TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024165658
公報種別
公開特許公報(A)
公開日
2024-11-28
出願番号
2023082023
出願日
2023-05-18
発明の名称
加速冷却装置の制御装置および加速冷却装置の制御方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
C21D
11/00 20060101AFI20241121BHJP(鉄冶金)
要約
【課題】加速冷却開始温度のばらつきに起因した材質ばらつきを抑制することができ、また、鋼板の大量製造時における材質安定性を向上することのできる加速冷却装置の制御装置および加速冷却装置の制御方法を提供する。
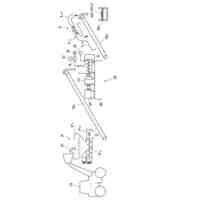
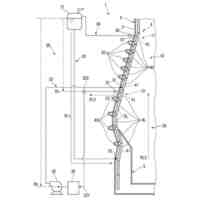
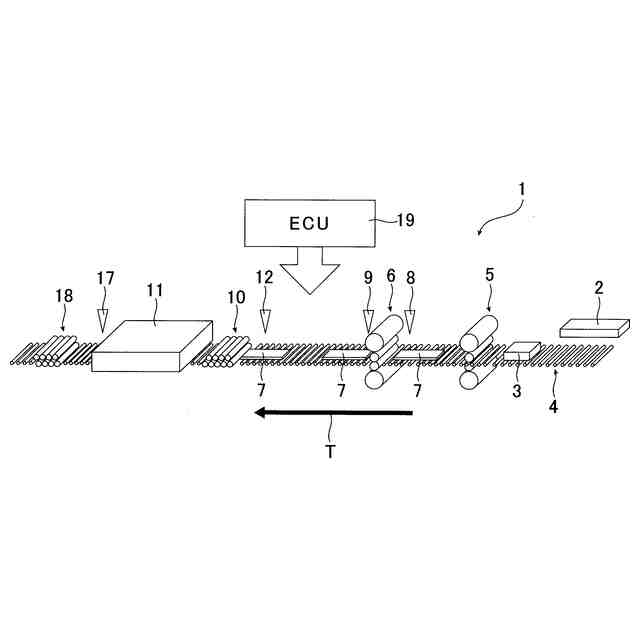
【解決手段】搬送中の鋼板7に対して加速冷却を行って鋼板7の温度を目標加速冷却停止温度まで低下させる加速冷却装置11の制御装置19であって、加速冷却開始温度と加速冷却停止温度との関係と、加速冷却装置11に進入する前の時点における鋼板7の搬送方向Tで少なくとも二箇所以上の鋼板7の温度とに基づいて、鋼板7の温度の測定箇所における目標加速冷却停止温度と、目標加速冷却停止温度を実現するための測定箇所における加速冷却装置11での加速冷却条件とを決定する。
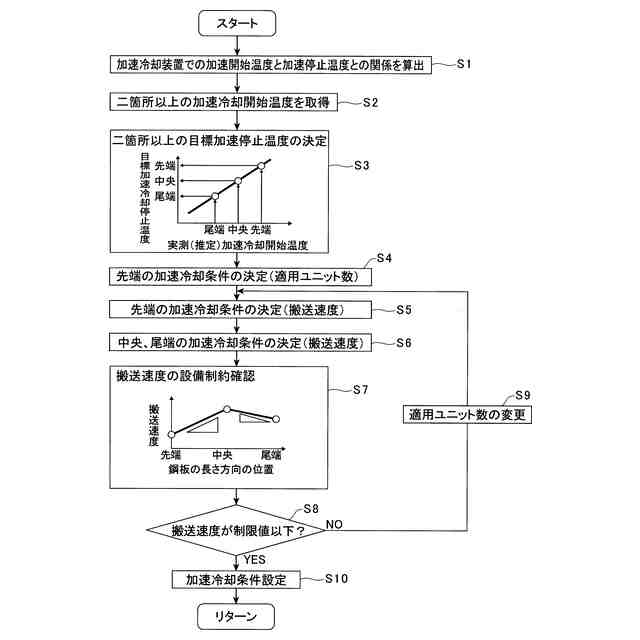
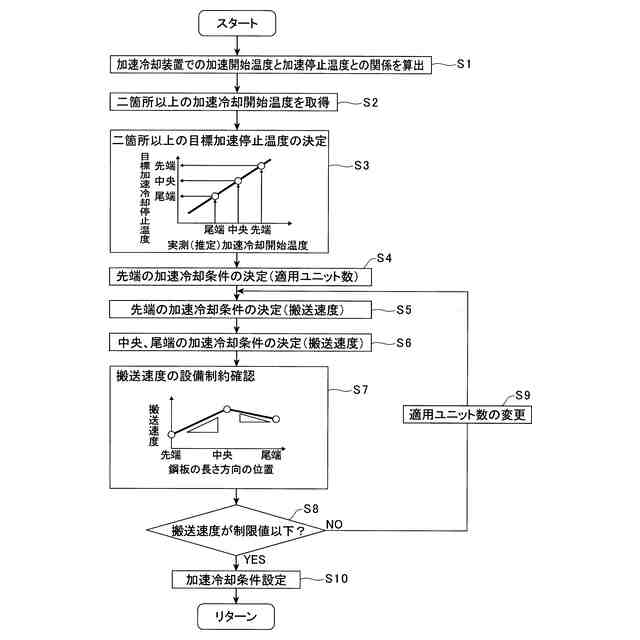
【選択図】図3
特許請求の範囲
【請求項1】
搬送中の鋼板に対して加速冷却を行って前記鋼板の温度を目標加速冷却停止温度まで低下させる加速冷却装置の制御装置であって、
加速冷却開始温度と加速冷却停止温度との関係と、前記加速冷却装置に進入する前の時点における前記鋼板の搬送方向で少なくとも二箇所以上の前記鋼板の温度とに基づいて、前記鋼板の温度の測定箇所における前記目標加速冷却停止温度と、前記目標加速冷却停止温度を実現するための前記測定箇所における前記加速冷却装置での加速冷却条件とを決定する
加速冷却装置の制御装置。
続きを表示(約 1,100 文字)
【請求項2】
前記加速冷却装置に進入する前の時点とは、前記加速冷却装置に進入する際のことであり、
前記鋼板の温度は、前記加速冷却装置に進入する際の前記鋼板の表面温度である
請求項1に記載の加速冷却装置の制御装置。
【請求項3】
前記鋼板の温度は、前記搬送方向で前記加速冷却装置の上流側の熱間圧延装置の出側での前記鋼板の表面温度の実測値と、前記実測値と前記搬送方向で前記加速冷却装置と前記熱間圧延装置との間の距離とに基づいて推定した推定値との少なくともいずれか一方である
請求項1に記載の加速冷却装置の制御装置。
【請求項4】
前記鋼板の温度は、前記搬送方向で前記加速冷却装置の上流側の熱間圧延装置の出側での前記鋼板の表面温度の実測値と、前記実測値と前記搬送方向で前記加速冷却装置と前記熱間圧延装置との間の距離とに基づいて推定した推定値との少なくともいずれか一方である
請求項2に記載の加速冷却装置の制御装置。
【請求項5】
前記鋼板の搬送方向で少なくとも二箇所以上の前記鋼板の温度とは、前記鋼板の搬送方向で前記鋼板の先端、中央、尾端のうちの少なくとも二箇所である
請求項1ないし4のいずれか一項に記載の加速冷却装置の制御装置。
【請求項6】
前記加速冷却装置は、前記鋼板に対して冷却流体を供給する複数の冷却ユニットを備え、
前記加速冷却条件は、前記加速冷却装置での前記鋼板の搬送速度と、前記加速冷却装置で前記鋼板に対して前記冷却流体を供給する前記冷却ユニットの数とを含む請求項1ないし4のいずれか一項に記載の加速冷却装置の制御装置。
【請求項7】
搬送中の鋼板に対して加速冷却を行って前記鋼板の温度を目標加速冷却停止温度まで低下させる加速冷却装置の制御方法であって、
前記加速冷却装置に進入する前の時点における前記鋼板の搬送方向で少なくとも二箇所以上の前記鋼板の温度を求める温度測定工程と、
加速冷却開始温度と加速冷却停止温度との関係と、前記鋼板の温度とに基づいて、前記鋼板のうちの前記温度の測定箇所における前記目標加速冷却停止温度と、前記目標加速冷却停止温度を実現するための前記温度の測定箇所における前記加速冷却装置での加速冷却条件とを決定する加速冷却条件決定工程とを備える
加速冷却装置の制御方法。
【請求項8】
前記鋼板の温度を前記加速冷却停止温度まで低下させた直後、もしくは、前記鋼板の温度を前記目標加速冷却停止温度まで低下させ、さらに空冷した後に前記鋼板に焼き戻しを行う
請求項7に記載の加速冷却装置の制御方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、加速冷却装置の制御装置および加速冷却装置の制御方法に関する。
続きを表示(約 3,800 文字)
【背景技術】
【0002】
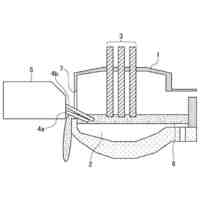
熱間圧延後に加速冷却を行う高強度厚鋼板の製造方法は、従来の製造方法と比較して厚鋼板の合金元素を削減でき、さらに熱処理を省略できる、もしくは熱処理の実施回数を減らせるといった利点があり、広く適用されている。加速冷却の方式としては、熱間圧延後の厚鋼板を先端から尾端にかけて加速冷却装置に連続的に進入させ、当該厚鋼板の上下面に対して水を噴射して冷却する通過型と称する加速冷却方式が一般的である。通過型の加速冷却方式は、厚鋼板全体が加速冷却装置に完全に進入してから加速水冷を開始する一斉噴射型と称する加速冷却方式と比較して加速冷却装置を小型化できる。しかしながら、厚鋼板の長手方向での厚鋼板の加速冷却開始温度が一定でないことが要因となって、通過型の加速冷却方式では、厚鋼板の長手方向に材質ばらつきを生じる可能性がある。なお、一般的に、製造能率や厚鋼板の強度低下抑制の観点から、熱間圧延完了後の厚鋼板を加速冷却装置まで最短距離で搬送し、その後直ちに厚鋼板に対して加速冷却が開始される。
【0003】
このような課題を解決するために、熱間圧延後に加速冷却を行う厚鋼板の製造方法について種々の検討が行われてきた。
【0004】
例えば、特許文献1には、制御冷却鋼板の製造方法が記載されている。その方法では、熱間圧延から制御冷却(上述した加速冷却に相当する。以下、加速冷却と記す。)を行うまでの間に、シャワー冷却設備によって加速冷却前の厚鋼板の全長に亘って緩冷却する。特許文献2には、高強度鋼板の製造方法が記載されており、その方法では、加速冷却後に誘導加熱による焼き戻し処理を行う。特許文献3および4には、鋼板の冷却制御方法が記載されている。その方法では、鋼板の加速冷却を行う通過型の冷却装置の内部に設置した温度計によって測定した鋼板の温度に基づいて、冷却装置における鋼板の通板速度を調整する。特許文献5には、鋼板の冷却制御方法が記載されている。その方法では、鋼板の加速冷却を行う通過型の冷却装置において、鋼板の通板方向で冷却装置の前後に温度計を配置し、それらの温度計によって測定した鋼板の温度に基づいて、冷却装置における鋼板の通板速度を調整する。特許文献6には、鋼板の加速冷却を行う通過型の冷却装置の冷却制御方法が記載されている。その方法では、鋼板の長手方向に分割した領域毎に、加速冷却開始温度を測定し、各領域の加速冷却停止温度が目標加速冷却停止温度となるように、上記の測定した加速冷却開始温度に基づいて、通過型の加速冷却装置での搬送速度を調整する。特許文献7には、熱延鋼材の材質ばらつき低減方法が記載されている。その方法では、熱延鋼板を製造するに際し、過去に製造した熱延鋼板ごとの鋼板成分、操業条件、材質実績値を含むデータを蓄積する。そして、蓄積したデータと、現時点で製造しようとする熱延鋼板の鋼板成分、操業条件を含む要求仕様とに基づいて、現時点で製造しようとする熱延鋼板を製造したときの材質を推定する。また、材質の推定値及び推定誤差に基づいて要求仕様を満足する操業条件を設定する。
【先行技術文献】
【特許文献】
【0005】
特開平5-57330号公報
特開2005-120409号公報
特開2006―272395号公報
特開2006-281300号公報
特開2010-167503号広報
特開2010-247234号公報
特開2006-239696号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1の方法では、シャワー冷却設備を必要とするだけでなく、加速冷却前に実施する緩冷却により厚鋼板の強度が低下して高強度化を達成できない可能性がある。また、特許文献1の方法では、加速冷却開始温度のばらつきを抑制できないため、加速冷却開始温度のばらつきに起因した材質ばらつきを抑制できない可能性がある。なお、特許文献2においても、特許文献1と同様の課題がある。
【0007】
特許文献3および4の各方法は、加速冷却中に鋼板の表面温度を測定して厚鋼板の加速冷却停止温度の精度を向上するものであって、加速冷却開始温度のばらつきに起因した材質ばらつきを抑制することはできない可能性がある。特許文献5の方法では、鋼板の先端の冷却を終了してから加速冷却条件を調整するため、鋼板の全長が長い、もしくは、加速冷却装置の全長が短い場合にしか適用できない可能性がある。また、特許文献5の方法は、鋼板の加速冷却停止温度の精度を向上するものであって、加速冷却開始温度のばらつきに起因した材質ばらつきを抑制することはできない。特許文献6の方法は、厚鋼板の加速冷却停止温度の精度を向上するものであって、加速冷却開始温度のばらつきに起因した材質ばらつきを抑制することはできない可能性がある。特許文献7の方法では、厚鋼板の加速冷却開始温度や加速冷却停止温度のばらつきに起因した材質ばらつきを抑制することができない可能性がある。
【0008】
本発明は上記課題を解決するためになされたものであり、加速冷却開始温度のばらつきに起因した材質ばらつきを抑制することができ、また、鋼板の大量製造時における材質安定性を向上することのできる加速冷却装置の制御装置および加速冷却装置の制御方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明は、上記の目的を達成するために、
(1)搬送中の鋼板に対して加速冷却を行って前記鋼板の温度を目標加速冷却停止温度まで低下させる加速冷却装置の制御装置であって、加速冷却開始温度と加速冷却停止温度との関係と、前記加速冷却装置に進入する前の時点における前記鋼板の搬送方向で少なくとも二箇所以上の前記鋼板の温度とに基づいて、前記鋼板の温度の測定箇所における前記目標加速冷却停止温度と、前記目標加速冷却停止温度を実現するための前記測定箇所における前記加速冷却装置での加速冷却条件とを決定する加速冷却装置の制御装置。
(2)前記加速冷却装置に進入する前の時点とは、前記加速冷却装置に進入する際のことであり、前記鋼板の温度は、前記加速冷却装置に進入する際の前記鋼板の表面温度である(1)に記載の加速冷却装置の制御装置。
(3)前記鋼板の温度は、前記搬送方向で前記加速冷却装置の上流側の熱間圧延装置の出側での前記鋼板の表面温度の実測値と、前記実測値と前記搬送方向で前記加速冷却装置と前記熱間圧延装置との間の距離とに基づいて推定した推定値との少なくともいずれか一方である(1)に記載の加速冷却装置の制御装置。
(4)前記鋼板の温度は、前記搬送方向で前記加速冷却装置の上流側の熱間圧延装置の出側での前記鋼板の表面温度の実測値と、前記実測値と前記搬送方向で前記加速冷却装置と前記熱間圧延装置との間の距離とに基づいて推定した推定値との少なくともいずれか一方である(2)に記載の加速冷却装置の制御装置。
(5)前記鋼板の搬送方向で少なくとも二箇所以上の前記鋼板の温度とは、前記鋼板の搬送方向で前記鋼板の先端、中央、尾端のうちの少なくとも二箇所である(1)ないし(4)のいずれかに記載の加速冷却装置の制御装置。
(6)前記加速冷却装置は、前記鋼板に対して冷却流体を供給する複数の冷却ユニットを備え、前記加速冷却条件は、前記加速冷却装置での前記鋼板の搬送速度と、前記加速冷却装置で前記鋼板に対して前記冷却流体を供給する前記冷却ユニットの数とを含む(1)ないし(4)のいずれかに記載の加速冷却装置の制御装置。
(7)搬送中の鋼板に対して加速冷却を行って前記鋼板の温度を目標加速冷却停止温度まで低下させる加速冷却装置の制御方法であって、前記加速冷却装置に進入する前の時点における前記鋼板の搬 送方向で少なくとも二箇所以上の前記鋼板の温度を求める温度測定工程と、加速冷却開始温度と加速冷却停止温度との関係と、前記鋼板の温度とに基づいて、前記鋼板のうちの前記温度の測定箇所における前記目標加速冷却停止温度と、前記目標加速冷却停止温度を実現するための前記温度の測定箇所における前記加速冷却装置での加速冷却条件とを決定する加速冷却条件決定工程とを備える加速冷却装置の制御方法。
(8)前記鋼板の温度を前記加速冷却停止温度まで低下させた直後、もしくは、前記鋼板の温度を前記目標加速冷却停止温度まで低下させ、さらに空冷した後に前記鋼板に焼き戻しを行う(7)に記載の加速冷却装置の制御方法。
【発明の効果】
【0010】
本発明によれば、船舶、橋梁、建築、海洋構造物、ラインパイプなどに用いられる、加速冷却を適用した鋼板(高強度鋼板と称される。)の材質均一性、および、大量製造時の材質安定性を向上することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社プロテリアル
鋼材の製造方法
5か月前
株式会社戸畑製作所
高炉用羽口
1か月前
日本製鉄株式会社
溶鋼の製造方法
5か月前
日本製鉄株式会社
溶銑の脱硫方法
1か月前
日本製鉄株式会社
溶銑の製造方法
5か月前
富士電子工業株式会社
焼き入れ装置
4日前
個人
製鋼用副資材及びその製造方法
24日前
大同特殊鋼株式会社
工具鋼の製造方法
4か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
4か月前
株式会社不二越
熱処理システム
5か月前
日本製鉄株式会社
高炉の操業方法
4か月前
株式会社小熊鉄工所
鎮静剤製造設備
4か月前
ダイハツ工業株式会社
冷却器具
5か月前
日本製鉄株式会社
脱炭精錬方法
25日前
黒崎播磨株式会社
マッド材
5か月前
日本製鉄株式会社
羽口冷却装置及び羽口冷却方法
4か月前
日本製鉄株式会社
金属材の冷却方法
5か月前
JFEスチール株式会社
高強度鋼板の製造方法
1か月前
日本製鉄株式会社
精錬用ランスおよび溶鋼の精錬方法
1か月前
株式会社神戸製鋼所
溶銑の脱りん方法
1か月前
日本製鉄株式会社
高炉用コークスの品質評価方法
5か月前
出光興産株式会社
熱処理油組成物
4か月前
日本製鉄株式会社
高炉用コークスの品質評価方法
5か月前
日本製鉄株式会社
電気炉の操業方法
4か月前
日本製鉄株式会社
電気炉の操業方法
4か月前
JFEスチール株式会社
高周波焼入部品の製造方法
1か月前
日本製鉄株式会社
高炉装入物の衝撃エネルギ推定方法
4か月前
日本製鉄株式会社
溶銑の脱硫方法
4か月前
JFEスチール株式会社
溶鋼の脱酸方法
4か月前
日本製鉄株式会社
高炉冷却装置
3か月前
日本製鉄株式会社
溶銑の脱硫方法
4か月前
小川アルミ工業株式会社
製鋼副資材の製造方法及び製鋼副資材
2か月前
JFEスチール株式会社
異常検知システム
3か月前
日本製鉄株式会社
溶鋼の製造方法
4日前
日本製鉄株式会社
還元鉄の溶解方法
1か月前
日本製鉄株式会社
製鋼炉の操業方法
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ