TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024151608
公報種別
公開特許公報(A)
公開日
2024-10-25
出願番号
2023065081
出願日
2023-04-12
発明の名称
操業条件決定装置、操業条件決定方法、及びプログラム
出願人
日本製鉄株式会社
代理人
弁理士法人まこと国際特許事務所
主分類
C21C
7/00 20060101AFI20241018BHJP(鉄冶金)
要約
【課題】前工程が実行された後、後工程における適切な操業条件を決定することができる、操業条件決定装置等を提供する。
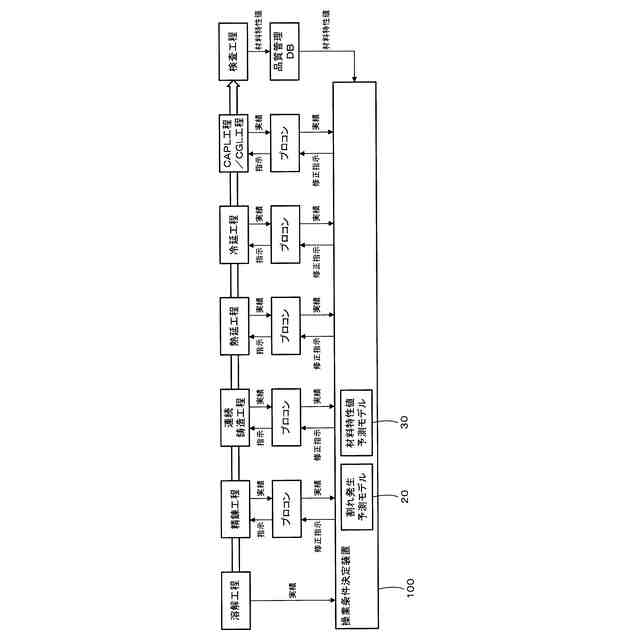
【解決手段】本発明に係る操業条件決定装置100は、鋼材の操業条件を入力とし、鋼材に割れが発生する確率を出力とする割れ発生予測モデル20、及び/又は、鋼材の操業条件を入力とし、鋼材の材料特性値の確率分布を出力とする材料特性値予測モデル30を備える。操業条件決定装置は、割れ発生予測モデルから出力される鋼材に割れが発生する確率が所定のしきい値以下となるように、割れ発生予測モデルを逆解析する、及び/又は、材料特性値予測モデルから出力される鋼材の材料特性値の確率分布と、注文情報に含まれる鋼材の材料特性値の仕様とによって算出される鋼材の材料特性値の合格確率が、所定のしきい値以上となるように、材料特性値予測モデルを逆解析することで、後工程における操業条件を決定する。
【選択図】図1
特許請求の範囲
【請求項1】
前工程及び後工程を有する製造工程を経て製造される鋼材について、前記前工程が実行された後、前記後工程における操業条件を決定する操業条件決定装置であって、
前記鋼材についての前記前工程及び前記後工程における操業条件を入力とし、前記鋼材に割れが発生する確率を出力とする割れ発生予測モデル、及び/又は、前記鋼材についての前記前工程及び前記後工程における操業条件を入力とし、前記鋼材の材料特性値の確率分布を出力とする材料特性値予測モデルを備え、
対象鋼材についての前記前工程における操業実績及び前記後工程における操業条件を、前記割れ発生予測モデルに入力したときに出力される前記対象鋼材に割れが発生する確率が所定のしきい値以下となるように、前記割れ発生予測モデルを逆解析する、及び/又は、前記対象鋼材についての前記前工程における操業実績及び前記後工程における操業条件を、前記材料特性値予測モデルに入力したときに出力される前記対象鋼材の材料特性値の確率分布と、注文情報に含まれる前記対象鋼材の材料特性値の仕様とによって算出される前記対象鋼材の材料特性値の合格確率が、所定のしきい値以上となるように、前記材料特性値予測モデルを逆解析することで、前記後工程における操業条件を決定する、
操業条件決定装置。
続きを表示(約 970 文字)
【請求項2】
前記後工程には、前記鋼材の含有成分を調整する精錬工程が含まれ、
決定する前記後工程における操業条件には、前記精錬工程における添加元素成分値が含まれ、
複数の前記対象鋼材に割れが発生する確率が所定のしきい値以下となるように、前記割れ発生予測モデルを逆解析する、及び/又は、複数の前記対象鋼材の材料特性値の合格確率が、所定のしきい値以上となるように、前記材料特性値予測モデルを逆解析することで、前記精錬工程における添加元素成分値を決定する、
請求項1に記載の操業条件決定装置。
【請求項3】
前記対象鋼材の製造コストも考慮して、前記後工程における操業条件を決定する、
請求項1又は2に記載の操業条件決定装置。
【請求項4】
前工程及び後工程を有する製造工程を経て製造される鋼材について、前記前工程が実行された後、前記後工程における操業条件を決定する操業条件決定方法であって、
前記鋼材についての前記前工程及び前記後工程における操業条件を入力とし、前記鋼材に割れが発生する確率を出力とする割れ発生予測モデル、及び/又は、前記鋼材についての前記前工程及び前記後工程における操業条件を入力とし、前記鋼材の材料特性値の確率分布を出力とする材料特性値予測モデルを用い、
対象鋼材についての前記前工程における操業実績及び前記後工程における操業条件を、前記割れ発生予測モデルに入力したときに出力される前記対象鋼材に割れが発生する確率が所定のしきい値以下となるように、前記割れ発生予測モデルを逆解析する、及び/又は、前記対象鋼材についての前記前工程における操業実績及び前記後工程における操業条件を、前記材料特性値予測モデルに入力したときに出力される前記対象鋼材の材料特性値の確率分布と、注文情報に含まれる前記対象鋼材の材料特性値の仕様とによって算出される前記対象鋼材の材料特性値の合格確率が、所定のしきい値以上となるように、前記材料特性値予測モデルを逆解析することで、前記後工程における操業条件を決定する、
操業条件決定方法。
【請求項5】
コンピュータを、請求項1から3の何れかに記載の操業条件決定装置として機能させるためのプログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、前工程及び後工程を有する製造工程を経て製造される鋼材について、前工程が実行された後、後工程における適切な操業条件を決定することができる、操業条件決定装置、操業条件決定方法、及び操業条件決定装置としてコンピュータを機能させるためのプログラムに関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
鋼板等の鋼材は、例えば、高炉法の場合、鉄鉱石を原料とし、高炉での製銑工程、転炉での製鋼工程(一次精錬工程)、精錬炉での精錬工程(二次精錬工程)、連続鋳造機での連続鋳造工程、熱間圧延機での熱延工程、冷間圧延機での冷延工程、連続焼鈍処理設備での連続焼鈍工程又は連続溶融亜鉛めっき設備での連続溶融亜鉛めっき工程など、各種の工程を有する製造工程を経て製造される。
【0003】
ここで、CO
2
排出削減の観点からは、鉄鉱石を原料とする高炉法から、スクラップを原料とする電炉法への転換が必要である。電炉法の場合、鋼板等の鋼材は、スクラップを原料とし、電気炉での溶解工程の後は、精錬工程等の高炉法と同様の工程を有する製造工程を経て製造される。
しかしながら、電炉法での原料とされるスクラップの場合、鉄鉱石に比べて、溶解工程で取り除くことができない元素であるトランプエレメントの成分値が高くなる。鋼へのトランプエレメント(特に、銅(Cu)や錫(Sn))の混入は、熱延工程における鋼材の割れ発生の要因や、製造後の鋼材の引張強度等の材料特性値が不合格となる(注文仕様を満足しない)要因となり得るという問題がある。
特に、低級スクラップが原料に含まれる場合、トランプエレメントの成分値のバラツキが大きいため、割れが生じることなく且つ材料特性値が合格となるように鋼材を製造するには、製造工程における操業条件を精緻にコントロールする必要がある。
【0004】
従来、上記のような鋼材の割れ発生や材料特性値の不合格に対して、それぞれ独立して取り組まれており、操業条件を決定するための種々の方法が提案されている。
【0005】
割れ発生に対する対策としては、例えば、精錬工程において、Cuを無害化する元素として、Niを添加したり、Siを添加する方法が提案されている(例えば、特許文献1参照)。
また、連続鋳造工程において、冷却を強化する方法が提案されている(例えば、特許文献2参照)。
さらに、熱延工程において、加熱炉の加熱温度を下げる方法(例えば、特許文献3参照)や、加熱炉の加熱温度を上げる方法(例えば、特許文献4参照)が提案されている。同じく熱延工程において、加熱炉の雰囲気を無酸化雰囲気に変更する方法が提案されている(例えば、特許文献5参照)。同じく熱延工程において、粗圧延後に再加熱してから仕上げ圧延する方法が提案されている(例えば、特許文献6参照)。
【0006】
しかしながら、上記のような方法では、例えば、溶鋼成分が目標設定から大きくばらつくような外乱の大きい状況では、鋼材の割れ発生を抑制するための適切な操業条件として不十分なものしか得られないという問題がある。例えば、特許文献1には、精錬工程におけるSi添加量に関して、熱延工程での加熱温度が1150℃以上であるという前提で、Si>0.5%という不等式が提案されている。これは、Si添加量がこの範囲であれば割れが発生しない、この範囲から外れれば割れが発生するという単純な2値分類の前提に立つものであるが、事実を精緻に反映した方法ではない。
【0007】
一方、材料特性値の不合格に対する対策としては、前工程における操業実績が適切な操業条件(鋼材の材料特性値が合格となる確率が高い操業条件)からずれた場合に、鋼材の材料特性値が合格となる確率が高くなるように、前工程における操業実績を踏まえて、これから実行する後工程における操業条件を適切に決定する(予め設定された後工程における操業条件を修正する)技術(本明細書では、これを「材料特性値FF(フィードフォワード)技術」と称する)が知られている。
材料特性値FF技術としては、例えば、特許文献7に記載のように、ニューラルネットワークを始めとする機械学習によって構築された材料特性値予測モデルの出力が所望の値に漸近するように、後工程における操業条件を決定する技術が提案されている。具体的には、特許文献7に記載の技術は、確定した前工程における操業実績(特許文献7では、製造実績データ)を操業条件(特許文献7では、製造仕様)の固定値として用いた上で、操業条件から材料特性値を予測する材質特性値予測モデル(特許文献7では、予測モデル)を逆解析する(最適化問題を求解する)ことで、材料特性値の予測値が所望の値に漸近するように、後工程における操業条件を決定する技術である。
【0008】
しかしながら、特許文献7に記載のような従来の材料特性値FF技術では、材料特性値の予測値として期待値(平均値)のみを出力する材料特性値予測モデルを用いているため、この予測される期待値を信頼して後工程における操業条件を決定すると、材料特性値のバラツキが大きな操業条件の領域では、材料特性値が不合格になるリスクが高いという問題がある。すなわち、鋼材の材料特性値が合格となる確率を高くするための適切な操業条件として不十分なものしか得られないという問題がある。
【0009】
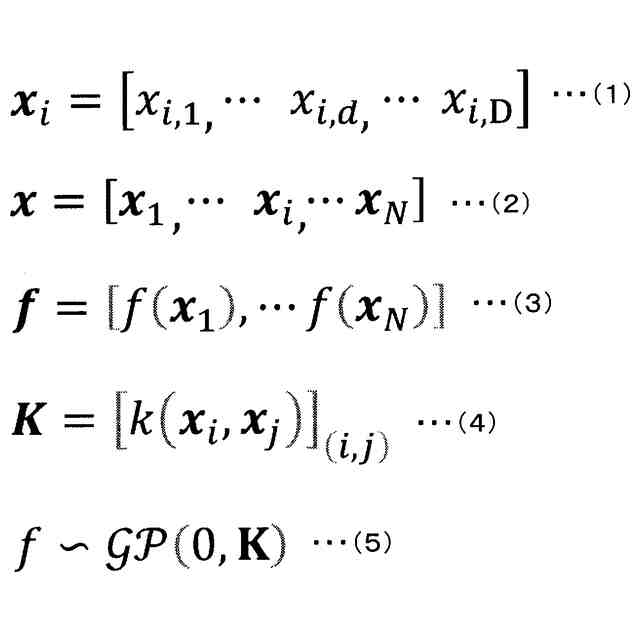
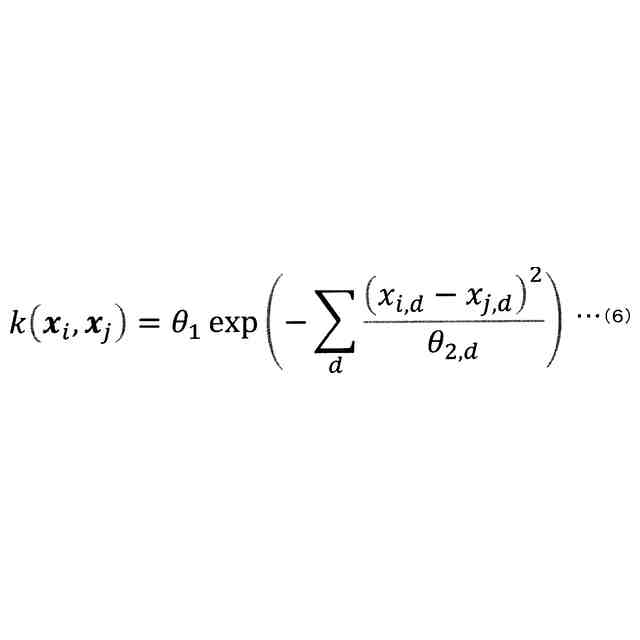
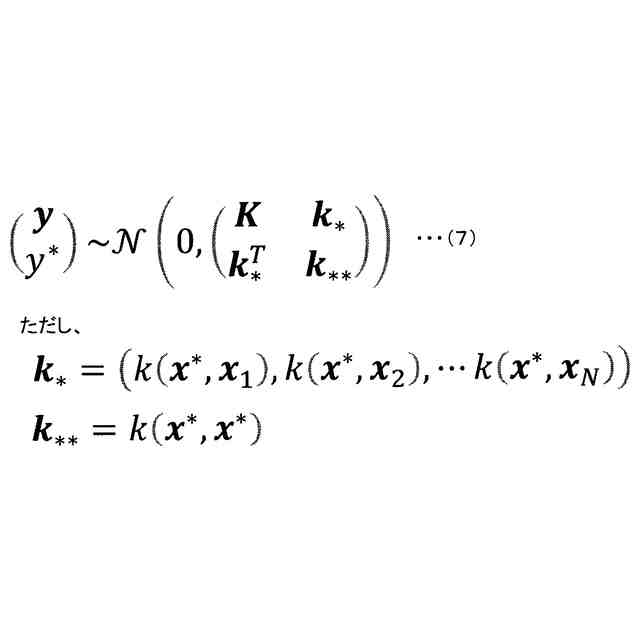
なお、非特許文献1、2には、分散不均一ガウス過程(分散不均一を考慮したガウス過程回帰)について記載されている。
また、特許文献8には、物理式を組み合わせて、鋼材の操業条件から鋼材の材料特性値を予測する予測モデルについて記載されている。ここで、物理式を組み合わせた予測モデルとは、連続鋳造工程、熱延工程や熱処理工程等の各工程における析出物、偏析、金属組織の状態変化や、このような金属組織や析出物から得られる材料特性値を、物理的なメカニズムに基づき表現した予測モデルのことを意味する。
【先行技術文献】
【特許文献】
【0010】
特開平6-297026号公報
特開平4-162943号公報
特開平9-296223号公報
特開平7-246402号公報
特開平5-220505号公報
特開平9-296223号公報
特開2022-14878号公報
特開平5-26871号公報
【非特許文献】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
原子間力顕微鏡用プローブ及び鋼材の評価方法
1日前
日本製鉄株式会社
転炉精錬方法
5か月前
株式会社戸畑製作所
高炉用羽口
8日前
株式会社プロテリアル
鋼材の製造方法
4か月前
日本製鉄株式会社
溶銑の製造方法
4か月前
日本製鉄株式会社
溶鋼の製造方法
4か月前
日本製鉄株式会社
溶銑の脱硫方法
23日前
個人
製鋼用副資材及びその製造方法
今日
日本製鉄株式会社
溶鋼の脱窒処理方法
3か月前
大同特殊鋼株式会社
工具鋼の製造方法
3か月前
株式会社不二越
熱処理システム
5か月前
日本製鉄株式会社
高炉の操業方法
3か月前
株式会社小熊鉄工所
鎮静剤製造設備
4か月前
ダイハツ工業株式会社
冷却器具
4か月前
日本製鉄株式会社
脱炭精錬方法
1日前
日本製鉄株式会社
羽口冷却装置及び羽口冷却方法
4か月前
黒崎播磨株式会社
マッド材
4か月前
日本製鉄株式会社
金属材の冷却方法
4か月前
JFEスチール株式会社
高強度鋼板の製造方法
14日前
日本製鉄株式会社
精錬用ランスおよび溶鋼の精錬方法
18日前
株式会社神戸製鋼所
溶銑の脱りん方法
8日前
日本製鉄株式会社
電気炉の操業方法
3か月前
日本製鉄株式会社
高炉用コークスの品質評価方法
4か月前
出光興産株式会社
熱処理油組成物
3か月前
日本製鉄株式会社
高炉用コークスの品質評価方法
4か月前
日本製鉄株式会社
電気炉の操業方法
3か月前
JFEスチール株式会社
高周波焼入部品の製造方法
18日前
日本製鉄株式会社
高炉装入物の衝撃エネルギ推定方法
3か月前
JFEスチール株式会社
溶鋼の脱酸方法
4か月前
日本製鉄株式会社
溶銑の脱硫方法
3か月前
日本製鉄株式会社
溶銑の脱硫方法
3か月前
JFEスチール株式会社
吹錬方法および鋼の製造方法
5か月前
日本製鉄株式会社
高炉冷却装置
2か月前
JFEスチール株式会社
異常検知システム
2か月前
日本製鉄株式会社
還元鉄の溶解方法
8日前
小川アルミ工業株式会社
製鋼副資材の製造方法及び製鋼副資材
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ