TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024151054
公報種別
公開特許公報(A)
公開日
2024-10-24
出願番号
2023064173
出願日
2023-04-11
発明の名称
アンギュラ玉軸受の差幅測定装置及びアンギュラ玉軸受の差幅測定方法
出願人
日本精工株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
G01B
5/02 20060101AFI20241017BHJP(測定;試験)
要約
【課題】製品の傷付きを抑制しつつ、従来技術と比較して差幅測定を含むアンギュラ玉軸受の組み付けに係る作業性を向上できるアンギュラ玉軸受の差幅測定装置及びアンギュラ玉軸受の差幅測定方法を提供する。
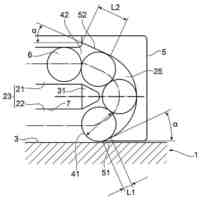
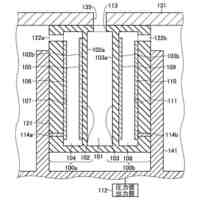
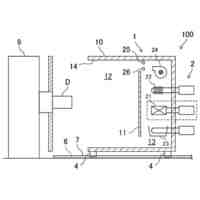
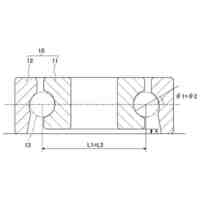
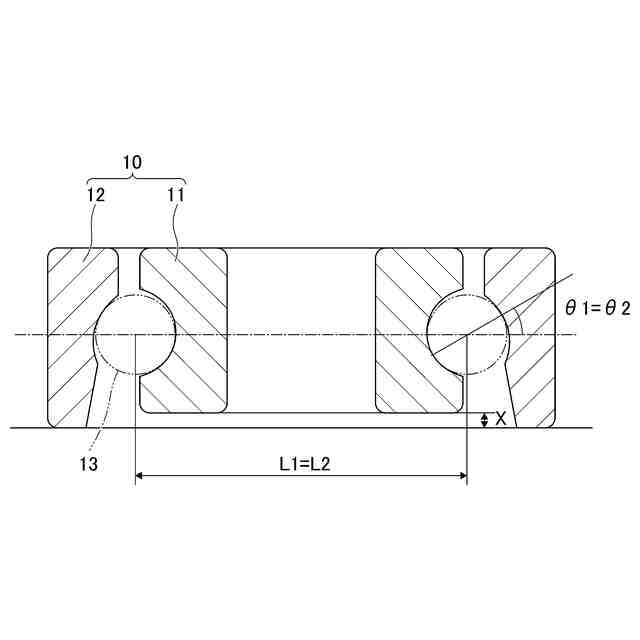
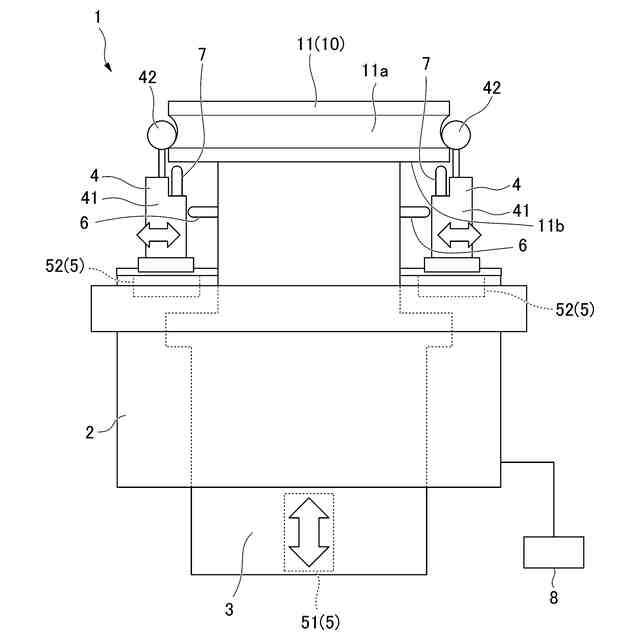
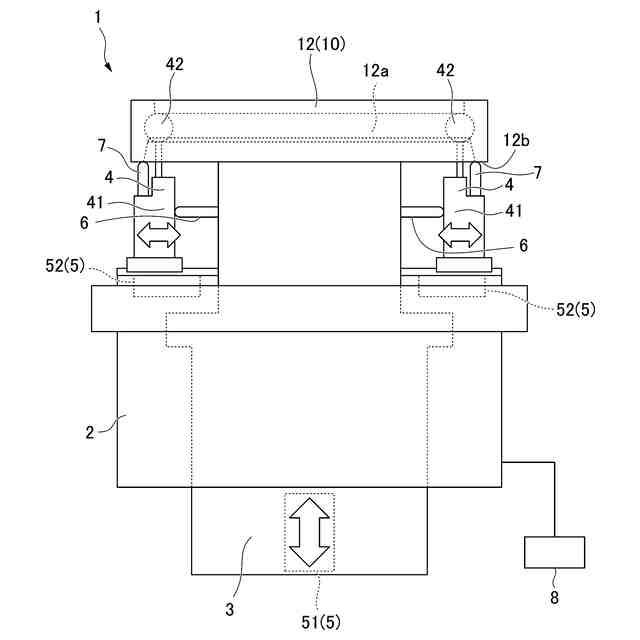
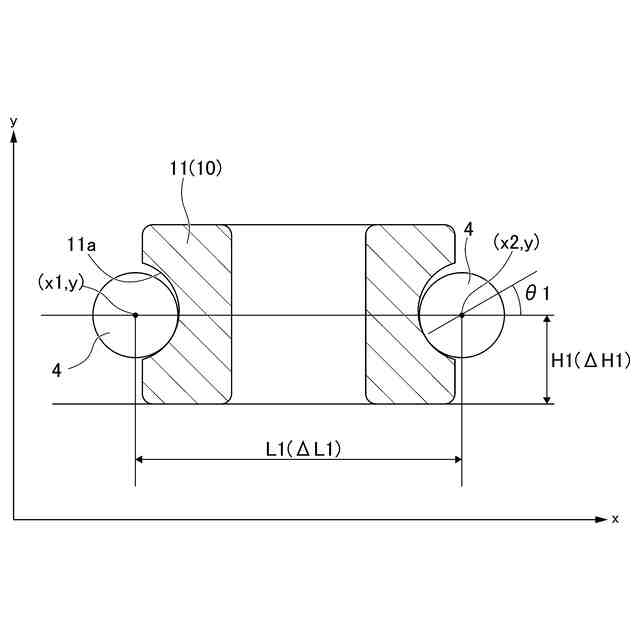
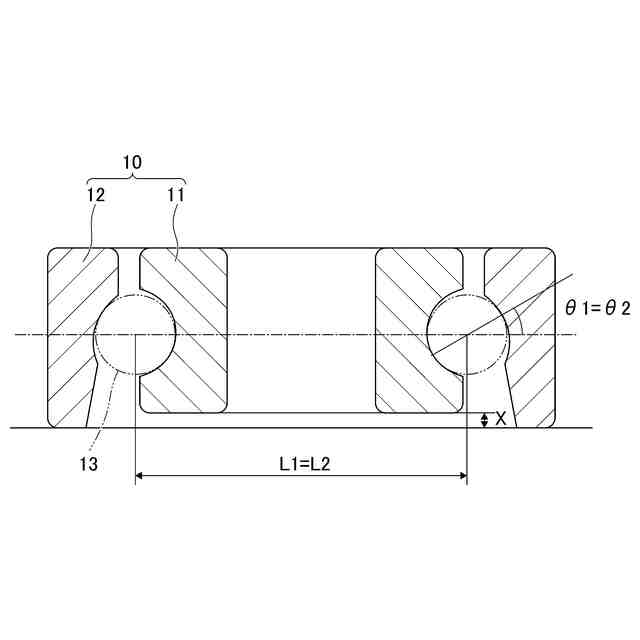
【解決手段】アンギュラ玉軸受の差幅測定方法では、まず、アンギュラ玉軸受の内輪11及び外輪12をワーク10とした場合、ワーク10の軌道面側において、少なくとも一部分が球状に形成された測定子を配置する。次に、測定子をワーク10の軌道面に沿ってワーク10の軸方向及び径方向に沿って相対移動させ、測定子の径方向に関する位置を示す測定子間距離L1,L2及びワーク10の一方の端面と測定子との間の軸方向に沿う高さである測定子高さを測定する。内輪11及び外輪12のそれぞれについて測定子間距離L1,L2及び測定子高さを測定し、測定された測定子間距離L1,L2及び測定子高さを用いて内輪11と外輪12との差幅Xを算出する。
【選択図】図6
特許請求の範囲
【請求項1】
アンギュラ玉軸受の内輪及び外輪をワークとした場合、前記ワークの軌道面側に配置され、前記ワークの前記軌道面上を前記ワークの軸方向及び径方向に沿って相対移動し、かつ少なくとも一部分が球状に形成された測定子と、
前記ワークに対して前記測定子を前記軸方向及び前記径方向に相対移動させる駆動機構と、
前記測定子の前記径方向に関する位置を示す第一寸法を測定する第一寸法検出部と、
前記ワークの一方の端面と前記測定子との間の前記軸方向に沿う高さである第二寸法を測定する第二寸法検出部と、
を備える、
アンギュラ玉軸受の差幅測定装置。
続きを表示(約 2,000 文字)
【請求項2】
前記内輪及び前記外輪のそれぞれについて前記第一寸法の測定及び前記第二寸法の測定が同一の前記測定子により行われ、
前記内輪及び前記外輪を組むことなく単体で前記第一寸法及び前記第二寸法を測定することにより前記アンギュラ玉軸受の差幅を算出する、
請求項1に記載のアンギュラ玉軸受の差幅測定装置。
【請求項3】
前記測定子は、球状に形成され、前記ワークの周方向において互いに等間隔に離間して複数設けられ、
複数の前記測定子の間の距離を計測することにより前記第一寸法を算出する、
請求項1に記載のアンギュラ玉軸受の差幅測定装置。
【請求項4】
前記測定子は、前記アンギュラ玉軸受の転動体と同じ直径を有する球状に形成される、
請求項1に記載のアンギュラ玉軸受の差幅測定装置。
【請求項5】
前記測定子の少なくとも一部は、前記アンギュラ玉軸受の転動体の直径と異なる直径を有する球状に形成される、
請求項1に記載のアンギュラ玉軸受の差幅測定装置。
【請求項6】
前記駆動機構は、
前記ワークを前記軸方向に沿って移動させる上下駆動機構と、
前記測定子を前記径方向に沿って移動させる左右駆動機構と、を有する、
請求項1に記載のアンギュラ玉軸受の差幅測定装置。
【請求項7】
前記駆動機構は、前記測定子を前記軸方向及び前記径方向に移動させる、
請求項1に記載のアンギュラ玉軸受の差幅測定装置。
【請求項8】
算出部を更に備え、
前記算出部は、
前記内輪の軌道面に沿って前記測定子を前記軸方向に移動させた場合に、前記第一寸法検出部により検出された前記第一寸法の変化量と、前記第二寸法検出部により検出された前記第二寸法の変化量と、により前記測定子と前記内輪の前記軌道面との接触角である内輪側接触角を算出し、
前記内輪の対となる前記外輪の軌道面に沿って前記測定子を前記軸方向に移動させた場合に、前記第一寸法検出部により検出された前記第一寸法の変化量と、前記第二寸法検出部により検出された前記第二寸法の変化量と、により前記測定子と前記外輪の前記軌道面との接触角である外輪側接触角を算出し、
前記内輪を測定した際の前記内輪側接触角と前記外輪を測定した際の前記外輪側接触角とが同等の値となり、かつ前記内輪を測定した際の前記第一寸法と前記外輪を測定した際の前記第一寸法とが同等の値となる場合に、前記同等の値となる前記第一寸法に対応する前記内輪及び前記外輪の前記第二寸法の差分に基づいて前記アンギュラ玉軸受の少なくとも一方の端面における差幅を算出する、
請求項1から請求項7のいずれか一項に記載のアンギュラ玉軸受の差幅測定装置。
【請求項9】
アンギュラ玉軸受の内輪及び外輪をワークとした場合、前記ワークの軌道面側において、少なくとも一部分が球状に形成された測定子を配置し、
前記測定子を、前記ワークの前記軌道面に沿って前記ワークの軸方向及び径方向に沿って相対移動させ、
前記測定子の前記径方向に関する位置を示す第一寸法を測定し、
前記ワークの一方の端面と前記測定子との間の前記軸方向に沿う高さである第二寸法を測定し、
前記内輪及び前記外輪のそれぞれについて前記第一寸法及び前記第二寸法を測定し、測定された前記第一寸法及び前記第二寸法を用いて前記内輪と前記外輪との差幅を算出する、
アンギュラ玉軸受の差幅測定方法。
【請求項10】
前記内輪に対して、前記内輪の軌道面に沿って前記測定子を前記軸方向に相対移動させたときの前記第一寸法の変化量と前記第二寸法の変化量とにより前記測定子と前記内輪の前記軌道面との接触角である内輪側接触角を算出し、
前記内輪の対となる前記外輪に対して、前記外輪の軌道面に沿って前記測定子を前記軸方向に相対移動させたときの前記第一寸法の変化量と前記第二寸法の変化量とにより前記測定子と前記外輪の前記軌道面との接触角である外輪側接触角を算出し、
前記内輪を測定したときの前記内輪側接触角と前記外輪を測定したときの前記外輪側接触角とが同等の値となり、かつ前記内輪を測定したときの前記第一寸法と前記外輪を測定したときの前記第一寸法とが同等の値となるときの前記第一寸法に対応する前記内輪及び前記外輪の前記第二寸法の差分に基づいて、前記アンギュラ玉軸受の少なくとも一方の端面における差幅を算出する、
請求項9に記載のアンギュラ玉軸受の差幅測定方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、アンギュラ玉軸受の差幅測定装置及びアンギュラ玉軸受の差幅測定方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
アンギュラ玉軸受は、内輪と外輪との間に所定の接触角を有して配置される転動体を有する転がり軸受であり、アキシャル荷重及びラジアル荷重の双方を負荷することができる。これらのアンギュラ玉軸受では、アンギュラ玉軸受を組み付けた際の内輪及び外輪の端面の位置の差である差幅(寸法)を所定の範囲内に収める必要がある。アンギュラ玉軸受の差幅は軸受の予圧を規定する重要な寸法であり、許容範囲内に無い場合、軸受寿命や振動特性等の軸受性能が低下するため、高精度に測定を行う必要がある。従来、アンギュラ玉軸受の差幅を高精度に測定するための技術が種々提案されている。
【0003】
例えば特許文献1には、アンギュラ玉軸受を組み付けた状態で差幅を測定する構成が開示されている。
特許文献2には、専用の測定マスターを用いて内輪及び外輪をそれぞれ単体で測定して差幅を測定する構成が開示されている。例えば外輪を測定する際には、内輪及び転動体に代えて、内輪の軌道面と同じ曲率中心を有し、かつ転動体の直径と内輪の軌道面の曲率とに応じて決定される所定の形状の当接部を有する外輪用の測定マスターを用いる。特許文献2に記載の技術によれば、当接部を外輪の軌道面に接触させた状態で測定された測定マスターと外輪との差幅を用いて内輪と外輪との差幅を測定できる、とされている。
【先行技術文献】
【特許文献】
【0004】
特開昭57-171201号公報
特開2017-58151号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に記載の技術にあっては、アンギュラ玉軸受を組み付けた状態で差幅を測定するので、測定後、例えば組み付け状態で内輪及び外輪の研削を行うことで差幅を許容範囲内に収めている。このような方法では、内輪及び外輪の軌道面や転動体等に付着した研磨屑や脱落砥粒等の異物を十分に洗浄する事が難しいため、軸受を回転させた際に軌道面及び転動体に異物による傷が生じ、音響性能や軸受寿命が低下するおそれがある。
また、別の手法として、例えば少ない玉数で仮組みを行って差幅を測定した後、差幅調整及び洗浄のために一旦分解して再び本組み付けする場合がある。しかしながら、この手法においては、作業工程の増加による生産性の低下や、仮組み時に使用する玉の誤差による測定誤差の発生、分解及び組み付け時の傷付きの発生等のおそれがある。
【0006】
また、特許文献2に記載の技術にあっては、アンギュラ玉軸受の種類やサイズ等に応じて複数の測定マスターを予め準備する必要があるので、測定作業のコストが増加するおそれがあった。さらに、測定マスターの準備や交換作業などを考慮すると、差幅測定を含むアンギュラ玉軸受の組み付け作業性を向上する点においてさらなる改善の余地があった。
【0007】
そこで、本発明は、製品の傷付きを抑制しつつ、従来技術と比較して差幅測定を含むアンギュラ玉軸受の組み付けに係る作業性を向上できるアンギュラ玉軸受の差幅測定装置及びアンギュラ玉軸受の差幅測定方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記課題を解決するために、この発明は以下の手段を提案している。
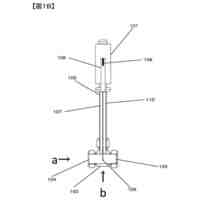
本発明の第一の態様に係るアンギュラ玉軸受の差幅測定装置は、アンギュラ玉軸受の内輪及び外輪をワークとした場合、前記ワークの軌道面側に配置され、前記ワークの前記軌道面上を前記ワークの軸方向及び径方向に沿って相対移動し、かつ少なくとも一部分が球状に形成された測定子と、前記ワークに対して前記測定子を前記軸方向及び前記径方向に相対移動させる駆動機構と、前記測定子の前記径方向に関する位置を示す第一寸法を測定する第一寸法検出部と、前記ワークの一方の端面と前記測定子との間の前記軸方向に沿う高さである第二寸法を測定する第二寸法検出部と、を備える。
【0009】
本発明の第一の態様に係るアンギュラ玉軸受の差幅測定方法は、アンギュラ玉軸受の内輪及び外輪をワークとした場合、前記ワークの軌道面側において、少なくとも一部分が球状に形成された測定子を配置し、前記測定子を、前記ワークの前記軌道面に沿って前記ワークの軸方向及び径方向に沿って相対移動させ、前記測定子の前記径方向に関する位置を示す第一寸法を測定し、前記ワークの一方の端面と前記測定子との間の前記軸方向に沿う高さである第二寸法を測定し、前記内輪及び前記外輪のそれぞれについて前記第一寸法及び前記第二寸法を測定し、測定された前記第一寸法及び前記第二寸法を用いて前記内輪と前記外輪との差幅を算出する。
【発明の効果】
【0010】
本発明のアンギュラ玉軸受の差幅測定装置及びアンギュラ玉軸受の差幅測定方法によれば、製品の傷付きを抑制しつつ、従来技術と比較して差幅測定を含むアンギュラ玉軸受の組み付けに係る作業性を向上できるアンギュラ玉軸受の差幅測定装置及びアンギュラ玉軸受の差幅測定方法を提供できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本精工株式会社
分注装置
今日
日本精工株式会社
直動案内装置
1日前
日本精工株式会社
直動案内装置
1日前
日本精工株式会社
直動案内装置
1日前
日本精工株式会社
直動案内軸受装置
1日前
日本精工株式会社
アンギュラ玉軸受の製造方法
今日
日本精工株式会社
シミュレーション装置および方法、並びに、製品の生産方法
6日前
日本精工株式会社
アンギュラ玉軸受の差幅測定装置及びアンギュラ玉軸受の差幅測定方法
今日
甲神電機株式会社
電流センサ
17日前
株式会社小野測器
検出器
20日前
株式会社小野測器
測定器
20日前
アズビル株式会社
差圧計
14日前
アズビル株式会社
調節計
20日前
アズビル株式会社
差圧計
15日前
大和製衡株式会社
組合せ秤
14日前
株式会社アトラス
計量容器
6日前
株式会社トプコン
測量装置
7日前
株式会社トプコン
測量装置
20日前
株式会社チノー
気体流量調整機構
9日前
株式会社チノー
気体流量調整機構
9日前
アズビル株式会社
圧力センサ
9日前
株式会社ミツトヨ
変位測定器
14日前
アズビル株式会社
圧力センサ
9日前
日本碍子株式会社
ガスセンサ
20日前
株式会社カネカ
検出システム
20日前
アズビル株式会社
圧力センサ
14日前
株式会社ナリス化粧品
肌状態推定方法
20日前
株式会社島津製作所
分光光度計
9日前
エイブリック株式会社
電流検出回路。
20日前
株式会社トプコン
測量システム
今日
日本碍子株式会社
ガスセンサ素子
15日前
日本碍子株式会社
ガスセンサ素子
20日前
東レ株式会社
選択結合性物質固定化担体
14日前
日本碍子株式会社
ガスセンサ素子
20日前
エスペック株式会社
環境形成装置
14日前
日本碍子株式会社
センサ素子
15日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ