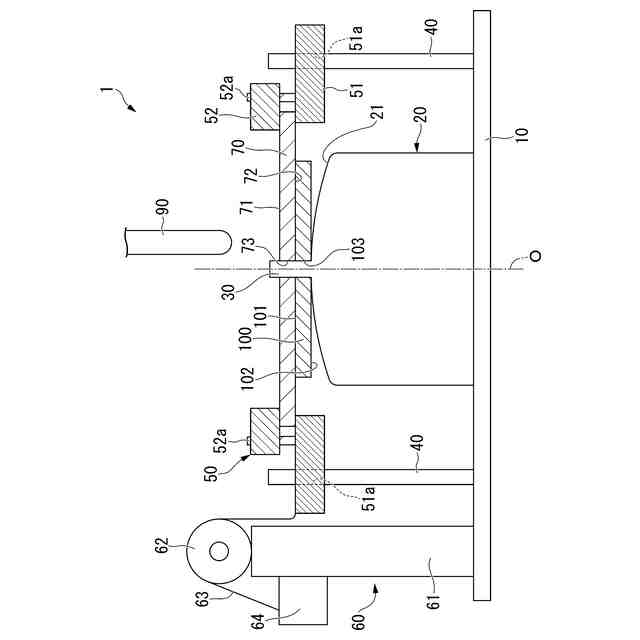
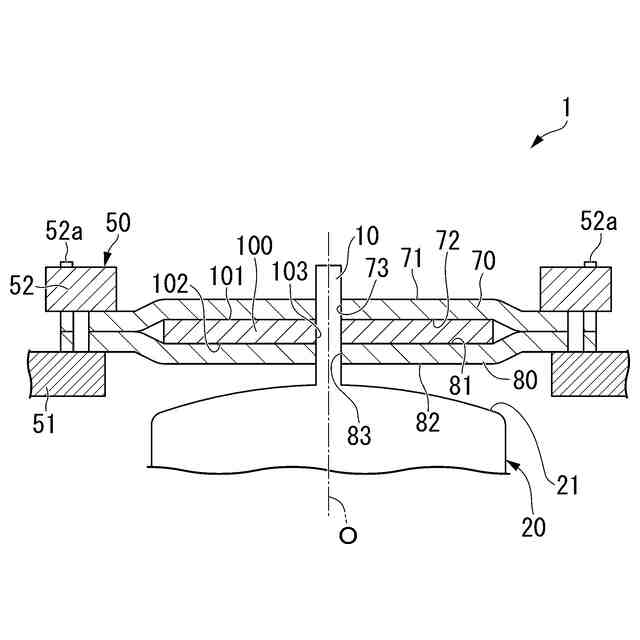
本開示の第一実施形態に係るインクリメンタル成形装置の概略構成を示す模式的な縦断面図であって、被加工板の成形後の状態を示す図である。
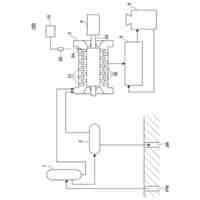
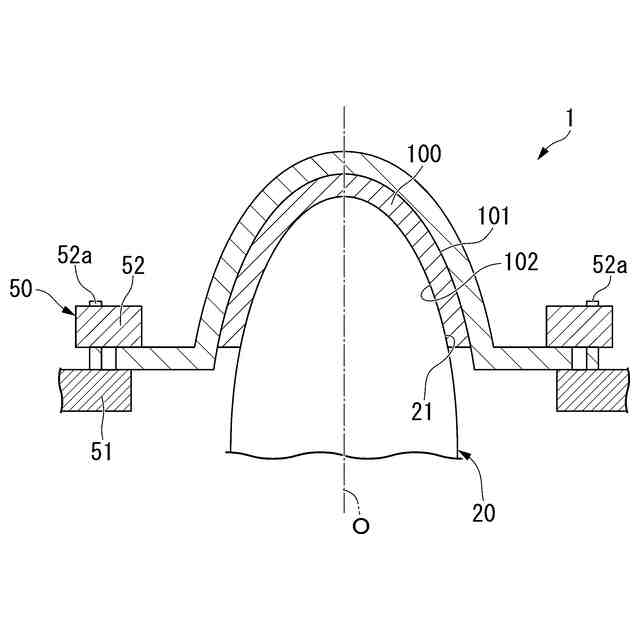
本開示の第二実施形態に係るインクリメンタル成形装置の概略構成を示す模式的な縦断面図であって、被加工板の成形前の状態を示す図である。
本開示の第二実施形態に係るインクリメンタル成形装置の概略構成を示す模式的な縦断面図であって、被加工板の成形前の状態を示す図である。
本開示の第三実施形態に係るインクリメンタル成形方法の手順を示すフローチャートである。
本開示の第三実施形態に係るインクリメンタル成形方法において、予備加工工程を実施した後の被加工板及びカバーシートの縦断面図である。
本開示の第三実施形態に係るインクリメンタル成形装置の概略構成を示す模式的な縦断面図であって、被加工板の成形後の状態を示す図である。
【発明を実施するための形態】
【0010】
<第一実施形態>
以下、本発明の第一実施形態について図1~図3を参照して詳細に説明する。
図1及び図2に示すように、本実施形態のインクリメンタル成形装置1は、加工対象物となる被加工板100に対してインクリメンタル成形をするための装置である。
被加工板100は例えば航空部品等の曲面形状を有する部品を成形するための金型の材料である。当該被加工板100にインクリメンタル成形が施されることで上記の金型を得ることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
三菱重工業株式会社
可燃性ガス生成システム
1日前
三菱重工業株式会社
劣化評価装置、劣化評価システム、劣化評価方法及びプログラム
8日前
個人
金型装置
3か月前
個人
ハゼ折鋼板のハゼ締め装置
23日前
個人
鋼線材の高減面率延伸装置
3か月前
村田機械株式会社
プレス機械
16日前
株式会社プロテリアル
熱間鍛造用金型
1か月前
トヨタ自動車株式会社
プレス金型
2か月前
株式会社ゴーシュー
歯車素材
1か月前
トヨタ紡織株式会社
金型装置
2か月前
トヨタ自動車株式会社
鍛造加工装置
4か月前
トヨタ自動車株式会社
プレス成型方法
4か月前
大裕株式会社
鋼矢板の矯正装置
3か月前
日伸工業株式会社
加工システム
10日前
日産自動車株式会社
逐次成形方法
1か月前
石田鉄工株式会社
格子状製品の製造方法
2か月前
株式会社小矢部精機
膜厚制御装置
3か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
1か月前
A株式会社
接合部材、及び、骨組み構造体
1か月前
株式会社リード
金属管曲げ型
4か月前
株式会社不二越
歯車転造加工ユニット
4か月前
村田機械株式会社
上型ホルダ及びプレス機械
3か月前
冨士発條株式会社
トリミング装置
1か月前
株式会社不二越
転造加工用鋼製平ダイス
8日前
ニデック株式会社
金型及び打ち抜き方法
2か月前
大同特殊鋼株式会社
鋼種判別装置
3か月前
大同特殊鋼株式会社
横型鍛造装置
16日前
村田機械株式会社
金型交換装置及び金型検出方法
29日前
神鋼鋼線工業株式会社
ばね用線材
3か月前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
株式会社ヤマナカゴーキン
ダイセット装置
29日前
トヨタ紡織株式会社
カシメ装置
16日前
ニデック株式会社
金型及びプレス加工装置
2か月前
JFEスチール株式会社
プレス成形品の製造方法
4か月前
ダイハツ工業株式会社
曲げ加工装置
2か月前
ダイハツ工業株式会社
曲げ加工装置
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ