TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024151783
公報種別
公開特許公報(A)
公開日
2024-10-25
出願番号
2023065487
出願日
2023-04-13
発明の名称
位置制御装置
出願人
オークマ株式会社
代理人
弁理士法人YKI国際特許事務所
主分類
B23Q
15/013 20060101AFI20241018BHJP(工作機械;他に分類されない金属加工)
要約
【課題】揺動切削を行う場合でも、高精度な制御が可能な位置制御装置を提供する。
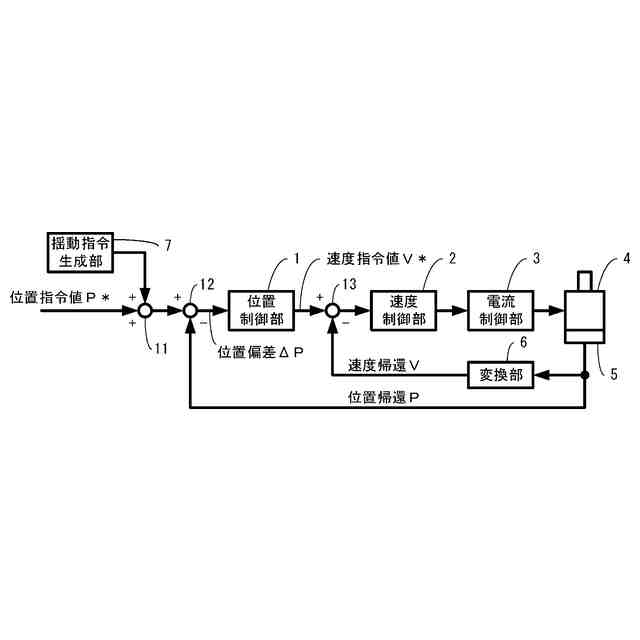
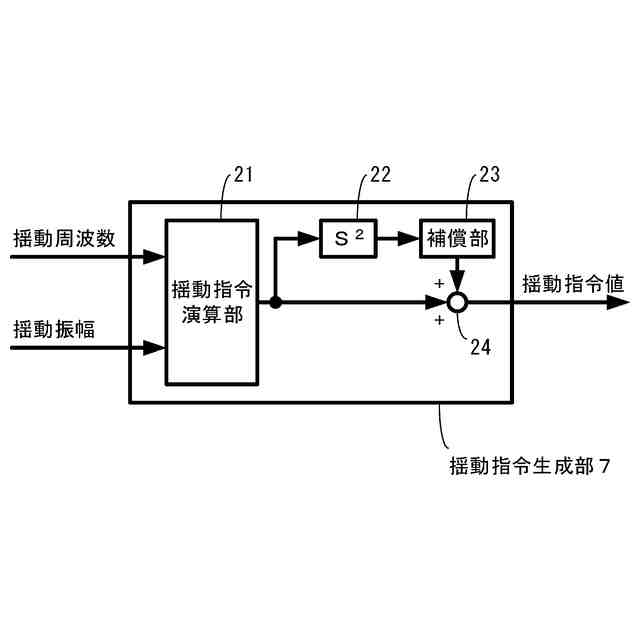
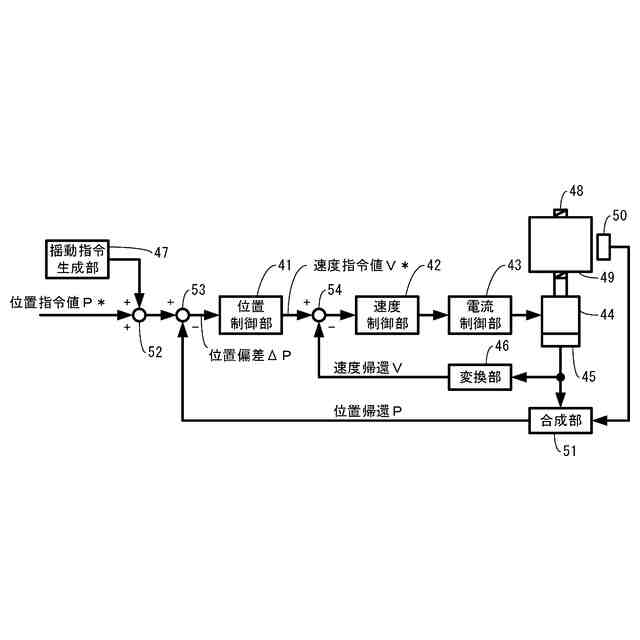
【解決手段】位置制御装置は、駆動軸を送り方向に沿って揺動させるための揺動指令値を算出する揺動指令生成部7と、前記駆動軸を前記送り方向に移動させる位置指令値と、前記揺動指令値と、の加算値に基づいて、前記駆動軸の速度指令を出力する位置制御部1と、を備え、前記揺動指令生成部7は、前記揺動の周波数および振幅に基づいて、補償前の揺動指令値を算出する揺動指令演算部21と、前記補償前の揺動指令値の加速度に基づいた補償値を算出する補償部23と、前記補償前の揺動指令値と、前記補償値と、を加算した値を前記揺動指令値として出力する加算器24と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
ワークと工具とを相対的に移動させる駆動軸の位置を制御する位置制御装置であって、
前記駆動軸を送り方向に沿って揺動させるための揺動指令値を算出する揺動指令生成部と、
前記駆動軸を前記送り方向に移動させる位置指令値と、前記揺動指令値と、の加算値に基づいて、前記駆動軸の速度指令を出力する位置制御部と、
を備え、
前記揺動指令生成部は、
前記揺動の周波数および振幅に基づいて、補償前の揺動指令値を算出する揺動指令演算部と、
前記補償前の揺動指令値の加速度に基づいた補償値を算出する補償部と、
前記補償前の揺動指令値と、前記補償値と、を加算した値を前記揺動指令値として出力する加算器と、
を含む、ことを特徴とする位置制御装置。
続きを表示(約 420 文字)
【請求項2】
請求項1に記載の位置制御装置であって、
前記補償部は、前記補償前の揺動指令値の加速度に補正係数を乗算して、前記補償値を算出する、ことを特徴とする位置制御装置。
【請求項3】
請求項2に記載の位置制御装置であって、
前記補正係数は、前記駆動軸の指令加速度と、前記駆動軸を駆動するモータから前記工具の刃先までの機械剛性と、に基づいて特定され、
前記機械剛性が低いほど、前記補正係数は、大きくなる、
ことを特徴とする位置制御装置。
【請求項4】
請求項2に記載の位置制御装置であって、
前記駆動軸の可動部位置の検出手段を備えることにより、フルクローズド制御方式として構成し、
前記検出手段からの位置検出信号と、前記駆動軸を駆動する前記モータの位置検出信号と、
の差分に応じて、前記補正係数を決定する、
ことを特徴とする位置制御装置。
発明の詳細な説明
【技術分野】
【0001】
本明細書は、揺動切削機能を有する位置制御装置を開示する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
旋盤やマシニングセンタ等の工作機械において、切削工具によりワークを加工する際、切屑が連続して発生し、切屑が切削工具に絡まる場合がある。このような場合、切屑を切削工具から除去するために工作機械を停止させる必要があり、時間がかかり、生産効率が低下することになる。さらに、切屑によってワークが損傷する可能性があり、ワークの品質が低下する場合がある。
【0003】
このような事象への対策として、揺動切削が知られている。揺動切削では、切削工具を加工送り方向に送る際に、切削工具とワークとを相対的に加工送り方向に沿って揺動させることにより切屑を細断する。
【0004】
揺動切削において、揺動周波数が高くなるほど、切削工具の駆動機構部(ボールねじ駆動機構またはリニアモータ駆動機構等)と、その切削工具と、の少なくとも一方において弾性変形量が大きくなる。この結果、工具先端の揺動振幅が、本来の想定に比べて不足して、所望の切屑細断効果が得られない問題が生じる。
【0005】
特許文献1では、トルク指令に基づいて、送り軸の出力端と機械揺動端との間の構造体の弾性変形量を計算し、この弾性変形量に基づいて、揺動指令を作成する。これにより、切削工具もしくはワークの駆動機構部に弾性変形が生じたとしても、揺動振幅を確保して所望の切屑細断効果を得ることができる。
【0006】
工具の振幅の制御は、工具を送り方向に駆動するサーボモータ等の駆動源を制御することによって行われる。しかし、工具を所望の振幅値で振動させるように駆動源を制御しても、工具駆動手段が有する摺動部の摩擦や振動特性等の要因によって振幅が減衰されてしまう。また、振動が高速であるため、十分な精度でフィードバック制御を行うことも困難である。これらのことから、工具の刃先における振幅が所望の振幅値よりも小さくなってしまうという問題がある。そして、振幅の減衰幅は切削装置の個体差や設置場所等によっても相違するので、工具の刃先における振幅が所望の振幅値よりも小さくなってしまうことがある。この場合、工具の振幅が振動切削に必要な振幅を下回って切屑が分断されなくなるという問題が生じることになる。
【0007】
特許文献2では、工具の刃先の振幅を変位計により直接測定して得た工具の振動の補正用実振幅値と、工具駆動手段に設けられた位置検出手段により間接的に測定して得た工具の振動の補正用推定振幅値と、をそれぞれ取得する。そして、特許文献2では、補正用実振幅値と補正用推定振幅値との相関関係を示すデータに基づき、工具の目標振幅値が実振幅値となるように指令振幅値を設定する。これにより、工具を所望の振幅で振動させることが可能となる。
【先行技術文献】
【特許文献】
【0008】
特許第6503001号
特許第6990134号
【発明の概要】
【発明が解決しようとする課題】
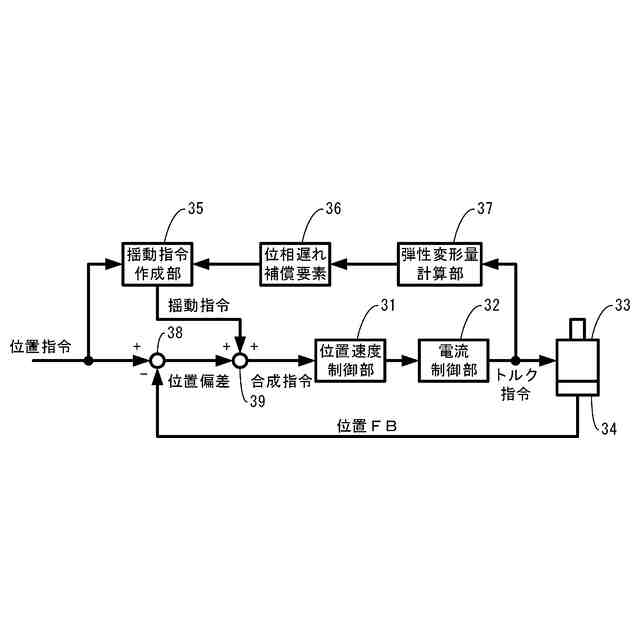
【0009】
切削工具と当該切削工具の駆動部との間に生じる弾性変形量をトルク指令に基づいて計算し、弾性変形量に基づいて揺動指令を補正する場合について、図3により説明する。位置指令から減算器38にてモータ33に結合された位置検出器34からの位置FBを減算し、位置偏差を算出する。この位置偏差に、加算器39にて揺動指令を加算した合成指令に基づき、位置速度制御部31および電流制御部32にてトルク指令を算出し、モータ33を駆動する。また、電流制御部32にて算出されたトルク指令に基づき、弾性変形量計算部37にて弾性変形量を算出後、位相遅れ補償要素36にて位相遅れを補償し、揺動指令作成部35にて算出する揺動指令を補正する。
【0010】
上記のように、トルク指令は、元の位置指令に対して位相遅れが発生しているので、揺動指令を補正する際の補正量の位相は、揺動指令の位相に対して遅れている。そのため、位相遅れを補償する位相進み処理が必要となり、揺動指令の補正方法が複雑になってしまう。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
2か月前
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
1か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
2か月前
株式会社北川鉄工所
回転装置
1か月前
日東精工株式会社
ねじ締め装置
18日前
株式会社FUJI
工作機械
22日前
株式会社FUJI
工作機械
10日前
エフ・ピー・ツール株式会社
リーマ
2か月前
株式会社アンド
半田付け方法
2か月前
株式会社アンド
半田付け方法
2か月前
株式会社ダイヘン
多層盛り溶接方法
2か月前
日進工具株式会社
エンドミル
2か月前
村田機械株式会社
レーザ加工機
1か月前
村田機械株式会社
レーザ加工機
1か月前
株式会社トヨコー
被膜除去方法
1か月前
株式会社ダイヘン
溶接装置
3か月前
トヨタ自動車株式会社
溶接ヘッド
1か月前
有限会社 ナプラ
ソルダペースト
15日前
トヨタ自動車株式会社
溶接ヘッド
1か月前
株式会社ダイヘン
溶接装置
11日前
株式会社ダイヘン
溶接装置
11日前
トヨタ自動車株式会社
溶接マスク
18日前
株式会社不二越
超硬合金製ドリル
2か月前
住友重機械工業株式会社
加工装置
15日前
日東精工株式会社
はんだこて先の製造方法
2か月前
株式会社不二越
波形抽出装置
29日前
個人
管の切断装置及び管の切断方法
2か月前
株式会社不二越
摩耗判定装置
29日前
株式会社不二越
通り穴加工用タップ
2か月前
日東精工株式会社
はんだこて先の製造方法
1か月前
春日機械工業股ふん有限公司
挟持装置
2か月前
株式会社ジャノメ
インサート挿入装置
1か月前
DMG森精機株式会社
工作機械
25日前
株式会社FUJI
周辺装置制御用治具
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ