TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024135719
公報種別
公開特許公報(A)
公開日
2024-10-04
出願番号
2023046549
出願日
2023-03-23
発明の名称
ステータコアの製造方法及びステータコアの製造装置
出願人
トヨタ紡織株式会社
代理人
個人
,
個人
主分類
B21D
28/02 20060101AFI20240927BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】カス上がりを抑制できるステータコアの製造方法及びステータコアの製造装置を提供する。
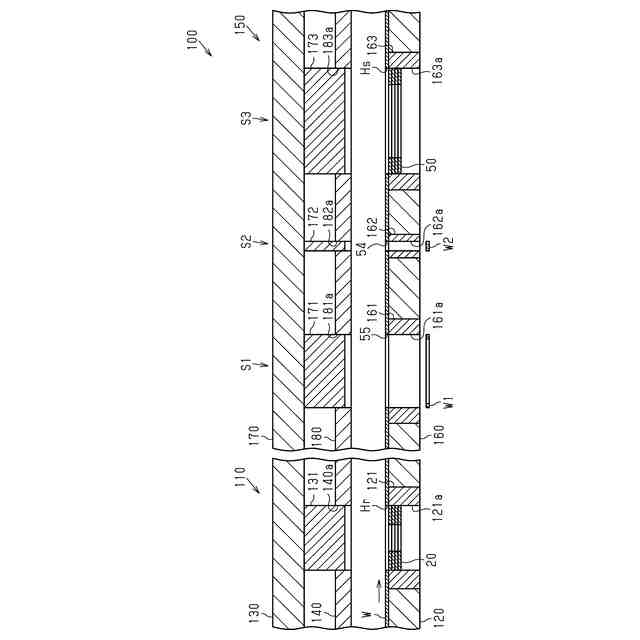
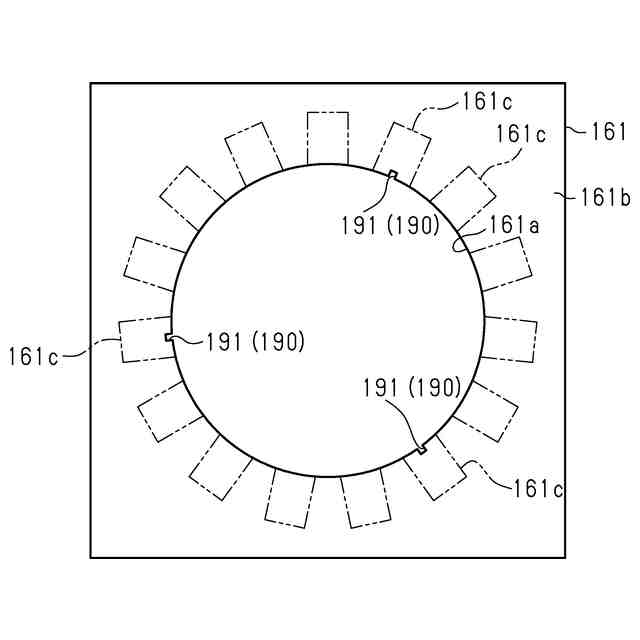
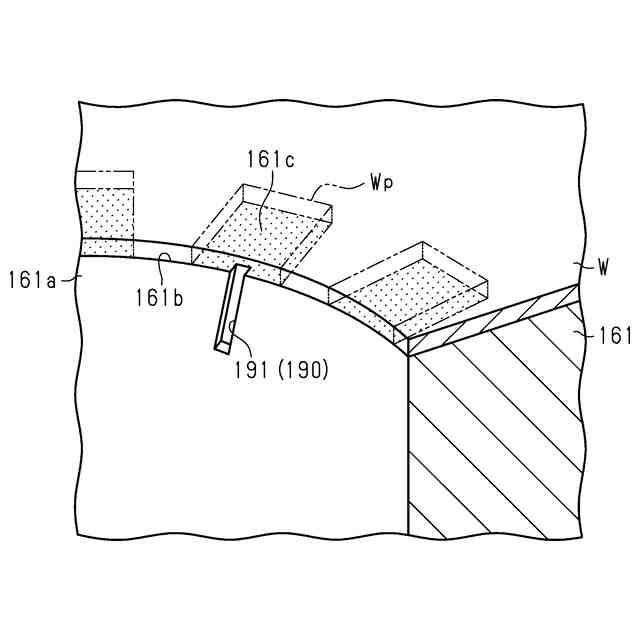
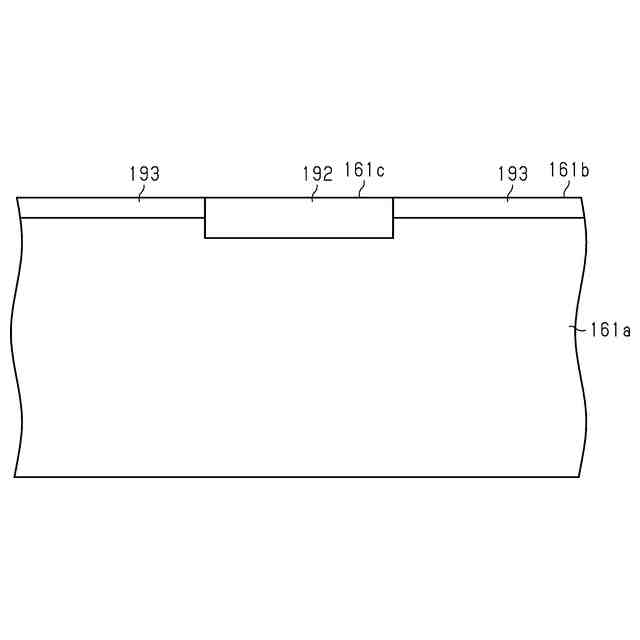
【解決手段】第1打抜工程では、第1パンチと第1ダイ孔161aを有する第1ダイ161との協働により、ワークWから中心孔片を打ち抜くことにより、中心孔を構成する第1貫通孔を形成する。第2打抜工程では、第1貫通孔が形成されたワークから複数のスロット片を打ち抜くことにより、複数のスロットをそれぞれ構成する複数の第2貫通孔を形成する。第1打抜工程は、中心孔片を第1ダイ孔161aの内面に設けられたカス上がり抑制部190に摺動させて塑性変形させることで、第1ダイ孔161aの内面と中心孔片との間の摩擦力を増加させる変形処理を含んでいる。変形処理は、第1ダイ孔161aの内面であって、第1ダイ161のうちワークWにおける第2貫通孔が形成される予定部Wpを支持する支持部161cの内面においてのみ行われる。
【選択図】図5
特許請求の範囲
【請求項1】
中心孔と、前記中心孔に連通するとともに前記中心孔の周方向に間隔をおいて形成された複数のスロットとを有し、ワークから打ち抜かれた複数の鉄心片を積層してなるステータコアの製造方法であって、
パンチと前記パンチが進退するダイ孔を有するダイとの協働により、前記ワークから中心孔片を打ち抜くことにより、前記中心孔を構成する第1貫通孔を形成する第1打抜工程と、
前記第1貫通孔が形成された前記ワークから複数のスロット片を打ち抜くことにより、前記複数のスロットをそれぞれ構成する複数の第2貫通孔を形成する第2打抜工程と、を備え、
前記第1打抜工程は、前記中心孔片を前記ダイ孔の内面に設けられたカス上がり抑制部に摺動させて塑性変形させることで、前記ダイ孔の内面と前記中心孔片との間の摩擦力を増加させる変形処理を含み、
前記変形処理は、前記ダイ孔の内面であって、前記ダイのうち前記ワークにおける前記第2貫通孔が形成される部分を支持する支持部の内面においてのみ行われる、
ステータコアの製造方法。
続きを表示(約 1,000 文字)
【請求項2】
前記ダイとして、前記カス上がり抑制部が、前記支持部の内面において前記ダイ孔の軸線方向に対して傾斜して延びる傾斜溝によって構成されたものを用いる、
請求項1に記載のステータコアの製造方法。
【請求項3】
前記ダイとして、前記カス上がり抑制部が、前記支持部の内面のうち前記ダイ孔の縁を構成する部分に形成された傾斜面によって構成されたものを用いる、
請求項1に記載のステータコアの製造方法。
【請求項4】
前記ダイとして、前記カス上がり抑制部が、前記ダイ孔の周方向に間隔をおいて設けられた複数の前記支持部のうち少なくとも2つの前記支持部の内面に設けられたものを用いる、
請求項1に記載のステータコアの製造方法。
【請求項5】
前記ワークとして、前記中心孔の内側に配置されるロータコアを構成するロータ鉄心片が打ち抜かれたものを用い、
前記第1打抜工程では、前記ワークのうち前記ロータ鉄心片が打ち抜かれた部分の外周部を前記中心孔片として打ち抜くことにより、前記第1貫通孔を形成する、
請求項1~請求項4のいずれか一項に記載のステータコアの製造方法。
【請求項6】
中心孔と、前記中心孔に連なるとともに前記中心孔の周方向に間隔をおいて形成された複数のスロットとを有し、ワークから打ち抜かれた複数の鉄心片を積層してなるステータコアの製造装置であって、
パンチと、前記パンチが進退するダイ孔を有するダイとの協働により前記ワークから中心孔片を打ち抜くことにより、前記中心孔を構成する第1貫通孔を形成する第1打抜ステーションと、
前記第1貫通孔が形成された前記ワークから複数のスロット片を打ち抜くことにより、前記複数のスロットをそれぞれ構成する複数の第2貫通孔を形成する第2打抜ステーションと、を備え、
前記ダイ孔の内面には、前記中心孔片との摺動により前記中心孔片を塑性変形させることで、前記ダイ孔の内面と前記中心孔片との間の摩擦力を増加させるカス上がり抑制部が設けられており、
前記カス上がり抑制部は、前記ダイ孔の内面であって、前記ダイのうち前記ワークにおける前記第2貫通孔が形成される部分を支持する支持部の内面にのみ設けられている、
ステータコアの製造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ステータコアの製造方法及びステータコアの製造装置に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
回転電機に用いられるステータコアは、中心孔を有する環状のヨークと、ヨークから径方向の内側に延びる複数のティースとを有している。隣り合うティース同士の間には、中心孔に連通するスロットが形成されている。
【0003】
特許文献1には、パンチ及びダイを用いてワークから打ち抜かれた複数の鉄心片を積層してステータコアを製造する方法が開示されている。同方法では、まず、ワークから複数のスロット片が打ち抜かれることにより、複数のスロットを構成する複数のスロット空間が形成される。その後、ワークから中心孔片が打ち抜かれることにより、中心孔を構成する貫通孔が複数のスロット空間に連通するように形成される。その後、ワークから鉄心片が打ち抜かれた後に、複数の鉄心片が積層されることによりステータコアが製造される。
【先行技術文献】
【特許文献】
【0004】
特開2021-125953号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に記載の方法では、ワークから複数のスロット片が打ち抜かれた後に、当該ワークから中心孔片が打ち抜かれる。つまり、中心孔片が打ち抜かれる際には、ワークに複数のスロット空間が既に形成されている。このため、中心孔片の外周縁のうち各スロット空間に対向する部分は、ダイの内部に対して接触しない。この場合、中心孔片の外周縁の全体がダイの内部と接触する場合と比較して、中心孔片とダイとの接触面積が小さくなるため、中心孔片がダイの内部に保持されにくくなる。これにより、パンチの上昇に伴って中心孔片がダイの内部から浮き上がる所謂カス上がりが生じるおそれがある。カス上がりの主な原因としては、例えば、中心孔片に形成されたバリがパンチに対して食い付いたり、加工油やワークの磁気力に起因して中心孔片がパンチに吸着したりすることが挙げられる。カス上がりが生じると、ステータコアの製造が円滑に行われないため、カス上がりを抑制することが望まれている。
【課題を解決するための手段】
【0006】
上記課題を解決するためのステータコアの製造方法は、中心孔と、前記中心孔に連通するとともに前記中心孔の周方向に間隔をおいて形成された複数のスロットとを有し、ワークから打ち抜かれた複数の鉄心片を積層してなるステータコアの製造方法であって、パンチと前記パンチが進退するダイ孔を有するダイとの協働により、前記ワークから中心孔片を打ち抜くことにより、前記中心孔を構成する第1貫通孔を形成する第1打抜工程と、前記第1貫通孔が形成された前記ワークから複数のスロット片を打ち抜くことにより、前記複数のスロットをそれぞれ構成する複数の第2貫通孔を形成する第2打抜工程と、を備え、前記第1打抜工程は、前記中心孔片を前記ダイ孔の内面に設けられたカス上がり抑制部に摺動させて塑性変形させることで、前記ダイ孔の内面と前記中心孔片との間の摩擦力を増加させる変形処理を含み、前記変形処理は、前記ダイ孔の内面であって、前記ダイのうち前記ワークにおける前記第2貫通孔が形成される部分を支持する支持部の内面においてのみ行われる。
【0007】
同方法によれば、第1打抜工程においてワークから中心孔片が打ち抜かれた後に、第2打抜工程においてワークから複数のスロット片が打ち抜かれる。つまり、ワークから中心孔片が打ち抜かれる時点では、ワークからスロット片が打ち抜かれていない。このため、ワークから複数のスロット片が打ち抜かれた後に中心孔片が打ち抜かれる場合と比較して、ダイ孔の内面と中心孔片との接触面積が増加する。加えて、第1打抜工程では、中心孔片をカス上がり抑制部に摺動させて塑性変形させる変形処理が行われる。これにより、ダイ孔の内面と中心孔片との間に生じる摩擦力が増加する。したがって、中心孔片のカス上がりを抑制できる。
【0008】
また、ダイ孔の内面にカス上がり抑制部が設けられているため、第1貫通孔の縁のうちカス上がり抑制部に対応する部分には、中心孔片の塑性変形に応じた変形痕が生じる。こうした変形痕が鉄心片に生じた場合、ステータコアの製品精度が低下するおそれがある。
【0009】
この点、上記方法によれば、変形処理は、ダイ孔の内面であって、ダイのうちワークにおける第2貫通孔が形成される部分を支持する支持部の内面においてのみ行われる。このため、第1貫通孔の縁に形成される変形痕が、ワークに第2貫通孔が形成される際にスロット片と共に打ち抜かれる。これにより、第1貫通孔の縁に変形痕が形成されることを回避できる。したがって、ステータコアの製品精度の低下を抑制できる。
【0010】
上記課題を解決するためのステータコアの製造装置は、中心孔と、前記中心孔に連なるとともに前記中心孔の周方向に間隔をおいて形成された複数のスロットとを有し、ワークから打ち抜かれた複数の鉄心片を積層してなるステータコアの製造装置であって、パンチと、前記パンチが進退するダイ孔を有するダイとの協働により前記ワークから中心孔片を打ち抜くことにより、前記中心孔を構成する第1貫通孔を形成する第1打抜ステーションと、前記第1貫通孔が形成された前記ワークから複数のスロット片を打ち抜くことにより、前記複数のスロットをそれぞれ構成する複数の第2貫通孔を形成する第2打抜ステーションと、を備え、前記ダイ孔の内面には、前記中心孔片との摺動により前記中心孔片を塑性変形させることで、前記ダイ孔の内面と前記中心孔片との間の摩擦力を増加させるカス上がり抑制部が設けられており、前記カス上がり抑制部は、前記ダイ孔の内面であって、前記ダイのうち前記ワークにおける前記第2貫通孔が形成される部分を支持する支持部の内面にのみ設けられている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
金型装置
2か月前
個人
鋼線材の高減面率延伸装置
1か月前
トヨタ自動車株式会社
交換装置
4か月前
株式会社プロテリアル
熱間鍛造用金型
7日前
トヨタ自動車株式会社
プレス装置
4か月前
トヨタ自動車株式会社
プレス金型
1か月前
トヨタ自動車株式会社
鍛造加工装置
3か月前
株式会社ゴーシュー
歯車素材
今日
トヨタ紡織株式会社
金型装置
22日前
トヨタ自動車株式会社
プレス成型方法
2か月前
大裕株式会社
鋼矢板の矯正装置
1か月前
株式会社小矢部精機
膜厚制御装置
2か月前
石田鉄工株式会社
格子状製品の製造方法
1か月前
株式会社リード
金属管曲げ型
2か月前
村田機械株式会社
上型ホルダ及びプレス機械
2か月前
株式会社不二越
歯車転造加工ユニット
3か月前
冨士発條株式会社
トリミング装置
4日前
大同特殊鋼株式会社
鋼種判別装置
2か月前
ニデック株式会社
金型及び打ち抜き方法
22日前
冨士発條株式会社
プレス成形方法
4か月前
ダイハツ工業株式会社
曲げ加工装置
1か月前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
ニデック株式会社
金型及びプレス加工装置
22日前
ダイハツ工業株式会社
曲げ加工装置
1か月前
JFEスチール株式会社
プレス成形品の製造方法
4か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
神鋼鋼線工業株式会社
ばね用線材
2か月前
共英製鋼株式会社
ねじ節鉄筋の捻れ抑制方法
2か月前
浜名部品工業株式会社
軸部材の製造方法及び軸部材
1か月前
株式会社佐藤精機
鍛造金型及び曲げ加工方法
10日前
株式会社ジェイテクトフルードパワーシステム
歪矯正方法
4か月前
アルテミラ製缶株式会社
缶の製造方法及び製造装置
2か月前
旭サナック株式会社
圧造機
4か月前
トヨタ自動車株式会社
プレス装置
3か月前
JFEスチール株式会社
圧延方法
4か月前
第一高周波工業株式会社
定着部付鉄筋の製造方法
3か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ