TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024154164
公報種別
公開特許公報(A)
公開日
2024-10-30
出願番号
2023067841
出願日
2023-04-18
発明の名称
重ね合わせ構造部材およびその製造方法
出願人
JFEスチール株式会社
代理人
弁理士法人銀座マロニエ特許事務所
主分類
B21D
22/20 20060101AFI20241023BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】突出部を有する重ね合わせ構造部材をパッチワーク法で製造する際の、冷間プレス成形時の加工加重を低減させて、過大な加工荷重に起因する加工不良を解決することにある。
【解決手段】各々金属板からなるブランクを冷間プレス成形した第1の部品と第2の部品とを互いに重ね合わせた状態で接合してなる、突出部を有する重ね合わせ構造部材において、前記第1の部品と前記第2の部品とのうち何れか一方の部品に前記突出部を有し、前記第1の部品と前記第2の部品とのうち他方の部品の、前記突出部に対応する領域に穴あき部を有することを特徴としている。
【選択図】図8
特許請求の範囲
【請求項1】
各々金属板からなるブランクを冷間プレス成形した第1の部品と第2の部品とを互いに重ね合わせた状態で接合してなる、突出部を有する重ね合わせ構造部材において、
前記第1の部品と前記第2の部品とのうち何れか一方の部品に前記突出部を有し、
前記第1の部品と前記第2の部品とのうち他方の部品の、前記突出部に対応する領域に穴あき部を有することを特徴とする重ね合わせ構造部材。
続きを表示(約 840 文字)
【請求項2】
前記一方の部品の前記突出部は、前記他方の部品の方向に突出していることを特徴とする、請求項1記載の重ね合わせ構造部材。
【請求項3】
前記一方の部品の前記突出部は、前記他方の部品と反対の方向に突出していることを特徴とする、請求項1記載の重ね合わせ構造部材。
【請求項4】
前記第1の部品と前記第2の部品との引張強度の強度グレードはともに590MPa級以上であることを特徴とする、請求項1から3までの何れか一項記載の重ね合わせ構造部材。
【請求項5】
各々金属板からなるブランクを冷間プレス成形した第1の部品と第2の部品とを互いに重ね合わせた状態で接合して、突出部を有する重ね合わせ構造部材を製造する方法において、
前記第1の部品と前記第2の部品とのうち何れか一方の部品となるブランクに前記突出部を形成し、
前記第1の部品と前記第2の部品とのうち他方の部品となるブランクの、前記突出部に対応する領域に穴あき部を形成することを特徴とする重ね合わせ構造部材の製造方法。
【請求項6】
前記一方の部品の前記突出部は、前記他方の部品の方向に突出させることを特徴とする、請求項5記載の重ね合わせ構造部材の製造方法。
【請求項7】
前記一方の部品の前記突出部は、前記他方の部品と反対の方向に突出させることを特徴とする、請求項5記載の重ね合わせ構造部材の製造方法。
【請求項8】
前記第1の部品となるブランクおよび前記第2の部品となるブランクを、互いに重ね合わせた状態で接合し、一体で冷間プレス成形することを特徴とする、請求項5から7までの何れか一項記載の重ね合わせ構造部材の製造方法。
【請求項9】
前記第1の部品と前記第2の部品との引張強度の強度グレードはともに590MPa級以上であることを特徴とする、請求項8記載の重ね合わせ構造部材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、各々金属板からなるブランクから冷間プレス成形した第1の部品と第2の部品とを互いに重ね合わせた状態で互いに接合してなる重ね合わせ構造部材およびその製造方法に関するものである。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
自動車車体の乗員保護の観点で、自動車車体には衝突安全性の向上が求められている。一方で、二酸化炭素排出量の削減のため、自動車車体を軽量化し燃費を向上させることも重要である。これら衝突安全性能と車体の軽量化を両立するために、自動車車体の骨格部品への高強度材の適用が年々増えている。例えば、自動車車体のキャビンを形成するフロントピラーやセンタピラーなどのピラー部品は、自動車の衝突時にキャビン内の乗員を保護するために重要な骨格部品である。そのためピラー部品には、衝突荷重に耐え得る強度が要求され、引張強度の強度グレードが1470MPa級以上の高張力鋼板も適用されている。
【0003】
また、自動車の衝突安全性基準は年々厳格さを増す傾向にあり、自動車車体はその基準を満たす必要がある。そのため、強度の必要な骨格部品に対し補強部品を重ね合わせて、衝突特性に大きく影響する車体の部位を部分的に補強した重ね合わせ構造部材が、上記ピラー部品などの骨格部品の構成に採用されている。
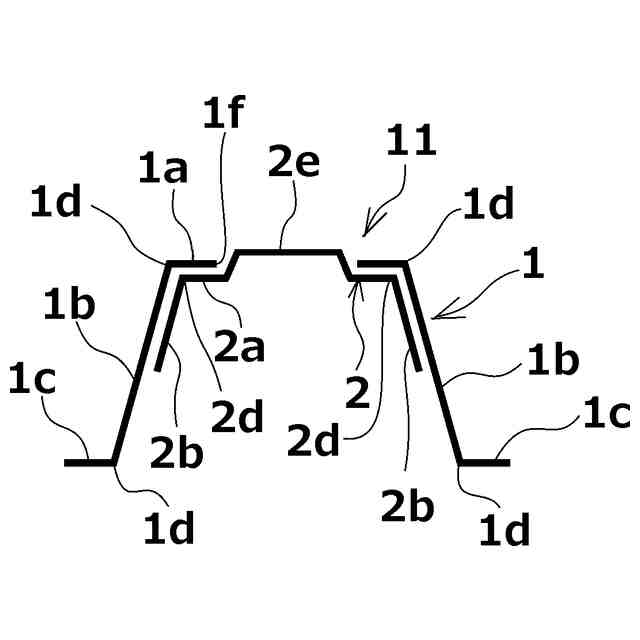
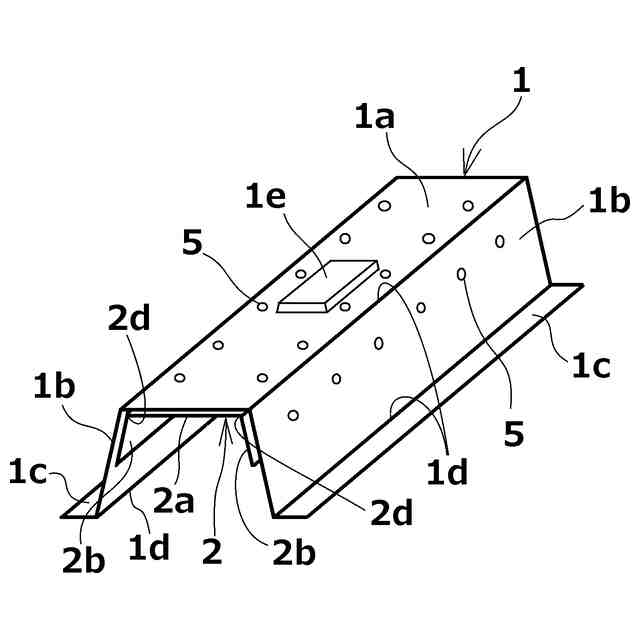
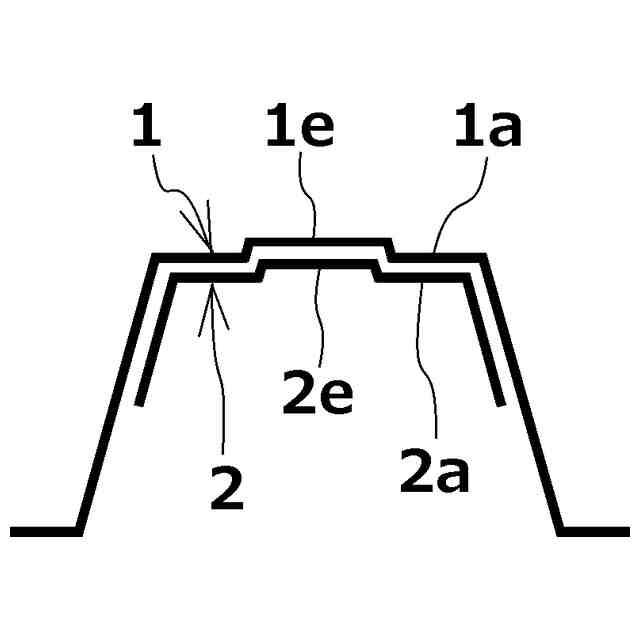
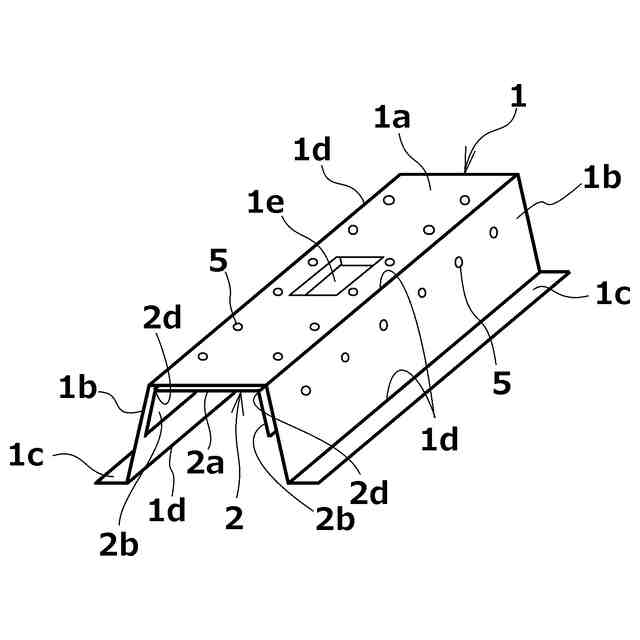
【0004】
図1に、重ね合わせ構造部材の一例を示す。図中符号1で示す本体部品は本例ではハット状断面を有し、天板部1aと縦壁部1bとフランジ部1cとこれらを繋ぐ稜線部1dとからなる。図中符号2で示す補強部品は本体部品1の内側に配置され、本例ではコ字状断面を有し、天板部2aと縦壁部2bとこれらを繋ぐ稜線部2dとからなる。本体部品1と補強部品2とは互いに抵抗スポット溶接で接合され、天板部1a,2aと縦壁部1b,2bとに接合部5が配置される。
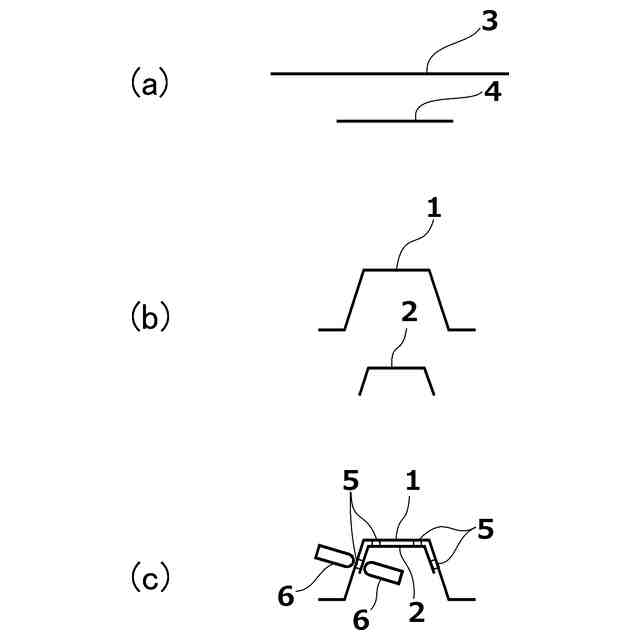
【0005】
このような重ね合わせ構造部材を製造する従来の方法としては、例えば図2(a)に示すように二枚のブランク3,4を準備して、先ず図2(b)に示すようにそれらのブランク3,4から本体部品1と補強部品2とをそれぞれプレス成形する。そしてその後に図2(c)に示すように本体部品1と補強部品2とを互いに重ね合わせて接合部5で電極6を用いた抵抗スポット溶接により接合する方法が一般的である。
【0006】
また、重ね合わせ構造部材を製造する他の方法としては、パッチワーク法といわれる方法がある。この方法では、例えば図3(a)に示すように二枚のブランク3,4を準備し、先ず図3(b)に示すように本体部品1および補強部品2への成形前のブランク3,4を互いに重ね合わせて、接合部5で電極6を用いた抵抗スポット溶接によりあらかじめ接合する。そして図3(c)に示すようにこの互いに接合されたブランク3,4を1つのプレス金型で同時にプレス成形する。このパッチワーク法を用いれば、一回のプレス工程で本体部品1と補強部品2とを成形するのでプレス金型に掛かる費用を抑えることができる。また、パッチワーク法による構造では材料同士が密着しているため、衝突時に外力を受けた際に高い耐荷重を発揮する。
【0007】
パッチワーク法を適用した部材は、主にホットプレスにより製造されている(特許文献1~3参照)。ホットプレスとは、ブランクを高温に加熱し、これをプレス金型の互いに上下方向に対向する上型と下型とで挟んで、部品を成形する成形方法である。下死点(上型の最下点)でブランクはプレス金型により急冷され、金属組織がマルテンサイトに変態することによって部品強度を確保できる。また、ブランクから部品が高温で成形されることから、成形中にブランクに生じる応力が小さいため、プレス金型から外した際に部品に生じるスプリングバックが少ないので、形状凍結性に優れるという利点を有している。
【先行技術文献】
【特許文献】
【0008】
特開2013-184221号公報
特開2020-131226号公報
特開2021-098451号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
ところで近年は、引張強度が1470MPa級の超高張力鋼板を用いることで、常温のままのブランクをプレス成形する冷間プレス成形でも、ホットプレスと同等の部品強度が得られるようになってきている。冷間プレス成形はホットプレスにおけるようなブランクの加熱工程を必要としないため、ホットプレスに比べて生産性に優れ、部品の製造コストを安価に抑えることができる。
【0010】
しかしながら、パッチワーク法に冷間プレス成形を適用する場合、高強度なブランク二枚を一体で成形するため、プレス金型はブランクから大きな反力を受け、大きな加工荷重を必要とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
金型装置
4か月前
個人
ハゼ折鋼板のハゼ締め装置
1か月前
個人
鋼線材の高減面率延伸装置
3か月前
村田機械株式会社
プレス機械
28日前
株式会社プロテリアル
熱間鍛造用金型
2か月前
トヨタ自動車株式会社
プレス金型
2か月前
株式会社ゴーシュー
歯車素材
1か月前
トヨタ自動車株式会社
鍛造加工装置
5か月前
トヨタ紡織株式会社
金型装置
2か月前
トヨタ自動車株式会社
プレス成型方法
4か月前
日伸工業株式会社
加工システム
22日前
大裕株式会社
鋼矢板の矯正装置
3か月前
株式会社小矢部精機
膜厚制御装置
4か月前
日産自動車株式会社
逐次成形方法
1か月前
石田鉄工株式会社
格子状製品の製造方法
3か月前
株式会社リード
金属管曲げ型
4か月前
A株式会社
接合部材、及び、骨組み構造体
1か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
1か月前
株式会社不二越
歯車転造加工ユニット
4か月前
村田機械株式会社
上型ホルダ及びプレス機械
4か月前
株式会社不二越
転造加工用鋼製平ダイス
20日前
大同特殊鋼株式会社
横型鍛造装置
28日前
冨士発條株式会社
トリミング装置
1か月前
大同特殊鋼株式会社
鋼種判別装置
4か月前
ニデック株式会社
金型及び打ち抜き方法
2か月前
JFEスチール株式会社
プレス成形品の製造方法
4か月前
ダイハツ工業株式会社
曲げ加工装置
3か月前
株式会社ヤマナカゴーキン
ダイセット装置
1か月前
村田機械株式会社
金型交換装置及び金型検出方法
1か月前
神鋼鋼線工業株式会社
ばね用線材
4か月前
ニデック株式会社
金型及びプレス加工装置
2か月前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
トヨタ紡織株式会社
カシメ装置
28日前
ダイハツ工業株式会社
曲げ加工装置
3か月前
アルテミラ製缶株式会社
缶の製造方法及び製造装置
4か月前
株式会社佐藤精機
鍛造金型及び曲げ加工方法
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ