TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024137716
公報種別
公開特許公報(A)
公開日
2024-10-07
出願番号
2024009972
出願日
2024-01-26
発明の名称
樹脂ロール
出願人
味の素株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
B65H
75/38 20060101AFI20240927BHJP(運搬;包装;貯蔵;薄板状または線条材料の取扱い)
要約
【課題】搬送時のズレの抑制及び樹脂組成物層の破損の抑制を両立し、良好な歩留まりを達成できる樹脂ロールの提供。
【解決手段】基材フィルムと、前記基材フィルムの一方の面上に設けられた無機充填材を含む熱硬化性樹脂組成物層と、前記熱硬化性樹脂組成物層の前記基材フィルムとは反対側の面上に設けられた保護フィルムと、を有する樹脂シートと、前記樹脂シートが巻き回されたコア芯と、を備え、前記熱硬化性樹脂組成物層が揮発性成分をさらに含み、前記保護フィルムを剥離して前記基材フィルムと接しない面を外気に露出した場合において、130℃で15分間加熱処理した後の前記熱硬化性樹脂組成物層の重量減少率が、0.7~5質量%であり、前記樹脂シート全体の平均密度が、1.3g/cm
3
以上であり、前記樹脂シートの幅が、300mm以上であり、前記コア芯の幅をW
c
とし、前記樹脂シートの幅をW
s
とし、W
c
/W
s
をW
3
とした場合、0.9≦W
3
≦1.1である樹脂ロール。
【選択図】図2
特許請求の範囲
【請求項1】
基材フィルムと、前記基材フィルムの一方の面上に設けられた無機充填材を含む熱硬化性樹脂組成物層と、前記熱硬化性樹脂組成物層の前記基材フィルムとは反対側の面上に設けられた保護フィルムと、を有する樹脂シートと、
前記樹脂シートが巻き回されたコア芯と、
を備え、
前記熱硬化性樹脂組成物層が揮発性成分をさらに含み、前記保護フィルムを剥離して前記基材フィルムと接しない面を外気に露出した場合において、130℃で15分間加熱処理した後の前記熱硬化性樹脂組成物層の重量減少率が、0.7~5質量%であり、
前記樹脂シート全体の平均密度が、1.3g/cm
3
以上であり、
前記樹脂シートの幅が、300mm以上であり、
前記コア芯の幅をW
c
とし、前記樹脂シートの幅をW
s
とし、W
c
/W
s
をW
3
とした場合、0.9≦W
3
≦1.1である樹脂ロール。
続きを表示(約 810 文字)
【請求項2】
0.99<W
3
≦1.1である請求項1に記載の樹脂ロール。
【請求項3】
前記熱硬化性樹脂組成物層が、エポキシ樹脂をさらに含む、請求項1に記載の樹脂ロール。
【請求項4】
前記基材フィルム及び前記保護フィルムが、プラスチックフィルムである、請求項1に記載の樹脂ロール。
【請求項5】
前記基材フィルムの膜厚が、5μm~75μmであり、前記熱硬化性樹脂組成物層の膜厚が、5μm~250μmであり、前記保護フィルムの膜厚が、1μm~40μmである、請求項1に記載の樹脂ロール。
【請求項6】
前記基材フィルムの幅をW
b
とし、前記熱硬化性樹脂組成物層の幅をW
r
とし、W
b
/W
r
をW
1
とした場合、0.9≦W
1
≦1.1であり、前記保護フィルムの幅をW
p
とし、W
p
/W
r
をW
2
とした場合、0.9≦W
2
≦1.1である、請求項1に記載の樹脂ロール。
【請求項7】
前記熱硬化性樹脂組成物層の弾性率が、23℃で測定した場合、1GPa~10GPaである、請求項1に記載の樹脂ロール。
【請求項8】
前記樹脂シート全体の平均密度が、1.8g/cm
3
未満である、請求項1に記載の樹脂ロール。
【請求項9】
前記コア芯の直径が、50mm以上である、請求項1に記載の樹脂ロール。
【請求項10】
前記コア芯の密度が、0.8~1.2g/cm
3
である、請求項1に記載の樹脂ロール。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、無機充填材を含む熱硬化性樹脂組成物層を有する樹脂シートが巻き回された樹脂ロールに関する。
続きを表示(約 3,600 文字)
【背景技術】
【0002】
プリント配線板の製造技術として、絶縁層と導体層を交互に積み重ねるビルドアップ方式による製造方法が知られている。ビルドアップ方式による製造方法において、一般に、絶縁層は、熱硬化性樹脂組成物を熱硬化させて形成される(特許文献1~3)。当該絶縁層は、樹脂組成物層を含む樹脂シートを用いて樹脂組成物層を回路基板に積層し、該樹脂組成物層を硬化させることにより形成することができる。樹脂シートは、基材フィルム、樹脂組成物層及び保護フィルムの3層構造を有することが一般的で、当該樹脂シートを工業的に生産又は使用するにあたり、樹脂シートをコア芯に巻き取った樹脂ロールの形で取り扱われることもある。当該樹脂ロールにおいては、樹脂組成物層に傷がつくのを抑制するために、(1)コア芯の幅を樹脂シートの幅よりも大きくする方法、(2)樹脂シートの端部に基材フィルムと保護フィルムだけの部分(いわゆる「耳」)を設ける方法、がある。しかし、(2)の方法では、耳の部分だけ基材フィルムと保護フィルムの消費量が増えるためコスト面から望ましくなく、(1)の方法が通常用いられている。
【先行技術文献】
【特許文献】
【0003】
特開2019-157027号公報
特開2020-94213号公報
特開2020-152780号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
近年、次世代高速通信のため、絶縁層を低誘電正接とする必要性がより一層増してきている。さらに、基板の大型化ニーズに伴う応力の増大に耐えるために、基板との膨張率差を抑え応力を低減できる熱膨張率が低い絶縁層材料が求められている。
【0005】
低熱膨張性と優れた誘電特性を担保する方法として、樹脂組成物層に無機充填材を多く含有させることが考えられる。しかし、樹脂組成物層に無機充填材を多く含有させた場合、樹脂ロールから樹脂シートを搬送する際に、搬送ロール部分において位置のズレが大きく発生することがあった。これは、無機充填材を高充填することによって樹脂シートの密度が大きくなったことにより、樹脂シートとコア芯の密度差が大きくなったことが原因であると考えられる。またこの位置ズレは、樹脂シートの幅が大きい場合に顕著である。
【0006】
本発明の課題は、搬送時のズレの抑制及び樹脂組成物層の破損の抑制を両立し、良好な歩留まりを達成できる樹脂ロールを提供することにある。
【課題を解決するための手段】
【0007】
本発明の課題を達成すべく、本発明者らは鋭意検討した結果、コア芯と樹脂シートの幅を揃え、かつ樹脂組成物層の残留溶剤の量を調整することで、搬送時のズレの抑制及び樹脂組成物層の破損の抑制を両立し、良好な歩留まりを達成できることを見出し、本発明を完成させるに至った。
【0008】
すなわち、本発明は以下の内容を含む。
[1] 基材フィルムと、前記基材フィルムの一方の面上に設けられた無機充填材を含む熱硬化性樹脂組成物層と、前記熱硬化性樹脂組成物層の前記基材フィルムとは反対側の面上に設けられた保護フィルムと、を有する樹脂シートと、
前記樹脂シートが巻き回されたコア芯と、
を備え、
前記熱硬化性樹脂組成物層が揮発性成分をさらに含み、前記保護フィルムを剥離して前記基材フィルムと接しない面を外気に露出した場合において、130℃で15分間加熱処理した後の前記熱硬化性樹脂組成物層の重量減少率が、0.7~5質量%であり、
前記樹脂シート全体の平均密度が、1.3g/cm
3
以上であり、
前記樹脂シートの幅が、300mm以上であり、
前記コア芯の幅をW
c
とし、前記樹脂シートの幅をW
s
とし、W
c
/W
s
をW
3
とした場合、0.9≦W
3
≦1.1である樹脂ロール。
[2] 0.99<W
3
≦1.1である上記[1]に記載の樹脂ロール。
[3] 前記熱硬化性樹脂組成物層が、エポキシ樹脂をさらに含む、上記[1]又は[2]に記載の樹脂ロール。
[4] 前記基材フィルム及び前記保護フィルムが、プラスチックフィルムである、上記[1]~[3]のいずれかに記載の樹脂ロール。
[5] 前記基材フィルムの膜厚が、5μm~75μmであり、前記熱硬化性樹脂組成物層の膜厚が、5μm~250μmであり、前記保護フィルムの膜厚が、1μm~40μmである、上記[1]~[4]のいずれかに記載の樹脂ロール。
[6] 前記基材フィルムの幅をW
b
とし、前記熱硬化性樹脂組成物層の幅をW
r
とし、W
b
/W
r
をW
1
とした場合、0.9≦W
1
≦1.1であり、前記保護フィルムの幅をW
p
とし、W
p
/W
r
をW
2
とした場合、0.9≦W
2
≦1.1である、上記[1]~[5]のいずれかに記載の樹脂ロール。
[7] 前記熱硬化性樹脂組成物層の弾性率が、23℃で測定した場合、1GPa~10GPaである、上記[1]~[6]のいずれかに記載の樹脂ロール。
[8] 前記樹脂シート全体の平均密度が、1.8g/cm
3
未満である、上記[1]~[7]のいずれかに記載の樹脂ロール。
[9] 前記コア芯の直径が、50mm以上である、上記[1]~[8]のいずれかに記載の樹脂ロール。
[10] 前記コア芯の密度が、0.8~1.2g/cm
3
である、上記[1]~[9]のいずれかに記載の樹脂ロール。
[11] 前記コア芯の密度と前記樹脂シート全体の平均密度の差が、0.3~2.0g/cm
3
である、上記[1]~[10]のいずれかに記載の樹脂ロール。
[12] 前記樹脂シートの幅が、1000mm以下である、上記[1]~[11]のいずれかに記載の樹脂ロール。
[13] 前記樹脂シートの巻き取り長が、100m以下である、上記[1]~[12]のいずれかに記載の樹脂ロール。
[14] 前記熱硬化性樹脂組成物層中の無機充填材の含有率が、全不揮発成分を100質量%とした場合において、50質量%以上である、上記[1]~[13]のいずれかに記載の樹脂ロール。
[15] 前記熱硬化性樹脂組成物層中の無機充填材の含有率が、全不揮発成分を100質量%とした場合において、80質量%以下である、上記[1]~[14]のいずれかに記載の樹脂ロール。
[16] 前記熱硬化性樹脂組成物層の硬化後の線熱膨張係数(CTE)が、25℃から150℃までの範囲において、50ppm/℃以下である、上記[1]~[15]のいずれかに記載の樹脂ロール。
[17] 前記熱硬化性樹脂組成物層の硬化後の誘電正接(Df)が、5.8GHz、23℃で測定した場合、0.006以下である、上記[1]~[16]のいずれかに記載の樹脂ロール。
[18] 前記熱硬化性樹脂組成物層が、プリント配線板の絶縁層形成用の樹脂組成物層である、上記[1]~[17]のいずれかに記載の樹脂ロール。
[19] 樹脂ロールと固定部材とを備える樹脂シート搬出装置であって、
前記樹脂ロールが、
基材フィルムと、前記基材フィルムの一方の面上に設けられた無機充填材を含む熱硬化性樹脂組成物層と、前記熱硬化性樹脂組成物層の前記基材フィルムとは反対側の面上に設けられた保護フィルムと、を有する樹脂シートと、
【発明の効果】
【0009】
本発明によれば、搬送時のズレの抑制及び樹脂組成物層の破損の抑制を両立し、良好な歩留まりを達成できる樹脂ロールを提供することができる。
【図面の簡単な説明】
【0010】
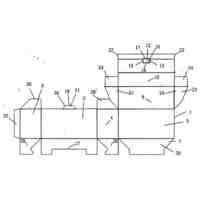
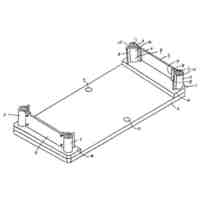
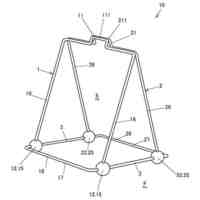
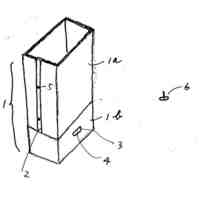
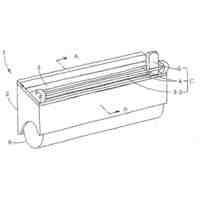
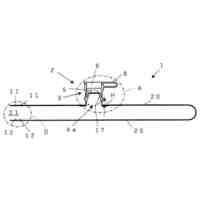
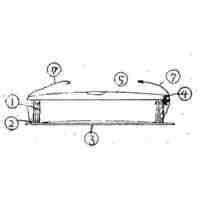
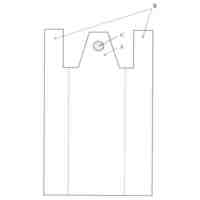
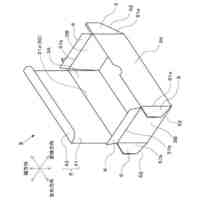
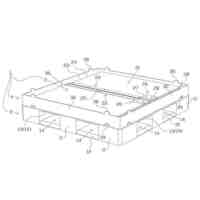
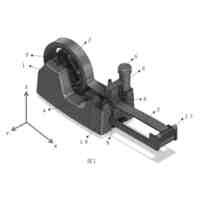
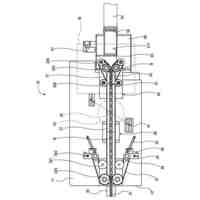
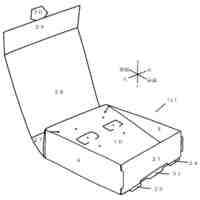
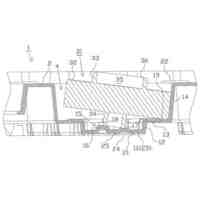
図1は、一実施形態における、樹脂ロールを設置した形態の樹脂シート搬出時における樹脂シート搬出装置の模式的な断面図を示す。
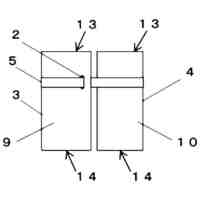
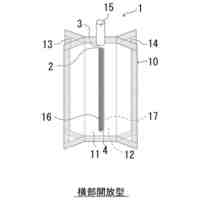
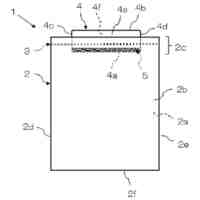
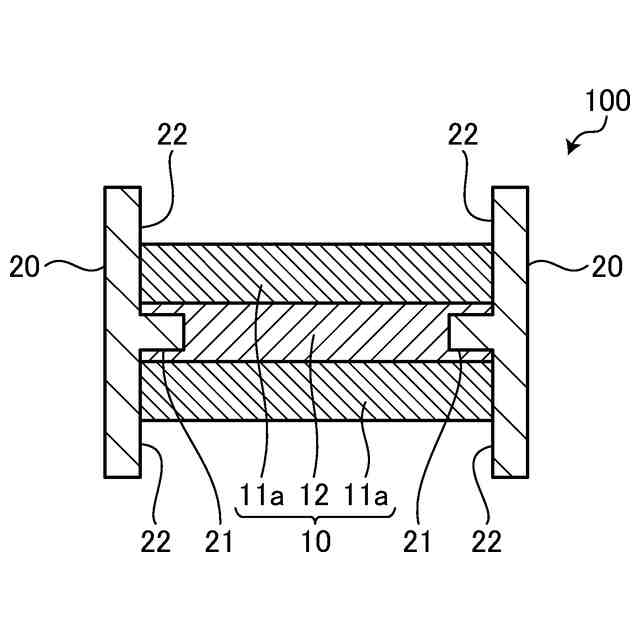
図2は、図1のA-A線矢視断面図を示す。
【発明を実施するための形態】
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
個人
箱
1か月前
個人
構造体
8か月前
個人
包装体
1か月前
個人
ゴミ箱
1か月前
個人
収納用具
5か月前
個人
物品収納具
5か月前
個人
パウチ補助具
1か月前
個人
折り畳み水槽
1か月前
個人
掃除楽々ゴミ箱
6か月前
個人
開封用カッター
7か月前
個人
ダンボール宝箱
2か月前
個人
パウチ容器
8か月前
個人
折りたたみコップ
7か月前
個人
チャック付き袋体
7か月前
個人
圧縮収納袋
2か月前
三甲株式会社
容器
4か月前
三甲株式会社
容器
3か月前
個人
伸縮するゴミ収納器
8か月前
個人
開口しやすいレジ袋
9か月前
個人
粘着テープ剥がし具
2か月前
株式会社イシダ
箱詰装置
4か月前
個人
粘着テープ剥がし具
6か月前
株式会社新弘
容器
1か月前
個人
チャック付き保存袋
7か月前
積水樹脂株式会社
接着剤
1か月前
個人
塗料容器用蓋
1か月前
積水樹脂株式会社
接着剤
6か月前
株式会社イシダ
包装装置
1か月前
株式会社新弘
容器
1か月前
個人
粘着テープ切断装置
3か月前
日東精工株式会社
検査装置
4か月前
三菱製紙株式会社
包装用紙
3か月前
個人
装飾品展示台兼梱包箱
7か月前
個人
ゴミ箱用ゴミ袋保持具
1か月前
三甲株式会社
トレー
6か月前
株式会社joze
攪拌容器
5か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ