TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024151215
公報種別
公開特許公報(A)
公開日
2024-10-24
出願番号
2023064441
出願日
2023-04-11
発明の名称
切屑回収システム
出願人
オークマ株式会社
代理人
個人
,
個人
主分類
B23Q
11/00 20060101AFI20241017BHJP(工作機械;他に分類されない金属加工)
要約
【課題】生産効率の低下を防止すると共に、安価で切屑回収も容易に可能となる切屑回収システムを提供する。
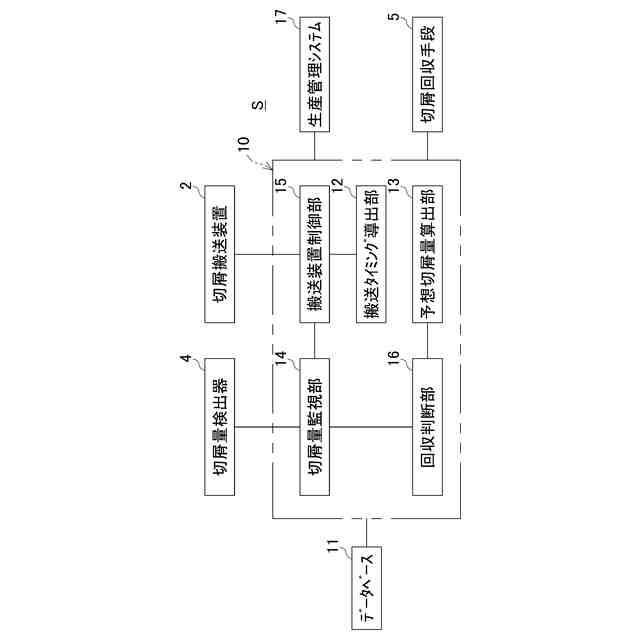
【解決手段】切屑回収システムSは、切屑収納容器3と、切屑量検出器4及び切屑量監視部14と、複数の所定の切屑回収予定時刻と、NCプログラム等を記憶するデータベース11と、予想切屑量をNCプログラムごとに算出する予想切屑量算出部13と、各切屑回収予定時刻での切屑の回収が必要か否かを判断する回収判断部16とを備え、回収判断部16は、切屑回収予定時刻に到達すると、切屑量検出器4及び切屑量監視部14により検出された切屑量と、次の切屑回収予定時刻への到達までに使用するNCプログラムに基づいて予想切屑量算出部13により算出された予想切屑量とを合算し、その合算値と切屑量閾値とを比較して、合算値が切屑量閾値を越えている場合に、到達した切屑回収予定時刻での切屑の回収が必要と判断する。
【選択図】図2
特許請求の範囲
【請求項1】
工作機械において加工により発生した切屑を受ける切屑収納容器と、
前記切屑収納容器に堆積した切屑量を検出する切屑量検出手段と、
前記切屑収納容器を回収する又は前記切屑収納容器から切屑を回収するタイミングである複数の所定の切屑回収予定時刻と、加工に使用するNCプログラムと、前記NCプログラムの使用予定時刻と、切屑回収の要否を判断するための切屑量閾値とを記憶する記憶手段と、
加工に伴い発生すると予想される切屑の量である予想切屑量を前記NCプログラムごとに算出する予想切屑量算出手段と、
各前記切屑回収予定時刻での切屑の回収が必要か否かを判断する回収判断手段と、を備え、
前記回収判断手段は、前記切屑回収予定時刻に到達すると、前記切屑量検出手段により検出された切屑量と、次の前記切屑回収予定時刻への到達までに使用する前記NCプログラムに基づいて前記予想切屑量算出手段により算出された前記予想切屑量と、を合算し、その合算値と前記切屑量閾値とを比較して、前記合算値が前記切屑量閾値を越えている場合に、到達した前記切屑回収予定時刻での切屑の回収が必要と判断することを特徴とする切屑回収システム。
続きを表示(約 730 文字)
【請求項2】
前記予想切屑量算出手段は、前記NCプログラムを過去に使用した際に前記切屑量検出手段により検出された過去の切屑量又は、前記NCプログラムを用いたシミュレーションにより計算された切屑量に基づいて前記予想切屑量を算出することを特徴とする請求項1に記載の切屑回収システム。
【請求項3】
前記記憶手段は、加工に使用した前記NCプログラムの動作時間と動作中の平均主軸負荷とを記憶しており、
前記予想切屑量算出手段は、前記過去の切屑量に基づいて前記予想切屑量を算出する場合で、且つ使用する前記NCプログラムについて前記記憶手段に前記過去の切屑量が記憶されていない場合、過去の前記切屑回収予定時刻間に動作した全ての前記NCプログラムにおけるそれぞれの前記動作時間と前記平均主軸負荷との乗算値の総和に対する、使用する前記NCプログラムにおける前記動作時間と前記平均主軸負荷との乗算値の割合と、前記過去の前記切屑回収予定時刻間に前記切屑量検出手段により検出された前記全ての前記NCプログラムの動作による切屑量とに基づいて、前記予想切屑量を算出することを特徴とする請求項2に記載の切屑回収システム。
【請求項4】
前記工作機械から前記切屑収納容器へ切屑を搬送する切屑搬送装置と、
前記切屑搬送装置を制御する搬送装置制御部と、をさらに備え、
前記搬送装置制御部は、前記切屑回収予定時刻において前記切屑搬送装置を停止させ、且つ前記切屑量検出手段によって検出された切屑量が前記切屑量閾値以上になったときに前記切屑搬送装置を停止させる制御を行うことを特徴とする請求項1乃至3の何れかに記載の切屑回収システム。
発明の詳細な説明
【技術分野】
【0001】
本開示は、工作機械による加工に伴って発生した切屑を回収するためのシステムに関する。
続きを表示(約 3,700 文字)
【背景技術】
【0002】
生産工場での工作機械の切削加工において、素材から削り取られた材料は、一般にチップバケットや切屑受けのような切屑収納容器へ、工作機械から直接または切屑搬送装置を用いて回収される。切屑収納容器へ回収される切屑は、切屑収納容器から溢れると工場床面へ散らばってしまい、工場環境が悪化する原因となる。そのため、一般的には作業者が定期的または切屑収納容器内の切屑量を確認して切屑収納容器内の切屑を回収し、切屑収納容器内の切屑を空にすることで切屑収納容器から切屑が溢れることを防止している。
一方、切屑回収時に切屑搬送装置が動作していると、搬送された切屑が工場床面へ散らばってしまう問題を解決する技術がすでに公開されている。例えば特許文献1には、切屑搬送装置の排出口の下部にシャッター付きのシューターが設けられて、切屑量が所定量に達すると無人搬送車が切屑収納容器を回収し、回収中はシャッターが閉じて切屑が工場床面へ散らばらないようにする技術が公開されている。
また、生産現場では切屑の効率的な回収が求められている。例えば特許文献2には、連結が可能な切屑収納容器の技術が公開されている。ここでは機械毎に設定された切屑排出量から満杯となる時間を基に台車の回収ルートを決めることが記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2021-166260号公報
特許第5473120号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
一般的な方法では定期的に切屑回収を行う場合、切屑が切屑収納容器に十分に堆積していない状態でも回収してしまうため、無駄な回収時間が発生し、生産効率が低下する。
しかし、特許文献1の発明によれば、切屑量を監視する手段を持つため、切屑収納容器内に切屑が十分に堆積した状態で回収可能となり、生産効率の低下を防止することができる。特許文献2の発明も、切屑収納容器が満杯の状態で回収することを前提にしているため、効率的な切屑回収を少ない労力で且つ短時間に行うことができる。
ところが、切屑量が堆積した容器や台車を回収するために無人搬送車を使用しているため、電力消費が大きくなり、コストの増加に繋がる。かといって重量の大きい容器や台車を人力で回収するとなると作業者に大きな負担となってしまう。
【0005】
そこで、本開示は、生産効率の低下を防止すると共に、安価で切屑回収も容易に可能となる切屑回収システムを提供することを目的としたものである。
【課題を解決するための手段】
【0006】
上記目的を達成するために、本開示は、切屑回収システムであって、工作機械において加工により発生した切屑を受ける切屑収納容器と、
前記切屑収納容器に堆積した切屑量を検出する切屑量検出手段と、
前記切屑収納容器を回収する又は前記切屑収納容器から切屑を回収するタイミングである複数の所定の切屑回収予定時刻と、加工に使用するNCプログラムと、前記NCプログラムの使用予定時刻と、切屑回収の要否を判断するための切屑量閾値とを記憶する記憶手段と、
加工に伴い発生すると予想される切屑の量である予想切屑量を前記NCプログラムごとに算出する予想切屑量算出手段と、
各前記切屑回収予定時刻での切屑の回収が必要か否かを判断する回収判断手段と、を備え、
前記回収判断手段は、前記切屑回収予定時刻に到達すると、前記切屑量検出手段により検出された切屑量と、次の前記切屑回収予定時刻への到達までに使用する前記NCプログラムに基づいて前記予想切屑量算出手段により算出された前記予想切屑量と、を合算し、その合算値と前記切屑量閾値とを比較して、前記合算値が前記切屑量閾値を越えている場合に、到達した前記切屑回収予定時刻での切屑の回収が必要と判断することを特徴とする。
本開示の別の態様は、上記構成において、前記予想切屑量算出手段は、前記NCプログラムを過去に使用した際に前記切屑量検出手段により検出された過去の切屑量又は、前記NCプログラムを用いたシミュレーションにより計算された切屑量に基づいて前記予想切屑量を算出することを特徴とする。
本開示の別の態様は、上記構成において、前記記憶手段は、加工に使用した前記NCプログラムの動作時間と動作中の平均主軸負荷とを記憶しており、
前記予想切屑量算出手段は、前記過去の切屑量に基づいて前記予想切屑量を算出する場合で、且つ使用する前記NCプログラムについて前記記憶手段に前記過去の切屑量が記憶されていない場合、過去の前記切屑回収予定時刻間に動作した全ての前記NCプログラムにおけるそれぞれの前記動作時間と前記平均主軸負荷との乗算値の総和に対する、使用する前記NCプログラムにおける前記動作時間と前記平均主軸負荷との乗算値の割合と、前記過去の前記切屑回収予定時刻間に前記切屑量検出手段により検出された前記全ての前記NCプログラムの動作による切屑量とに基づいて、前記予想切屑量を算出することを特徴とする。
本開示の別の態様は、上記構成において、前記工作機械から前記切屑収納容器へ切屑を搬送する切屑搬送装置と、
前記切屑搬送装置を制御する搬送装置制御部と、をさらに備え、
前記搬送装置制御部は、前記切屑回収予定時刻において前記切屑搬送装置を停止させ、且つ前記切屑量検出手段によって検出された切屑量が前記切屑量閾値以上になったときに前記切屑搬送装置を停止させる制御を行うことを特徴とする。
【発明の効果】
【0007】
本開示によれば、無駄な切屑回収及び切屑量の確認作業がなくなることで、生産効率が向上する。さらに切屑回収手段を無人搬送車に限定しないため、無人搬送車を導入するよりも安価にシステムを運用することが可能である。さらに、切屑回収の要否を判断する切屑量閾値を設定できるため、人力で回収する場合は作業者の身体能力と相談でき、誰にでも回収が可能となる。
【図面の簡単な説明】
【0008】
切屑回収システムの機械構成図である。
切屑回収システムの機能ブロック図である。
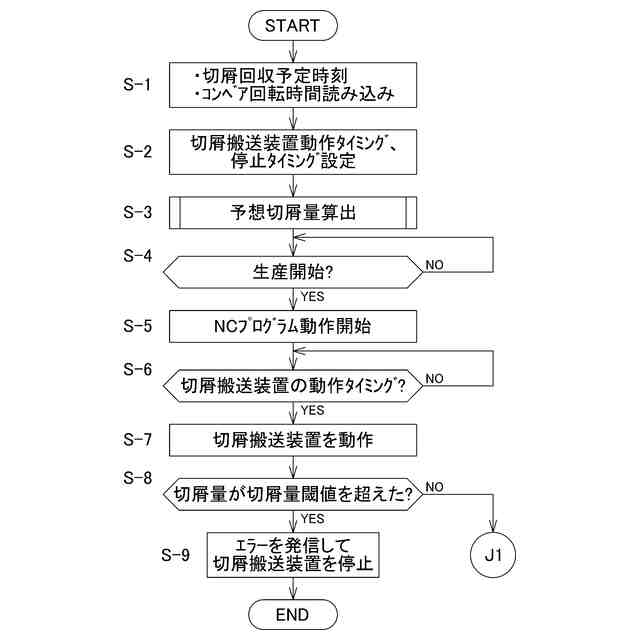
切屑回収システムの動作制御のフローチャートである。
切屑回収システムの動作制御のフローチャートである。
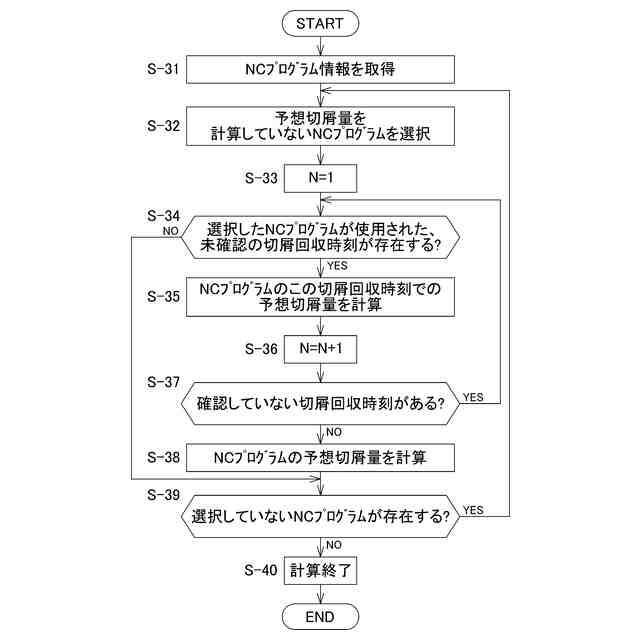
予想切屑量の計算フローチャートである。
【発明を実施するための形態】
【0009】
以下、本開示の実施の形態を図面に基づいて説明する。
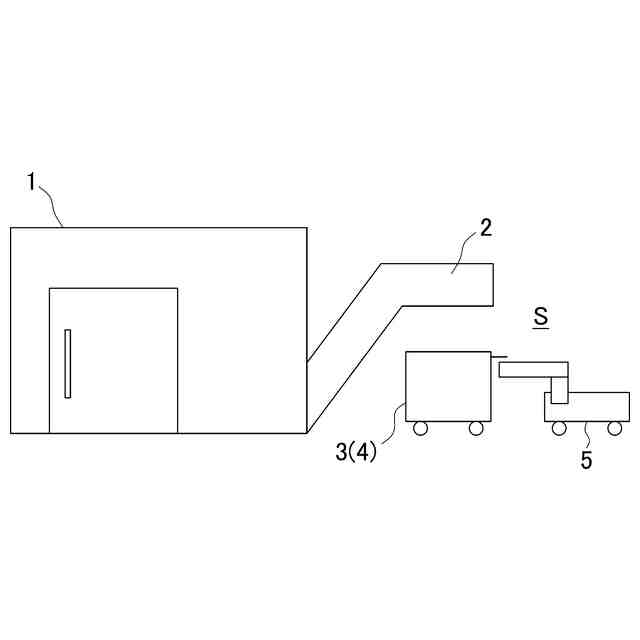
図1は、切屑回収システムSの機械構成図の一例を示している。工作機械1には、切屑搬送装置2が備えられている。切屑搬送装置2から排出される切屑は、切屑搬送装置2の切屑排出口下部に配置されたチップバケットの形態を持つ切屑収納容器3に堆積する。
切屑収納容器3には、切屑量検出器4が設けられている。切屑量検出器4によって切屑収納容器3内の切屑量は監視されており、あらかじめ設定された切屑回収予定時刻に切屑の回収が必要と判断された場合に、切屑回収手段5によって切屑収納容器3を回収する。本実施形態において、切屑回収手段5は無人搬送車である。また、本実施形態における切屑量とは、切屑の重量を示しているが、体積が検知できることが望ましい。
【0010】
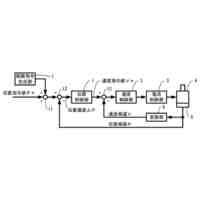
図2は、切屑回収システムSの機能ブロック図の一例を示している。切屑回収システムSは、データベース11と、搬送タイミング導出部12と、予想切屑量算出部13と、切屑量監視部14と、搬送装置制御部15と、回収判断部16と、生産管理システム17とを備えている。
データベース11には、生産に使用するNCプログラムと、各NCプログラムの動作時間と、各NCプログラムの動作で発生すると予想される切屑量である予想切屑量と、各NCプログラムの動作での平均主軸負荷と、生産過程における各NCプログラムの使用予定時刻と、切屑収納容器3から切屑を回収する切屑回収予定時刻と、切屑搬送装置2のコンベアが工作機械1内を1周するために必要なコンベア回転時間と、切屑収納容器3から切屑が溢れないかを判断するための切屑量閾値と、過去の生産実績とが保存されている。
過去の生産実績として、過去の生産によって発生した切屑量、NCプログラム履歴、過去のNCプログラムの動作時間、過去のNCプログラム平均主軸負荷、過去の切屑回収時刻が保存されている。NCプログラムの予想切屑量、NCプログラムの動作時間、NCプログラム平均主軸負荷は、過去の生産実績から記録又は保存された値である。
生産過程におけるNCプログラム使用予定時刻、切屑回収予定時刻、コンベア回転時間、切屑量閾値は、あらかじめ設定される値である。データベース11は、本開示の記憶手段の一例である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
オークマ株式会社
位置制御装置
15日前
オークマ株式会社
切削液循環装置
9日前
オークマ株式会社
切屑回収システム
16日前
オークマ株式会社
工作機械記録システム
3日前
個人
面取り装置
1か月前
個人
作業用治具
10日前
個人
トーチノズル
9日前
日東精工株式会社
検査装置
15日前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
1か月前
個人
コンタクトチップ
29日前
日東精工株式会社
組み付け装置
1日前
シヤチハタ株式会社
組立ライン
3日前
トヨタ自動車株式会社
治具
1か月前
株式会社ダイヘン
スタッド溶接電源
1か月前
有限会社ハラダ印刷
穿孔機用案内板
2か月前
エンシュウ株式会社
工作機械
9日前
株式会社FUJI
ワーク置き台
1か月前
株式会社MOLDINO
ドリル
2か月前
株式会社ダイヘン
インチング制御方法
23日前
福井県
マルチマテリアルの点接合構造
2か月前
津根精機株式会社
鉄筋切断装置
2か月前
株式会社ダイヘン
くびれ検出制御方法
2か月前
ダイハツ工業株式会社
冷却構造
1日前
ブラザー工業株式会社
工作機械
2か月前
ブラザー工業株式会社
工作機械
29日前
ブラザー工業株式会社
工作機械
2か月前
個人
交換式給油ブラシの切削油の給油器
2か月前
光精工株式会社
クーラントタンク
1か月前
株式会社向洋技研
スポットネジ及び電極
2か月前
株式会社不二越
エンドミル
2か月前
旭精工株式会社
シャフトブレーキ
29日前
古川精機株式会社
タッピングガイド
1か月前
株式会社進和
肉盛加工ノズル
2か月前
津田駒工業株式会社
工作機械用の主軸装置
16日前
三和テッキ株式会社
レーザ付着物除去装置
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ