TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024157295
公報種別
公開特許公報(A)
公開日
2024-11-07
出願番号
2023071576
出願日
2023-04-25
発明の名称
転炉排滓用防護設備および転炉精錬方法
出願人
JFEスチール株式会社
代理人
弁理士法人銀座マロニエ特許事務所
主分類
C21C
5/46 20060101AFI20241030BHJP(鉄冶金)
要約
【課題】防煙シャッターが変形することなく開閉可能な転炉排滓用防護設備および転炉精錬方法を提供する。
【解決手段】、転炉内に溶銑を残したまま排滓する際、スラグが炉前側作業床へ流出することを防止するための防護設備であって、転炉側から耐熱板、断熱材およびシャッター本体の順に設置されている設備である。転炉内に溶銑を残したまま排滓する際、上記転炉排滓用防護設備を用いて、スラグが炉前側作業床へ流出することを防止する転炉精錬方法であって、炉前に設置したシャッター本体の転炉側に断熱材を挟んで耐熱板を取り付ける工程と、熱によって損傷した耐熱板を撤去する工程と、を含む方法である。
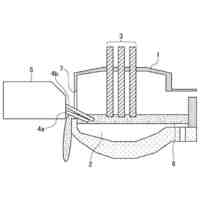
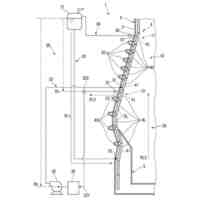
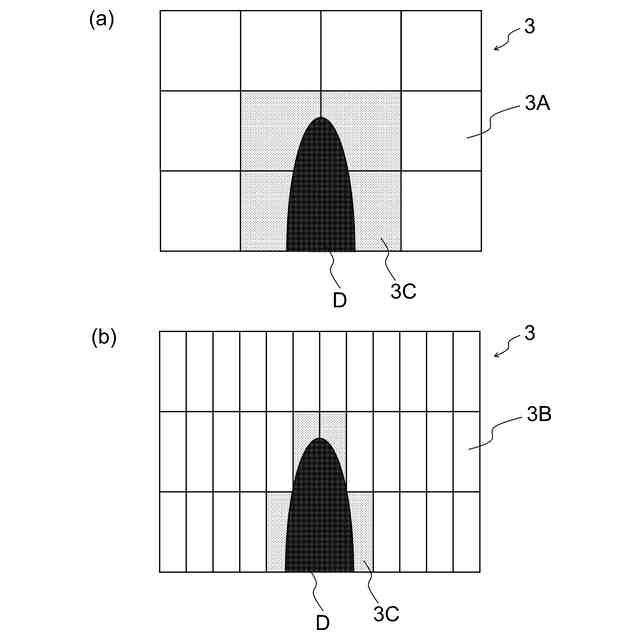
【選択図】図1
特許請求の範囲
【請求項1】
転炉内に溶銑を残したまま排滓する際、スラグが炉前側作業床へ流出することを防止するための防護設備であって、
転炉側から耐熱板、断熱材およびシャッター本体の順に設置されている、転炉排滓用防護設備。
続きを表示(約 520 文字)
【請求項2】
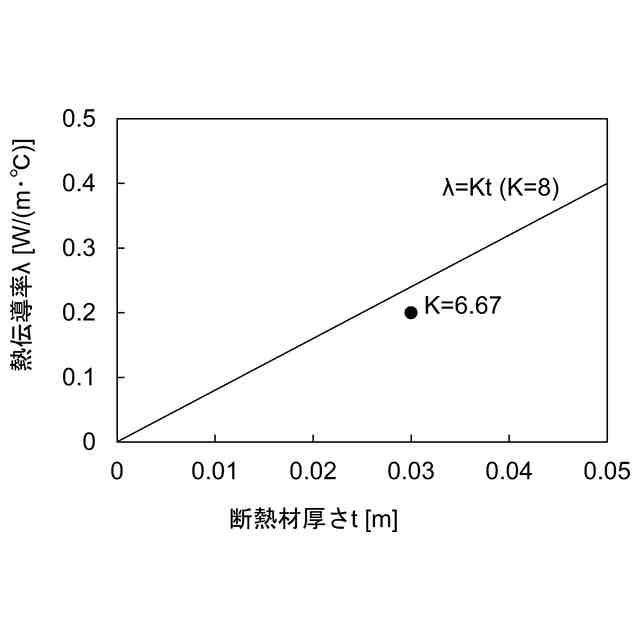
前記断熱材の熱通過率Kが8W/(m
2
・℃)以下である、請求項1に記載の転炉排滓用防護設備。
【請求項3】
さらに、前記耐熱板と前記断熱材との間にシールプレートを配している、請求項1に記載の転炉排滓用防護設備。
【請求項4】
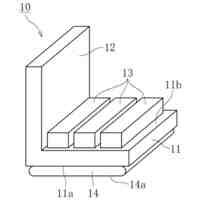
前記耐熱板は前記シャッター本体に螺子で締結されており、前記断熱材には前記螺子が貫通する菅座が埋め込まれている、請求項1に記載の転炉排滓用防護設備。
【請求項5】
前記耐熱板は辺長が0.3~0.9mの範囲にあり、厚さtが20~30mmの範囲の直方体であって、耐熱板どうしのすきまが辺長の6/1000倍以上、厚さtの1/2倍以下である、請求項1に記載の転炉排滓用防護設備。
【請求項6】
転炉内に溶銑を残したまま排滓する際、請求項1~5のいずれか1項に記載の転炉排滓用防護設備を用いて、スラグが炉前側作業床へ流出することを防止する転炉精錬方法であって、
炉前に設置したシャッター本体の転炉側に断熱材を挟んで耐熱板を取り付ける工程と、
熱によって損傷した耐熱板を撤去する工程と、を含む、転炉精錬方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、製鋼の転炉精錬工程における転炉排滓時に用いる防護設備および転炉排滓時に炉前側作業床へのスラグ流出を防止する転炉精錬方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
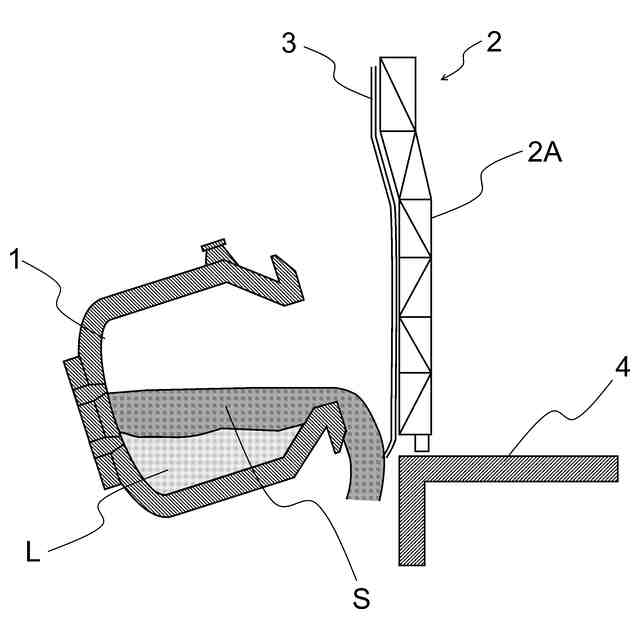
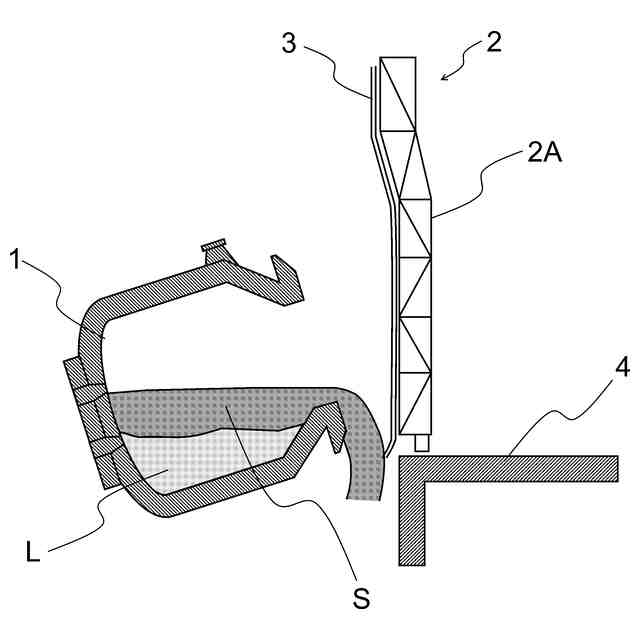
従来の転炉設備では、精錬中に発生するダストの拡散を抑え、転炉排滓時に炉前側作業床への輻射熱およびスラグ流出を防ぐため、開閉可能な一対の移動壁が設けられている。この移動壁を防煙シャッターという。防煙シャッターは、溶銑やスクラップなどの鉄源の装入時(以下、単に、装入時ともいう。)には開かれ、吹錬、出鋼および排滓の際には閉じられる。
【0003】
一方、転炉精錬操業では、従来、吹錬の間に溶銑を転炉内に残したままスラグを排滓する、いわゆる、中間排滓が行われている。その際、転炉を炉前方向に勢いよく傾動させて、スラグを排滓する場合が多い。そのため、たとえば、特許文献1では、防煙シャッターの召合せ部にスラグが付着することを防ぐため、召合せ部を炉口中心位置から水平方向にずらす方法がとられている。
【0004】
また、炉口からの輻射熱や排滓されるスラグの衝突により、防煙シャッターに多大な熱負荷が生じる。そのため、たとえば、特許文献2や3では、防煙シャッターの受熱面は耐熱板で構成されており、特に熱負荷の大きいスラグ衝突部は防煙シャッターの手前に防護壁を設け、防煙シャッターを保護する方法が行われている。
【先行技術文献】
【特許文献】
【0005】
特開2017-57496号公報
特開2017-66500号公報
特開2021-102795号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、上記従来技術には以下のような問題があった。すなわち、炉口からの輻射熱やスラグの衝突による熱が受熱面の耐熱板から防煙シャッターを構成するフレーム部に伝わってしまう。そのため、フレーム部に熱応力による変形や亀裂が生じることで、防煙シャッターが開閉不能になるといった問題点があった。
【0007】
本発明は、上記した従来の課題を解決し、防煙シャッターが変形することなく開閉可能な転炉排滓用防護設備および転炉精錬方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
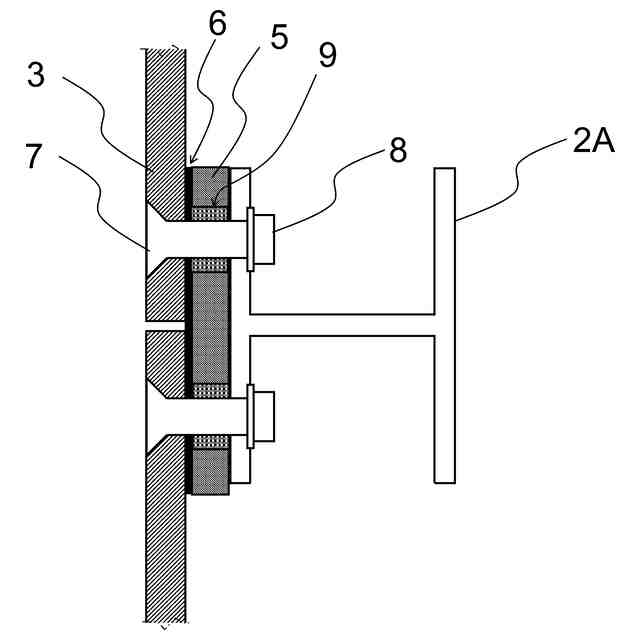
上記課題を有利に解決する本発明にかかる転炉排滓用防護設備は、転炉内に溶銑を残したまま排滓する際、スラグが炉前側作業床へ流出することを防止するための防護設備であって、転炉側から耐熱板、断熱材およびシャッター本体の順に設置されていることを特徴とする。
【0009】
なお、本発明にかかる転炉排滓用防護設備は、
(a)前記断熱材の熱通過率Kが8W/(m
2
・℃)以下であること、
(b)さらに、前記耐熱板と前記断熱材との間にシールプレートを配していること、
(c)前記耐熱板は前記シャッター本体に螺子で締結されており、前記断熱材には前記螺子が貫通する菅座が埋め込まれていること、
(d)前記耐熱板は辺長が0.3~0.9mの範囲にあり、厚さtが20~30mmの範囲の直方体であって、耐熱板どうしのすきまが辺長の6/1000倍以上、厚さtの1/2倍以下であること、
などが好ましい解決手段になり得る。
【0010】
上記課題を有利に解決する本発明にかかる転炉精錬方法は、転炉内に溶銑を残したまま排滓する際、上記転炉排滓用防護設備のいずれかを用いて、スラグが炉前側作業床へ流出することを防止する転炉精錬方法であって、炉前に設置したシャッター本体の転炉側に断熱材を挟んで耐熱板を取り付ける工程と、熱によって損傷した耐熱板を撤去する工程と、を含むことを特徴とする。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社戸畑製作所
高炉用羽口
1か月前
株式会社プロテリアル
鋼材の製造方法
5か月前
日本製鉄株式会社
溶鋼の製造方法
5か月前
日本製鉄株式会社
溶銑の脱硫方法
1か月前
日本製鉄株式会社
溶銑の製造方法
5か月前
富士電子工業株式会社
焼き入れ装置
5日前
個人
製鋼用副資材及びその製造方法
25日前
大同特殊鋼株式会社
工具鋼の製造方法
4か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
4か月前
日本製鉄株式会社
高炉の操業方法
4か月前
株式会社小熊鉄工所
鎮静剤製造設備
4か月前
ダイハツ工業株式会社
冷却器具
5か月前
日本製鉄株式会社
脱炭精錬方法
26日前
黒崎播磨株式会社
マッド材
5か月前
日本製鉄株式会社
羽口冷却装置及び羽口冷却方法
4か月前
日本製鉄株式会社
金属材の冷却方法
5か月前
日本製鉄株式会社
精錬用ランスおよび溶鋼の精錬方法
1か月前
株式会社神戸製鋼所
溶銑の脱りん方法
1か月前
JFEスチール株式会社
高強度鋼板の製造方法
1か月前
日本製鉄株式会社
電気炉の操業方法
4か月前
出光興産株式会社
熱処理油組成物
4か月前
日本製鉄株式会社
電気炉の操業方法
4か月前
日本製鉄株式会社
高炉用コークスの品質評価方法
5か月前
日本製鉄株式会社
高炉用コークスの品質評価方法
5か月前
JFEスチール株式会社
高周波焼入部品の製造方法
1か月前
日本製鉄株式会社
溶銑の脱硫方法
4か月前
日本製鉄株式会社
高炉装入物の衝撃エネルギ推定方法
4か月前
日本製鉄株式会社
溶銑の脱硫方法
4か月前
日本製鉄株式会社
高炉冷却装置
3か月前
JFEスチール株式会社
溶鋼の脱酸方法
4か月前
日本製鉄株式会社
還元鉄の溶解方法
1か月前
小川アルミ工業株式会社
製鋼副資材の製造方法及び製鋼副資材
2か月前
日本製鉄株式会社
溶鋼の製造方法
5日前
JFEスチール株式会社
異常検知システム
3か月前
JFEスチール株式会社
溶銑温度の推定方法
4か月前
日本製鉄株式会社
製鋼炉の操業方法
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ