TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024144157
公報種別
公開特許公報(A)
公開日
2024-10-11
出願番号
2024025113
出願日
2024-02-22
発明の名称
溶銑の予備処理方法
出願人
JFEスチール株式会社
代理人
弁理士法人銀座マロニエ特許事務所
主分類
C21C
5/28 20060101AFI20241003BHJP(鉄冶金)
要約
【課題】地金付きトラブルの発生を抑制し、経済的にも有利な精錬が可能な溶銑の予備処理方法を提供する。
【解決手段】転炉型精錬炉内の溶銑に上吹きランスから気体酸素源を供給して溶銑を脱珪・脱燐処理する第1吹錬工程と、該第1吹錬工程で生成したスラグの少なくとも一部を前記転炉型精錬炉から排出する排滓工程と、該排滓工程後、前記転炉型精錬炉内にCaO系媒溶剤を添加し、前記上吹きランスから気体酸素源を供給して残留させた溶銑を脱燐・脱炭処理する第2吹錬工程と、を含む溶銑の予備処理方法であって、前記第2吹錬工程では、上吹きランスから溶銑浴面への気体酸素源の供給に際し、所定の関係式により求められる酸素衝突圧P
C
を58800Pa以下となるように吹錬する方法である。
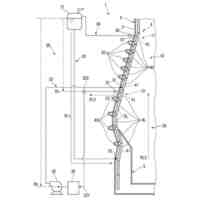
【選択図】図1
特許請求の範囲
【請求項1】
転炉型精錬炉内の溶銑に上吹きランスから気体酸素源を供給して溶銑を脱珪・脱燐処理する第1吹錬工程と、
該第1吹錬工程で生成したスラグの少なくとも一部を前記転炉型精錬炉から排出する排滓工程と、
該排滓工程後、前記転炉型精錬炉内にCaO系媒溶剤を添加し、前記上吹きランスから気体酸素源を供給して残留させた溶銑を脱燐・脱炭処理する第2吹錬工程と、を含む溶銑の予備処理方法であって、
前記第2吹錬工程では、上吹きランスから溶銑浴面への気体酸素源の供給に際し、下記式(1)~(3)により求められる酸素衝突圧P
C
を58800Pa以下となるように吹錬する、溶銑の予備処理方法。
P
C
=ρ・V
2
/2 (1)
V/(V
0
-V
loss
)=d
e
/(2・C・Z) (2)
C=0.016+18600/(P
0
-P
e
) (3)
ここで、P
C
:浴面への酸素衝突圧(Pa)、
ρ:気体酸素源のガス密度(1.43kg/m
3
)、
V:気体酸素源の中心流速(m/s)、
V
0
:ノズル出口噴出流速(m/s)、
V
loss
:不適正膨張による流速ロス(m/s)、
d
e
:ノズル出口径(m)、
C:定数、
Z:ランス高さ(m)、
P
0
:ノズル絶対圧力(Pa)、
P
e
:雰囲気圧(Pa)
を表す。
続きを表示(約 250 文字)
【請求項2】
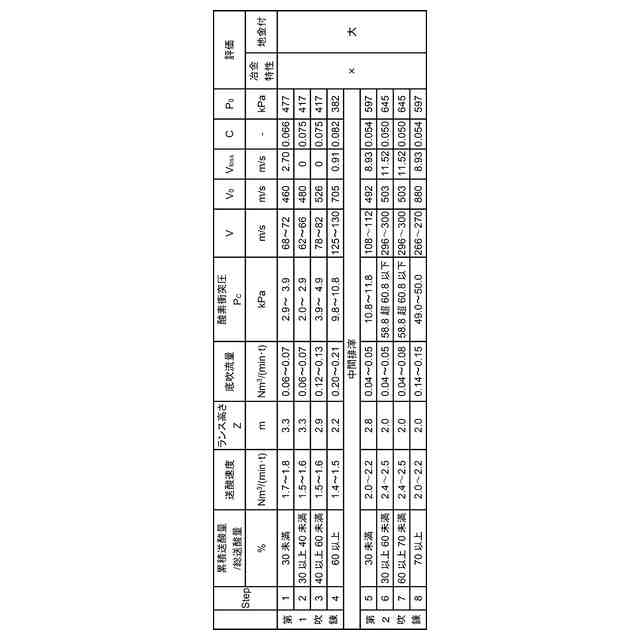
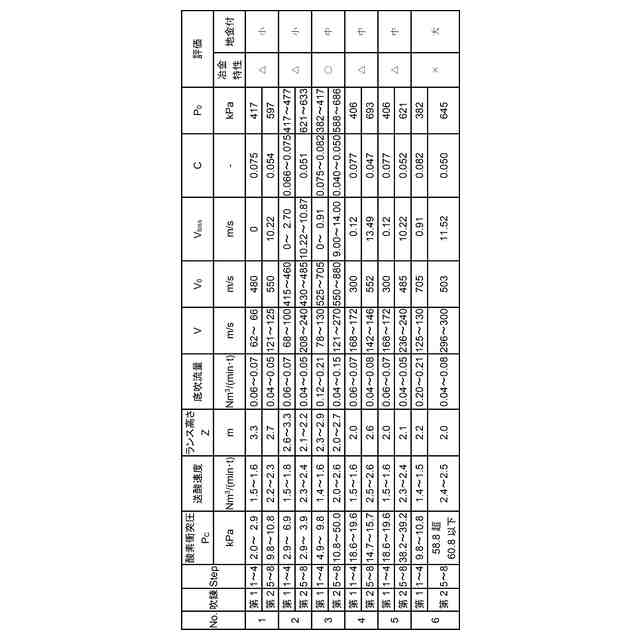
前記第2吹錬工程は、気体酸素源の供給について、吹錬開始からの累積送酸量が総送酸量の30%未満の範囲では、前記酸素衝突圧P
C
を10800~11800Paの範囲とし、累積送酸量が総送酸量の30%以上70%未満の範囲では、前記酸素衝突圧P
C
を14700~15700Paの範囲とし、その残りの累積送酸量が総送酸量の70%以上の範囲では、前記酸素衝突圧P
C
を49000~50000Paの範囲とする、請求項1に記載の溶銑の予備処理方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、転炉または転炉形式の精錬炉を使用する製鋼法とそのための溶銑の脱珪・脱燐・脱炭処理を含む溶銑の予備処理方法に関する。以下の記載において、質量の単位である「t」は10
3
kgを表す。また、気体の体積の単位に付す「N」は気体の標準状態での体積を表し、標準状態を0℃、101325Paとする。本明細書中で、数値範囲をあらわす「x~y」は、x以上y以下を表し、境界値を含む。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
従来の脱珪・脱燐・脱炭処理工程を含む溶銑の予備処理方法では、溶銑の脱珪・脱燐・脱炭処理を行うために、上吹きランスから気体酸素源を供給している。脱珪・脱燐・脱炭処理を効率的に行うために、送酸速度、ランス高さ、底吹ガス流量の3つの数値を変化させる処理方法が行われている。
【0003】
たとえば、特許文献1では、転炉型精錬炉を用いて溶銑の脱珪処理と脱燐処理とを、途中の排滓工程を挟んで連続して行う溶銑の予備処理方法が開示されている。脱珪処理後の排滓工程において十分な量のスラグを迅速に炉外に排出することができ、次工程の脱燐処理では、コスト面及び品質面から十分な脱燐処理を行うことを可能とする、としている。
【先行技術文献】
【特許文献】
【0004】
特開2014-159632号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記従来技術には、以下の問題があった。
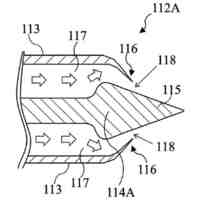
特許文献1に開示の技術は、送酸速度、ランス高さ、底吹ガス流量の具体的数値が確立していない。そのため、脱燐・脱炭処理工程において、脱燐処理の品質は改善された。一方、吹錬中に噴出・発生した地金が転炉設備のフード部分に付着・落下する場合があった。そして、その地金を除去するために操業コストが増加するのを改善する余地があった。
【0006】
本発明は、上記の事情を鑑みてなされたものであって、吹錬中に発生した地金が転炉設備のフード部分に付着・落下するトラブルの発生を抑制し、経済的にも有利な精錬が可能な溶銑の予備処理方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を有利に解決する本発明にかかる溶銑の予備処理方法は、転炉型精錬炉内の溶銑に上吹きランスから気体酸素源を供給して溶銑を脱珪・脱燐処理する第1吹錬工程と、該第1吹錬工程で生成したスラグの少なくとも一部を前記転炉型精錬炉から排出する排滓工程と、該排滓工程後、前記転炉型精錬炉内にCaO系媒溶剤を添加し、前記上吹きランスから気体酸素源を供給して残留させた溶銑を脱燐・脱炭処理する第2吹錬工程と、を含む溶銑の予備処理方法であって、前記第2吹錬工程では、上吹きランスから溶銑浴面への気体酸素源の供給に際し、下記式(1)~(3)により求められる酸素衝突圧P
C
を58800Pa以下となるように吹錬することを特徴とする。
P
C
=ρ・V
2
/2 (1)
V/(V
0
-V
loss
)=d
e
/(2・C・Z) (2)
C=0.016+18600/(P
0
-P
e
) (3)
ここで、P
C
:浴面への酸素衝突圧(Pa)、
ρ:気体酸素源のガス密度(1.43kg/m
3
)、
V:気体酸素源の中心流速(m/s)、
V
0
:ノズル出口噴出流速(m/s)、
V
loss
:不適正膨張による流速ロス(m/s)、
d
e
:ノズル出口径(m)、
C:定数、
Z:ランス高さ(m)、
P
0
:ノズル絶対圧力(Pa)、
P
e
:雰囲気圧(Pa)
を表す。
【0008】
なお、本発明にかかる溶銑の予備処理方法は、前記第2吹錬工程は、気体酸素源の供給について、吹錬開始からの累積送酸量が総送酸量の30%未満の範囲では、前記酸素衝突圧P
C
を10800~11800Paの範囲とし、累積送酸量が総送酸量の30%以上70%未満の範囲では、前記酸素衝突圧P
C
を14700~15700Paの範囲とし、その残りの累積送酸量が総送酸量の70%以上の範囲では、前記酸素衝突圧P
C
を49000~50000Paの範囲とすることがより好ましい解決手段になり得る。
【発明の効果】
【0009】
本発明によれば、酸素吹錬中の酸素衝突圧を適正に管理したので、吹錬中に発生した地金が転炉設備のフード部分に付着・落下するトラブルの発生を抑制し、経済的にも有利な溶銑の予備処理を行うことができる。
【図面の簡単な説明】
【0010】
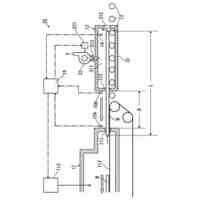
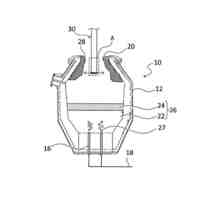
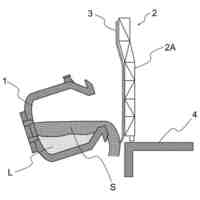
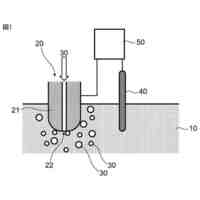
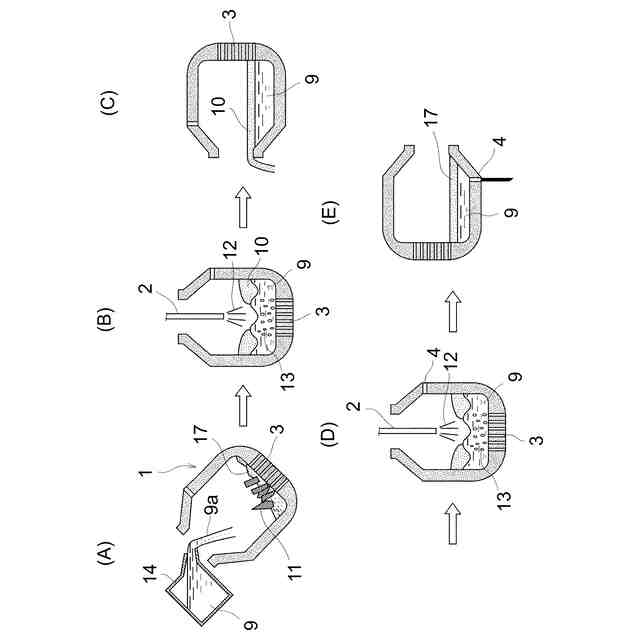
(A)~(E)は、本発明の一実施形態にかかる溶銑の予備処理方法を工程順に示す概略図である。
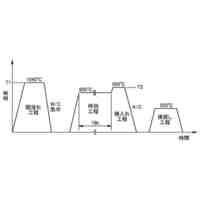
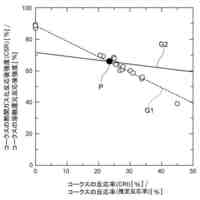
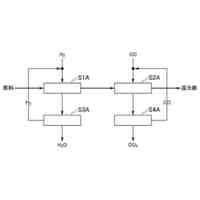
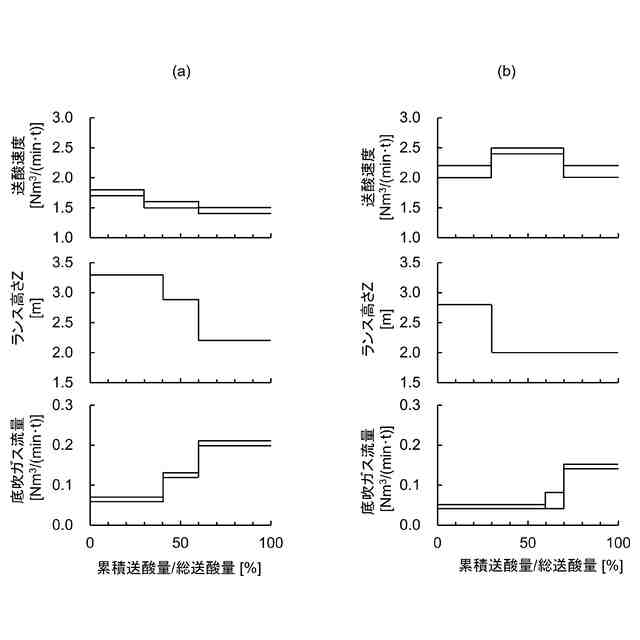
本発明の吹錬のパターン図である。
本発明範囲外の吹錬のパターン図である。
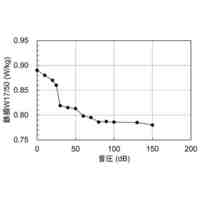
本発明法と本発明範囲外での地金によるトラブル発生件数の比較を示すグラフである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社戸畑製作所
高炉用羽口
7日前
日本製鉄株式会社
溶銑の脱硫方法
22日前
大同特殊鋼株式会社
工具鋼の製造方法
3か月前
日本製鉄株式会社
脱炭精錬方法
今日
株式会社神戸製鋼所
溶銑の脱りん方法
7日前
日本製鉄株式会社
精錬用ランスおよび溶鋼の精錬方法
17日前
JFEスチール株式会社
高強度鋼板の製造方法
13日前
JFEスチール株式会社
高周波焼入部品の製造方法
17日前
日本製鉄株式会社
高炉装入物の衝撃エネルギ推定方法
3か月前
日本製鉄株式会社
高炉冷却装置
2か月前
JFEスチール株式会社
異常検知システム
2か月前
日本製鉄株式会社
還元鉄の溶解方法
7日前
小川アルミ工業株式会社
製鋼副資材の製造方法及び製鋼副資材
1か月前
日本製鉄株式会社
高炉の羽口および高炉の操業方法
1か月前
日本製鉄株式会社
高炉炉底部冷却構造
3か月前
株式会社プロテリアル
中間焼鈍用保温槽及び熱間加工鋼材の中間焼鈍方法
1か月前
日本製鉄株式会社
高炉用冷却構造体
2か月前
大同特殊鋼株式会社
冷却装置および線材コイルの冷却方法
3か月前
日本製鉄株式会社
高炉の操業方法
2か月前
本田技研工業株式会社
異種金属体の熱処理方法及び熱間鍛造金型
2か月前
大同プラント工業株式会社
金属管用熱処理設備及び金属管用ガスパージ方法
2か月前
日本製鉄株式会社
コークスの品質管理方法、及び高炉操業方法
1か月前
JFEスチール株式会社
転炉炉口地金の除去方法および転炉の操業方法
2か月前
日本スピンドル製造株式会社
素材加熱装置、プログラム、及びフローフォーミングシステム
2か月前
禹州市恒利来新材料股フン有限公司
低ホウ素球状化剤の調製方法
17日前
JFEスチール株式会社
金属帯冷却装置および金属帯冷却方法
28日前
JFEスチール株式会社
転炉排滓用防護設備および転炉精錬方法
3か月前
行富投資有限公司
有機物含有アルミニウム合金脱酸材
3か月前
JFEスチール株式会社
加速冷却装置の制御装置および加速冷却装置の制御方法
2か月前
日本製鉄株式会社
操業条件決定装置、操業条件決定方法、及びプログラム
3か月前
JFEスチール株式会社
方向性電磁鋼板の製造方法およびその圧延設備
13日前
日本製鉄株式会社
溶融酸化物のフォーミング制御方法及び溶鉄の精錬方法
17日前
JFEスチール株式会社
高炉のガス流速分布計算装置、ガス流速計算方法及び操業方法
20日前
JFEスチール株式会社
ランスチップ、精錬装置、および、これらを備えた炉の操業方法
2か月前
日本製鉄株式会社
還元鉄の製造方法
2か月前
エジョット エスイー アンド カンパニー カーゲー
ねじ
1か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ