TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024167730
公報種別
公開特許公報(A)
公開日
2024-12-04
出願番号
2023083996
出願日
2023-05-22
発明の名称
金属管用熱処理設備及び金属管用ガスパージ方法
出願人
大同プラント工業株式会社
代理人
個人
,
個人
,
個人
主分類
C21D
9/08 20060101AFI20241127BHJP(鉄冶金)
要約
【課題】生産効率の向上を図ることができる金属管用熱処理設備及び金属管用ガスパージ方法を提供する。
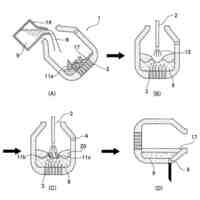
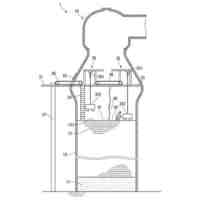
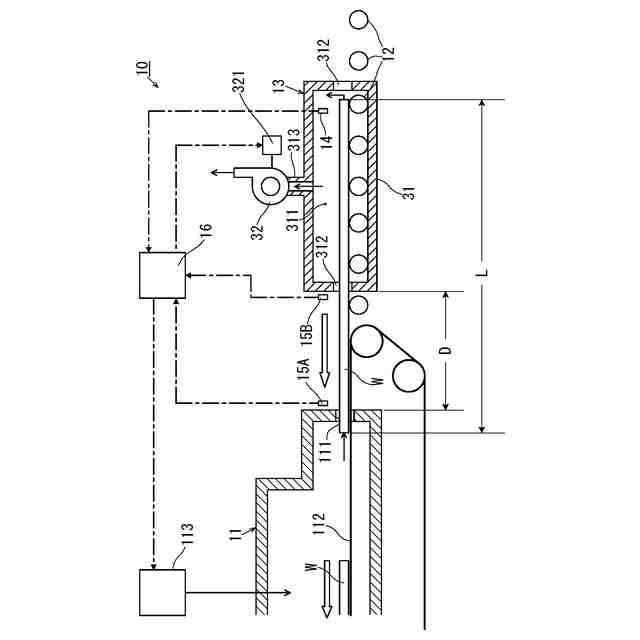
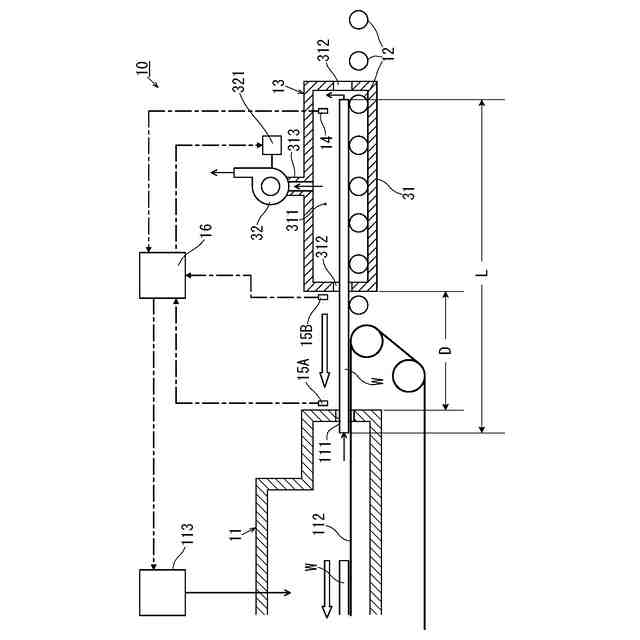
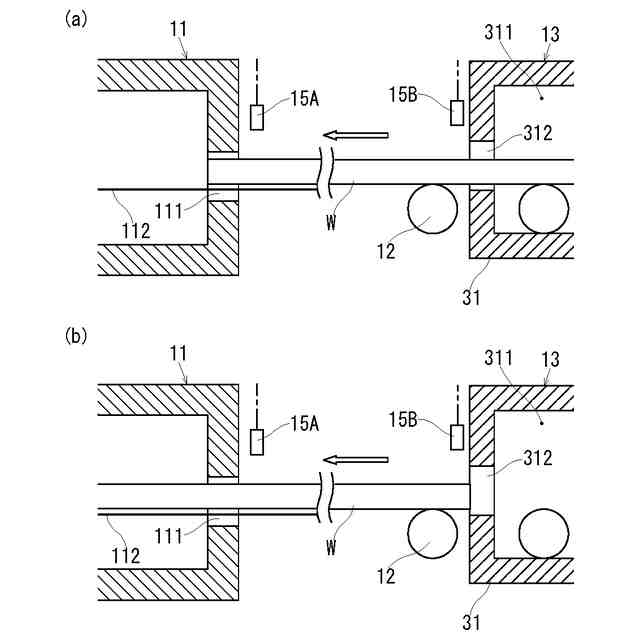
【解決手段】金属管用熱処理設備10は、雰囲気ガス中で金属管Wを熱処理する雰囲気炉11と、金属管Wを搬送する搬入装置12と、パージ装置13と、を備え、パージ装置13は、置換室311と置換室311へ金属管Wを出し入れする一対の開口部312とを有する装置本体31と、置換室311を排気により負圧状態にする排気装置32と、を備え、雰囲気炉11とパージ装置13との距離D[m]が金属管Wの長さL[m]よりも短く(D<L)、パージ装置13の装置本体31が有する一対の開口部312が開放状態で保持され、搬入装置12により搬送される金属管Wを、他端部がパージ装置13の置換室311に位置したまま、一端部が雰囲気炉11の炉内に挿入された状態とし、その状態で金属管Wの搬送を停止することなく、管内ガスを雰囲気ガスに置換する。
【選択図】図1
特許請求の範囲
【請求項1】
炉内に満たされた雰囲気ガス中で金属管を熱処理する雰囲気炉と、熱処理前の前記金属管を前記雰囲気炉へ搬送する搬入装置と、前記搬入装置上に配設されて前記金属管の管内ガスを前記雰囲気ガスに置換するパージ装置と、を備える金属管用熱処理設備であって、
前記パージ装置は、
内部に設けられた置換室と前記置換室へ前記金属管を出し入れする一対の開口部とを有する装置本体と、
前記装置本体と接続されて前記置換室を排気により負圧状態にする排気装置と、を備えており、
前記雰囲気炉と前記パージ装置との距離D[m]が、前記金属管の長さL[m]よりも短く(D<L)、
前記パージ装置の前記装置本体が有する一対の前記開口部が、開放された状態で保持され、
前記搬入装置により搬送される前記金属管を、他端部が前記パージ装置の前記置換室に位置したまま、一端部が前記雰囲気炉の炉内に挿入された状態とし、その状態で前記金属管の搬送を停止することなく、前記管内ガスを前記雰囲気ガスに置換する、ことを特徴とする金属管用熱処理設備。
続きを表示(約 2,100 文字)
【請求項2】
前記パージ装置の前記置換室の圧力を検出する圧力センサと、
前記搬入装置による搬送の途上における前記金属管の位置を検出する位置センサと、
前記圧力センサ及び前記位置センサの検出値に基づき、前記置換室の圧力を制御する圧力制御システムと、を備え、
前記圧力制御システムは、
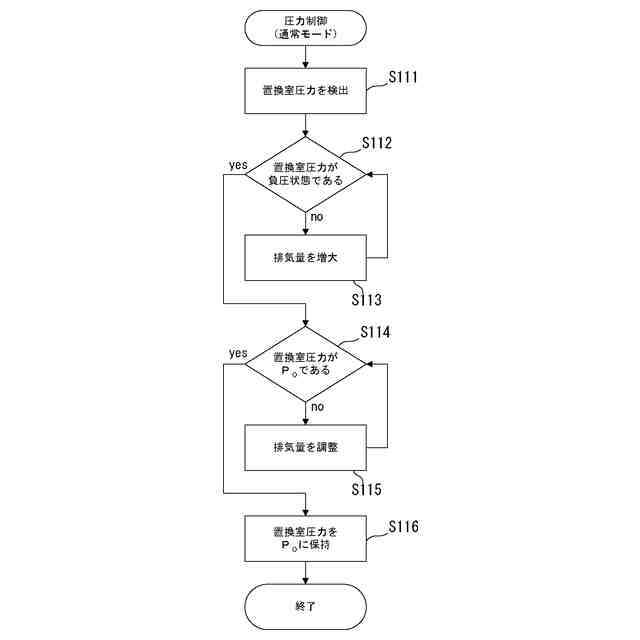
前記圧力センサの検出値に基づき、前記排気装置による前記置換室からの排気量を調整し、常態の前記置換室を負圧状態に保持する通常モードと、
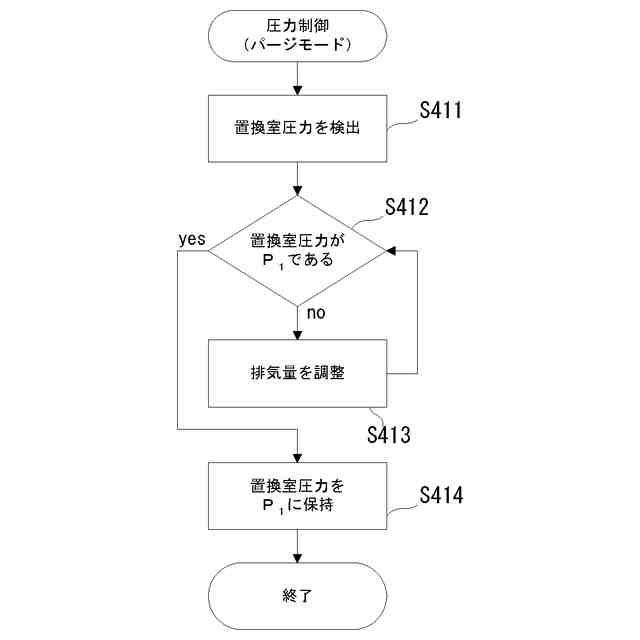
前記位置センサの検出値に基づき、前記金属管の他端部が前記置換室に位置しており、且つ前記金属管の一端部が前記雰囲気炉の炉内に挿入されていると判定した場合に、前記排気装置による前記置換室からの排気量を前記通常モードよりも増大し、前記置換室を前記常態よりも大きな負圧状態にするパージモードと、を有する、請求項1に記載の金属管用熱処理設備。
【請求項3】
前記排気装置を駆動するインバータ装置を備え、
前記インバータ装置によって駆動される前記排気装置が、
前記通常モードで前記置換室を、圧力P
0
[Pa]に維持し、
前記パージモードで前記置換室を、圧力P
1
[Pa]に維持しており、
前記圧力P
0
、P
1
は、ゲージ圧の絶対値で示されるものとして、P
0
<P
1
の関係式を満たす、請求項2に記載の金属管用熱処理設備。
【請求項4】
前記圧力P
0
[Pa]は、前記金属管の内径D[m]及び長さL[m]に基づき算出される配管抵抗値P
T
[Pa]以上である(P
T
≦P
0
)、請求項3に記載の金属管用熱処理設備。
【請求項5】
前記通常モードにおける前記雰囲気炉への前記雰囲気ガスの供給量をSV
0
[m
3
/h]とし、
前記パージモードにおける前記雰囲気炉への前記雰囲気ガスの供給量をSV
1
[m
3
/h]として、
SV
1
[m
3
/h]が、SV
0
[m
3
/h]よりも増量されている(SV
0
<SV
1
)、請求項2に記載の金属管用熱処理設備。
【請求項6】
前記通常モードにおいて、
前記排気装置による前記置換室からの排気量EX
1
[m
3
/h]は、前記開口部の開口面積に基づき算出される前記置換室の空気吸込量EX
0
[m
3
/h]よりも多く(EX
1
>EX
0
)なるように調整される、請求項2に記載の金属管用熱処理設備。
【請求項7】
前記開口部の開口面積を調節する調節手段を備えている、請求項6に記載の金属管用熱処理設備。
【請求項8】
前記金属管の管内ガスを前記雰囲気ガスに置換するのに要するパージ時間T
0
[sec]は、前記金属管の一端部が前記雰囲気炉の炉内に挿入された時点を開始時とし、前記金属管の他端部が前記置換室から抜け出した時点を終了時とする、前記置換室における前記金属管の滞留時間T
1
[sec]以下である(T
0
≦T
1
)、請求項1に記載の金属管用熱処理設備。
【請求項9】
前記雰囲気ガスは、水素ガス、窒素ガス、RXガス及びDXガスの群から選択される少なくとも1種である、請求項1に記載の金属管用熱処理設備。
【請求項10】
炉内が雰囲気ガスで満たされた雰囲気炉を用いて金属管を熱処理するに際し、前記金属管の前記雰囲気炉への搬送の途上に配設されたパージ装置を使用して、前記金属管の管内ガスを前記雰囲気ガスに置換する金属管用ガスパージ方法であって、
前記パージ装置は、内部に設けられた置換室と前記置換室へ前記金属管を出し入れする開口部とを有する装置本体と、前記装置本体と接続されて前記置換室を排気により負圧状態にする排気装置と、を備えており、
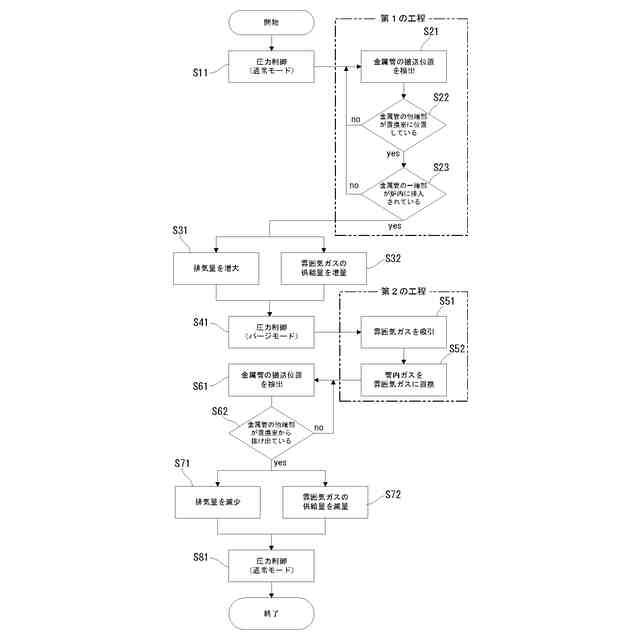
前記金属管を、他端部が前記パージ装置の前記置換室に位置したまま、一端部が前記雰囲気炉の炉内に挿入された状態とする第1の工程と、
前記状態とした前記金属管を介して、負圧状態の前記置換室へ前記雰囲気炉の炉内の前記雰囲気ガスを吸引し、前記金属管の管内ガスを前記雰囲気ガスに置換する第2の工程と、を備え、
前記第1の工程及び前記第2の工程を、前記金属管の搬送を停止することなく実行する、ことを特徴とする金属管用ガスパージ方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属管を雰囲気ガス中で熱処理するための金属管用熱処理設備、及びその熱処理に際して金属管の管内ガスを雰囲気ガスに置換する金属管用ガスパージ方法に関する。
続きを表示(約 4,100 文字)
【背景技術】
【0002】
通常、金属を材料に用いた部品や製品等は、応力の除去、硬さの調整、加工性の向上等のために焼鈍(焼なまし)等の熱処理を施されるが、その熱処理は、炉内を雰囲気ガスで満たした雰囲気炉を使用して実行される。
熱処理を施される部品や製品等として、金属管は、その内部に空気等の管内ガスが存在し、その管内ガスが残ったまま熱処理をすると、雰囲気炉の炉内雰囲気が汚染される、金属管内面の酸化、脱炭が生じる等の不具合が発生する。このため、金属管の熱処理を行う場合には、管内ガスをパージ(置換)する必要がある。
特許文献1には、鋼管のパージ方法が開示されている。この鋼管のパージ方法は、上流側および下流側に鋼管の装入扉と抽出扉を備えるとともに排気手段を接続したパージボックスを鋼管用雰囲気熱処理炉の装入テーブルに配設し、鋼管の一端部を熱処理炉内に、他端部をパージボックス内に位置させた状態で排気手段によりパージボックス内を排気して炉内雰囲気で鋼管内の空気をパージすることを特徴とする。
特許文献1には、鋼管のパージ方法について、「まず、パージボックス装入扉7およびパージボックス抽出扉8を開き」と記載され、「パージボックス装入扉7およびパージボックス抽出扉8を閉じるとともに、排気ファン11aを駆動してパージボックス6内を強制排気する」と記載されている(段落[0011])。また、特許文献1には「鋼管W内の空気がパージされると、前記排気ファン11aを停止し、炉内搬送ローラ3および装入テーブル4のローラを駆動することにより鋼管Wを熱処理炉1内に装入する』と記載されている(段落[0012])。これらの記載から、特許文献1の鋼管のパージ方法は、パージの際に鋼管(金属管)の搬送を停止した状態にして、パージボックスの鋼管(金属管)を装入する扉と鋼管(金属管)を抽出する扉とを閉じ、パージボックス内部を実質的に密閉し、強制排気して、パージを実行する方法である。
【先行技術文献】
【特許文献】
【0003】
特開平8-49020号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記の鋼管のパージ方法は、鋼管(金属管)をパージする間、鋼管(金属管)の搬送を停止した状態を保持しなければならず、また、扉を開閉操作してパージボックス内部を実質的に密閉し、強制排気をしなければならない。
つまり、上記の鋼管のパージ方法は、炉で熱処理される前の金属管を、炉への搬送を停止してパージする必要がある。このため、上記の鋼管のパージ方法では、搬送を停止してパージする時間がロスとなって、炉で熱処理される金属管の単位時間当たりの処理数を増加させることが難しく、生産効率の向上を図ることが困難であった。
【0005】
本発明は、このような従来技術が有していた問題点を解決しようとするものであり、生産効率の向上を図ることができる金属管用熱処理設備及び金属管用ガスパージ方法を提供することを目的とするものである。
【課題を解決するための手段】
【0006】
上記課題を解決するべく、請求項1に記載の金属管用熱処理設備の発明は、炉内に満たされた雰囲気ガス中で金属管を熱処理する雰囲気炉と、熱処理前の前記金属管を前記雰囲気炉へ搬送する搬入装置と、前記搬入装置上に配設されて前記金属管の管内ガスを前記雰囲気ガスに置換するパージ装置と、を備える金属管用熱処理設備であって、
前記パージ装置は、
内部に設けられた置換室と前記置換室へ前記金属管を出し入れする一対の開口部とを有する装置本体と、
前記装置本体と接続されて前記置換室を排気により負圧状態にする排気装置と、を備えており、
前記雰囲気炉と前記パージ装置との距離D[m]が、前記金属管の長さL[m]よりも短く(D<L)、
前記パージ装置の前記装置本体が有する一対の前記開口部が、開放された状態で保持され、
前記搬入装置により搬送される前記金属管を、他端部が前記パージ装置の前記置換室に位置したまま、一端部が前記雰囲気炉の炉内に挿入された状態とし、その状態で前記金属管の搬送を停止することなく、前記管内ガスを前記雰囲気ガスに置換する、ことを要旨とする。
請求項2に記載の発明は、請求項1に記載の発明において、
前記パージ装置の前記置換室の圧力を検出する圧力センサと、
前記搬入装置による搬送の途上における前記金属管の位置を検出する位置センサと、
前記圧力センサ及び前記位置センサの検出値に基づき、前記置換室の圧力を制御する圧力制御システムと、を備え、
前記圧力制御システムは、
前記圧力センサの検出値に基づき、前記排気装置による前記置換室からの排気量を調整し、常態の前記置換室を負圧状態に保持する通常モードと、
前記位置センサの検出値に基づき、前記金属管の他端部が前記置換室に位置しており、且つ前記金属管の一端部が前記雰囲気炉の炉内に挿入されていると判定した場合に、前記排気装置による前記置換室からの排気量を前記通常モードよりも増大し、前記置換室を前記常態よりも大きな負圧状態にするパージモードと、を有する、ことを要旨とする。
請求項3に記載の発明は、請求項2に記載の発明において、
前記圧力センサと電気的に接続されたインバータ装置を備え、
前記インバータ装置によって駆動される前記排気装置が、
前記通常モードで前記置換室を、圧力P
0
[Pa]に維持し、
前記変態モードで前記置換室を、圧力P
1
[Pa]に維持しており、
前記圧力P
0
、P
1
は、ゲージ圧の絶対値で示されるものとして、P
0
<P
1
の関係式を満たす、ことを要旨とする。
請求項4に記載の発明は、請求項3に記載の発明において、前記圧力P
0
[Pa]は、前記金属管の内径D[m]及び長さL[m]に基づき算出される配管抵抗値P
T
[Pa]以上である(P
T
≦P
0
)、ことを要旨とする。
請求項5に記載の発明は、請求項2に記載の発明において、
前記通常モードにおける前記雰囲気炉への前記雰囲気ガスの供給量をSV
0
[m
3
/h]とし、
前記パージモードにおける前記雰囲気炉への前記雰囲気ガスの供給量をSV
1
[m
3
/h]として、
SV
1
[m
3
/h]が、SV
0
[m
3
/h]よりも増量されている(SV
0
<SV
1
)、ことを要旨とする。
請求項6に記載の発明は、請求項2に記載の発明において、
前記通常モードにおいて、
前記排気装置による前記置換室からの排気量EX
1
[m
3
/h]は、前記開口部の開口面積に基づき算出される前記置換室の空気吸込量EX
0
【発明の効果】
【0007】
本発明によれば、搬送中の金属管がその内部を介して雰囲気炉の炉内と置換室とを一時的に連通させた状態となり、その状態で雰囲気炉の炉内の雰囲気ガスが負圧状態とした置換室へ吸引されることを利用することで、金属管を搬送しながら管内ガスを置換することができ、雰囲気炉に搬入されて熱処理される金属管の単位時間当たりの処理数の増加を図ることができることから、生産効率の向上を図ることができる。
【図面の簡単な説明】
【0008】
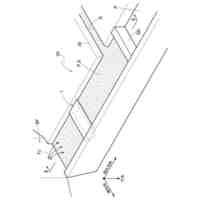
本発明の金属管用熱処理設備の一形態を示す概略側面図。
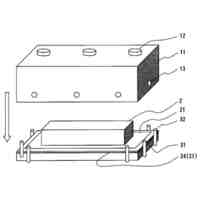
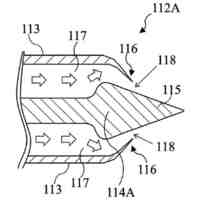
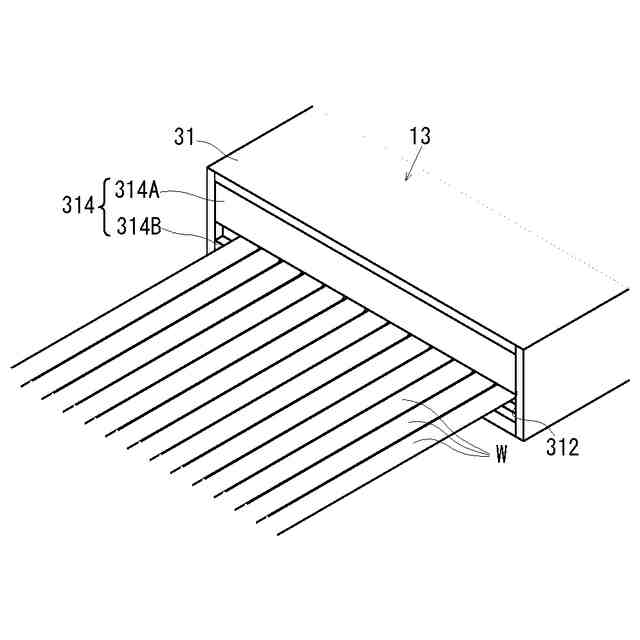
パージ装置の装置本体の開口部を示す一部を拡大した斜視図。
(a)はパージの開始時点における金属管の一端部の位置を説明する説明図であり、(b)はパージの終了時点における金属管の他端部の位置を説明する説明図。
本発明の金属管用ガスパージ方法を説明するフローチャート。
圧力制御に係る通常モードを説明するフローチャート。
圧力制御に係るパージモードを説明するフローチャート。
【発明を実施するための形態】
【0009】
ここで示される事項は例示的なもの及び本発明の実施形態を例示的に説明するためのものであり、本発明の原理と概念的な特徴とを最も有効に且つ難なく理解できる説明であると思われるものを提供する目的で述べたものである。この点で、本発明の根本的な理解のために必要である程度以上に本発明の構造的な詳細を示すことを意図してはおらず、図面と合わせた説明によって本発明の幾つかの形態が実際にどのように具現化されるかを当業者に明らかにするものである。
【0010】
なお、本発明において、置換室の「圧力」とは、大気圧をゼロ(ゲージ圧;0)とし、大気圧よりも高い圧力を正圧(+)、大気圧よりも低い圧力を負圧(-)として、相対的な圧力を表示するゲージ圧であるものとする。
また、本発明において、置換室の圧力は、ゲージ圧の絶対値で示されるものとする。つまり、置換室の圧力(ゲージ圧)を具体的な数値や記号等で示す場合、置換室が負圧状態であっても、その圧力は、「-(マイナス)」の記号を付けずに記載するものとする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
新和環境株式会社
炉システム
26日前
新和環境株式会社
炉システム
26日前
日本製鉄株式会社
転炉精錬方法
5日前
株式会社戸畑製作所
高炉用羽口
2か月前
日本製鉄株式会社
溶鋼の製造方法
1か月前
日本製鉄株式会社
溶銑の脱硫方法
2か月前
日本製鉄株式会社
スラグの排出方法
1か月前
富士電子工業株式会社
焼き入れ装置
1か月前
株式会社伊原工業
還元鉄の製造方法
22日前
個人
製鋼用副資材及びその製造方法
2か月前
株式会社デンケン
高温炉
19日前
東京窯業株式会社
溶鋼処理用の浸漬管
27日前
日本製鉄株式会社
脱炭精錬方法
2か月前
日本製鉄株式会社
出銑口開孔装置および出銑口開孔方法
26日前
株式会社神戸製鋼所
溶銑の脱りん方法
2か月前
JFEスチール株式会社
高強度鋼板の製造方法
2か月前
日本製鉄株式会社
精錬用ランスおよび溶鋼の精錬方法
2か月前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
1か月前
JFEスチール株式会社
高周波焼入部品の製造方法
2か月前
日本製鉄株式会社
高炉の還元粉化量の推定方法
27日前
日本製鉄株式会社
還元鉄の溶解方法
2か月前
小川アルミ工業株式会社
製鋼副資材の製造方法及び製鋼副資材
3か月前
日本製鉄株式会社
溶鋼の製造方法
1か月前
日本製鉄株式会社
高炉の羽口および高炉の操業方法
3か月前
JFEスチール株式会社
溶銑の予備処理方法
今日
株式会社プロテリアル
中間焼鈍用保温槽及び熱間加工鋼材の中間焼鈍方法
今日
JFEスチール株式会社
スラグの管理方法及びスラグ材の製造方法
15日前
日本製鉄株式会社
除滓方法及び除滓装置
23日前
日本製鉄株式会社
コークスの品質管理方法、及び高炉操業方法
3か月前
日本製鉄株式会社
排滓量の推定方法及び排滓量の推定システム
1か月前
日本製鉄株式会社
排滓量の推定方法及び排滓量の推定システム
1か月前
日本製鉄株式会社
熱風炉の解体方法および熱風炉の築炉方法
21日前
JFEスチール株式会社
金属帯冷却装置および金属帯冷却方法
3か月前
禹州市恒利来新材料股フン有限公司
低ホウ素球状化剤の調製方法
2か月前
JFEスチール株式会社
方向性電磁鋼板の製造方法およびその圧延設備
2か月前
品川リフラクトリーズ株式会社
堰、高炉樋および溶銑除去方法
19日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ