TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024148326
公報種別
公開特許公報(A)
公開日
2024-10-18
出願番号
2023061372
出願日
2023-04-05
発明の名称
焼結含油軸受
出願人
NTN株式会社
代理人
個人
,
個人
主分類
F16C
17/02 20060101AFI20241010BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】動圧溝の形状として、新たに丘部立上がり比率を規定すること、すなわち、指標を設け、この指標を満足して、油膜形成性を確保できる焼結含油軸受を提供する。
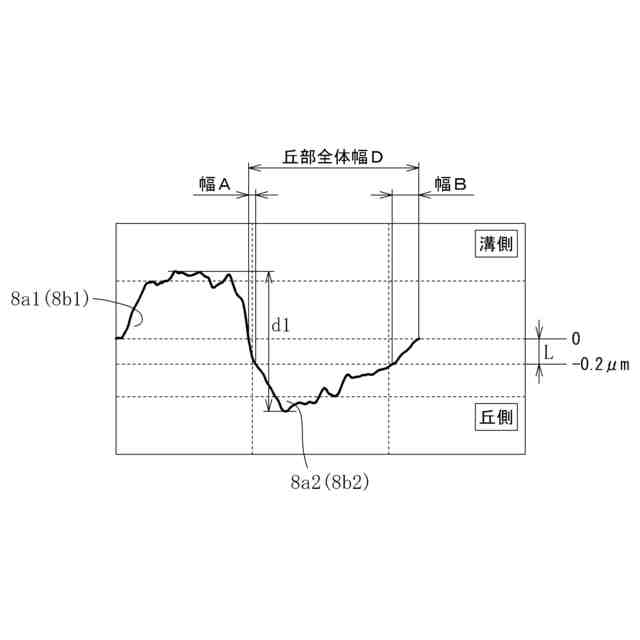
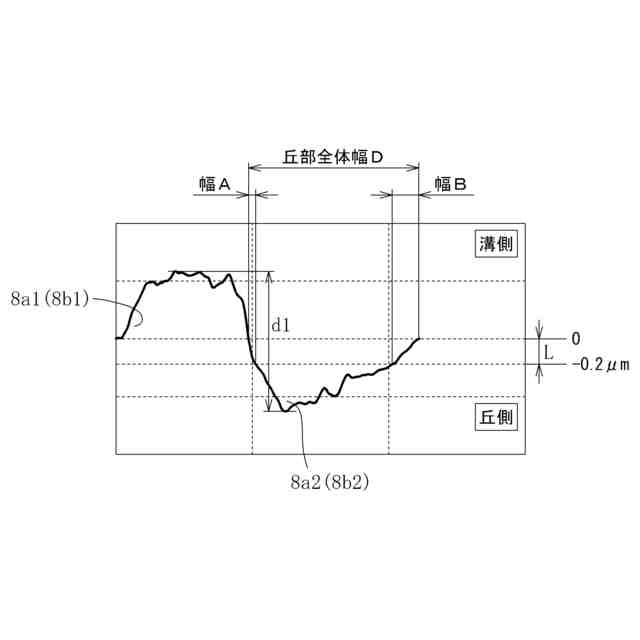
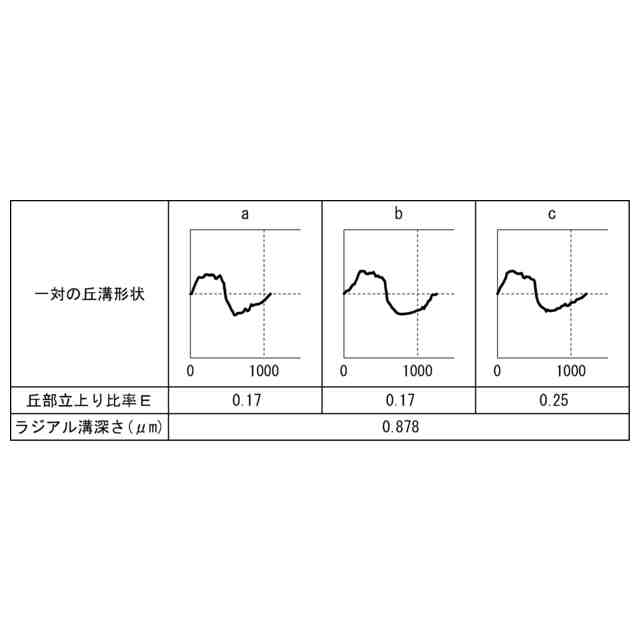
【解決手段】ラジアル動圧溝と、前記動圧溝間の動圧丘部とを有するラジアル動圧発生部を内径面に備えた焼結含油軸受である。ラジアル動圧溝の真円度形状を直動展開した形状における、展開方向に沿った中心線からの寸法が0.2μmの動圧丘部の高さ位置での両丘部立上がり幅寸法をそれぞれA及びBとし、丘部全幅をDとしたときの、丘部立上がり比率Eを、(A+B)/Dとし、丘部立上がり比率Eを0.5以下とする。
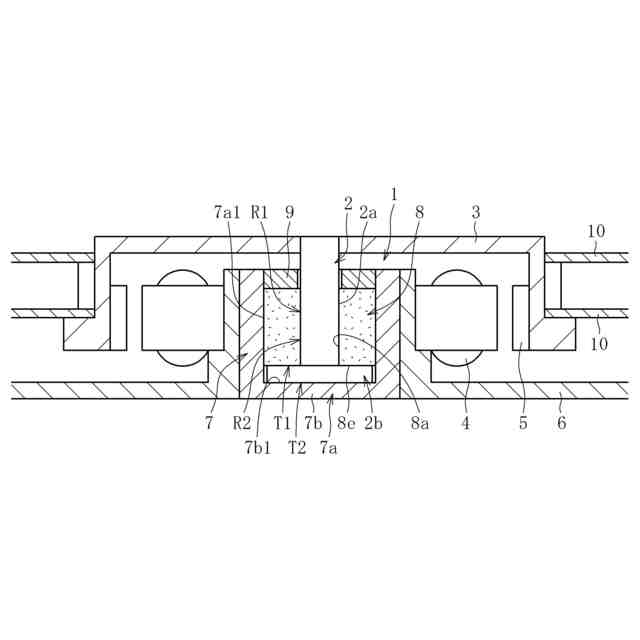
【選択図】図6
特許請求の範囲
【請求項1】
ラジアル動圧溝と、前記動圧溝間の動圧丘部とを有するラジアル動圧発生部を内径面に備えた焼結含油軸受において、
前記ラジアル動圧溝の真円度形状を直動展開した形状における、展開方向に沿った中心線からの寸法が0.2μmの動圧丘部の高さ位置での両丘部立上がり幅寸法をそれぞれA及びBとし、丘部全幅をDとしたときの、丘部立上がり比率Eを、(A+B)/Dとし、前記丘部立上がり比率Eを0.5以下としたことを特徴とする焼結含油軸受。
続きを表示(約 450 文字)
【請求項2】
前記丘部立上がり比率は、最小二乗中心法で測定した真円度形状を直動展開して形成された座標データに基づいた比率であることを特徴とする請求項1に記載の焼結含油軸受。
【請求項3】
ラジアル動圧溝深さが0.5μm以上であることを特徴とする請求項1又は請求項2に記載の焼結含油軸受。
【請求項4】
焼結密度が7.3g/cm
3
~7.9g/cm
3
であることを特徴とする請求項1又は請求項2に記載の焼結含油軸受。
【請求項5】
真密度比が、86%~94%であることを特徴とする請求項1又は請求項2に記載の焼結含油軸受。
【請求項6】
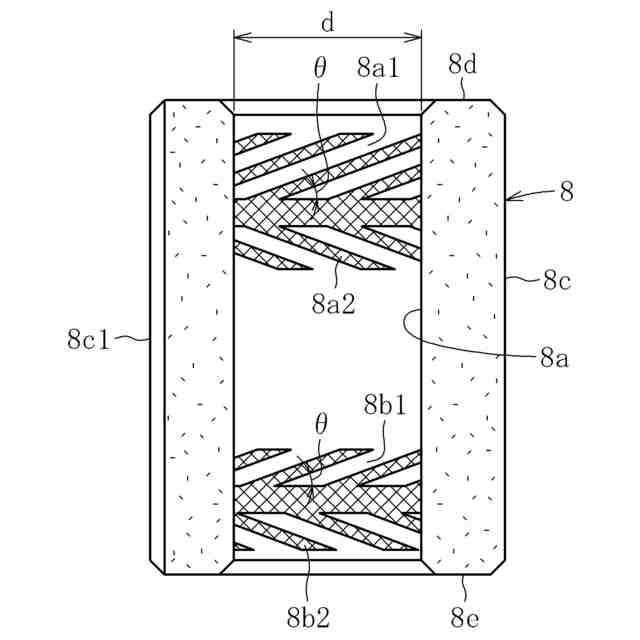
ラジアル動圧溝の動圧溝角度が円周方向に対して、25°以上60°以下であることを特徴とする請求項1又は請求項2に記載の焼結含油軸受。
【請求項7】
内径寸法は0.2mm~1.0mmであることを特徴とする請求項1又は請求項2に記載の焼結含油軸受。
発明の詳細な説明
【技術分野】
【0001】
本発明は、焼結含油軸受に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
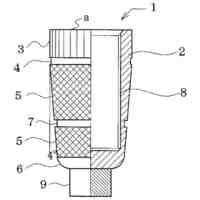
レーザビームプリンタ(LBP)のポリゴンミラー用の磁気ディスクドライブ(HDD)用のスピンドルモータ、ファンモータなど小型モータを回転支持する軸受に、一般的には焼結含油軸受が使用される。
【0003】
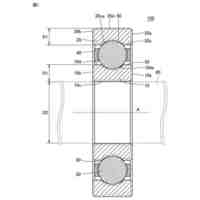
この種の焼結含油軸受は、例えば、軸受面にヘリングボーン形やスパイラル形等の動圧溝を設け、軸の回転に伴う動圧溝の作用によって軸受隙間に動圧油膜を発生させて軸を浮上支持する流体動圧軸受装置に用いることができる。
【0004】
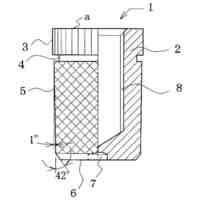
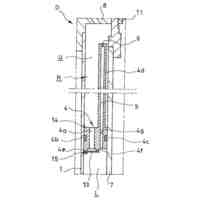
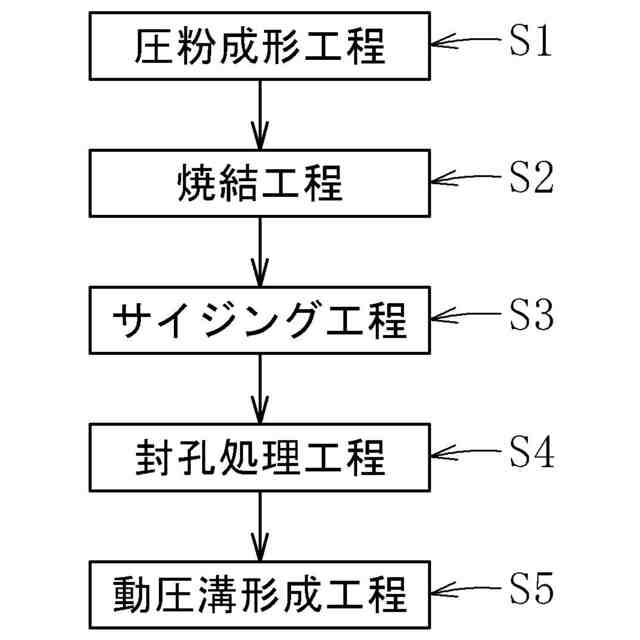
従来には、特許文献1に記載のように、外径側に動圧溝を有するコアロッドを軸受内径面に挿入し、型成形することで、軸受内径面に動圧溝を転写させる方法がある(動圧サイジング)。すなわち、 焼結含油軸受に動圧溝を加工する際、内径面に関しては、あらかじめ外径に動圧溝を加工したコアロッドを焼結体の内径に挿入し、その後焼結体の外側から加圧することで内径をコアロッドへ抱きつかせ、金型の動圧溝に焼結体を塑性変形させながらめり込ませて溝を転写させる。転写後、外側からの加圧を開放する事で、焼結体はスプリングバックし、同時にコアロッドに抱きつかせていた内径もコアロッドより離れる。
【先行技術文献】
【特許文献】
【0005】
特許第3782900公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
通常、内径寸法が小さくなると、スプリングバック量が少なくなり、コアロッドを抜く際に、内径面とコアロッドが擦れて、焼結体内径面の最表面となる動圧溝丘部を削ってしまうおそれがある。また、焼結体の内径寸法が1mm以下となると、スプリングバック量が少なく、動圧溝を転写させにくくなる。
【0007】
動圧溝が浅くなる原因として、転写が不十分の場合や、スプリングバック量が少なくなることで、コアロッドを抜く際に、内径面とコアロッドが擦れて、最表面となる動圧溝丘部を削ってしまう事が発生する。
【0008】
コアロッドにより内径面が削れる事の対策は、スプリングバック量を大きくすれば良く、その為に外径から加圧力を強める方法や高密度にするなどの対策が考えられるが、寸法精度等の制約で、加圧力を強める外径圧縮量を大きくする事には限界があり、十分なスプリングバック量を確保する事が難しく、その為、動圧丘部を削る事を完全になくすのは難しい。
【0009】
焼結体の内径寸法1mm以下の場合、動圧丘部が削られる事は避けられず、理想形状である矩形から乖離する可能性があるが、現状、油膜形成性を確保可能な、動圧丘部が矩形に近い形状である事を判断するための指標が無く、溝深さのみでの判断となっている。
すなわち、油膜形成性の確保の安定性を確保するためには、動圧丘部が矩形に近い形状であればよく、このため、油膜形成性の確保が安定する寸法形状となる指標を決定し、この指標内に入れば、製品として、油膜形成性の確保が可能となる。
【0010】
そこで、本発明は、上記課題に鑑みて、動圧溝の形状として、新たに丘部立上がり比率を規定すること、すなわち、指標を設け、この指標を満足して、油膜形成性を確保できる焼結含油軸受を提供するものである。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
NTN株式会社
転動部材
4日前
NTN株式会社
転動部材
4日前
NTN株式会社
密封装置
4日前
NTN株式会社
密封装置
4日前
NTN株式会社
複列円すいころ軸受
4日前
NTN株式会社
絶縁転がり軸受ユニット
4日前
NTN株式会社
転がり軸受および転がり軸受用保持器
4日前
個人
流路体
1か月前
個人
クラッチ装置
1か月前
個人
保持機
4か月前
個人
免震留具
3か月前
個人
振り子式免震装置
4か月前
個人
固着具と成形品部材
1か月前
藤井電工株式会社
フック
4か月前
個人
回転式配管用支持具
18日前
個人
ネジの緩み防止装置
4か月前
株式会社オンダ製作所
継手
1か月前
株式会社アイシン
駆動装置
1か月前
カヤバ株式会社
緩衝器
2か月前
カヤバ株式会社
緩衝器
2か月前
株式会社ミクニ
弁装置
1か月前
株式会社ミクニ
弁装置
1か月前
個人
ベルトテンショナ
7日前
カヤバ株式会社
緩衝器
3か月前
株式会社テイエルブイ
自動弁
4か月前
株式会社ナベル
直動機構
3か月前
株式会社ナジコ
自在継手
1か月前
株式会社不二工機
電動弁
1か月前
矢崎化工株式会社
連結具
2か月前
協和工業株式会社
空気弁
25日前
株式会社不二工機
逆止弁
1か月前
未来工業株式会社
固定体
3か月前
株式会社不二工機
電動弁
4か月前
個人
角型菅の連結構造及び工法
18日前
日動電工株式会社
保持具
4か月前
個人
固着具と固着具の固定方法
26日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ