TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024131718
公報種別
公開特許公報(A)
公開日
2024-09-30
出願番号
2023042149
出願日
2023-03-16
発明の名称
シャッタ装置およびそれを用いた穿孔方法
出願人
大肯精密株式会社
,
東京瓦斯株式会社
代理人
個人
主分類
B23B
41/08 20060101AFI20240920BHJP(工作機械;他に分類されない金属加工)
要約
【課題】シャッタ装置を用いて、配管に孔を開ける際の作業性を改善する。
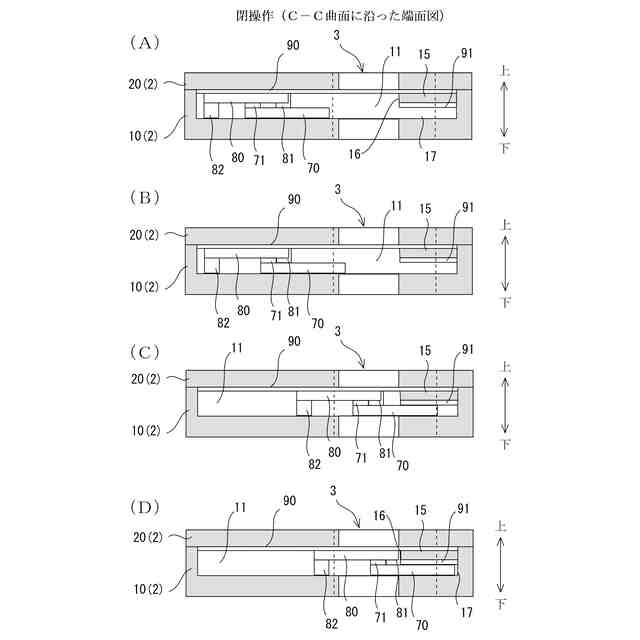
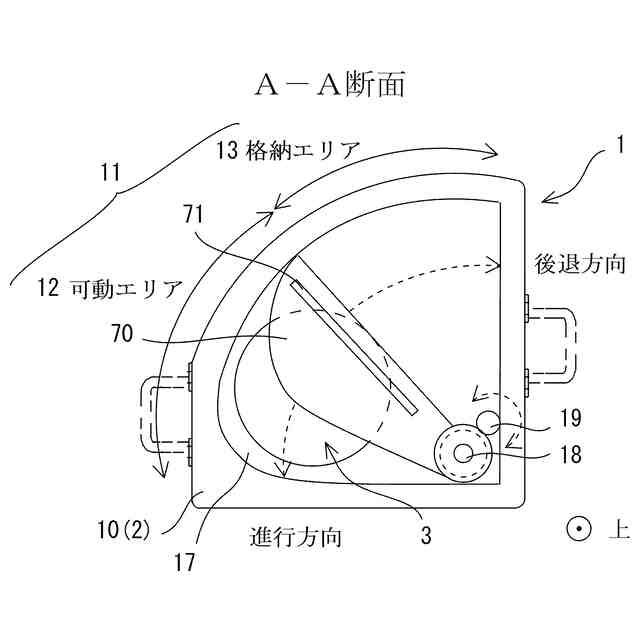
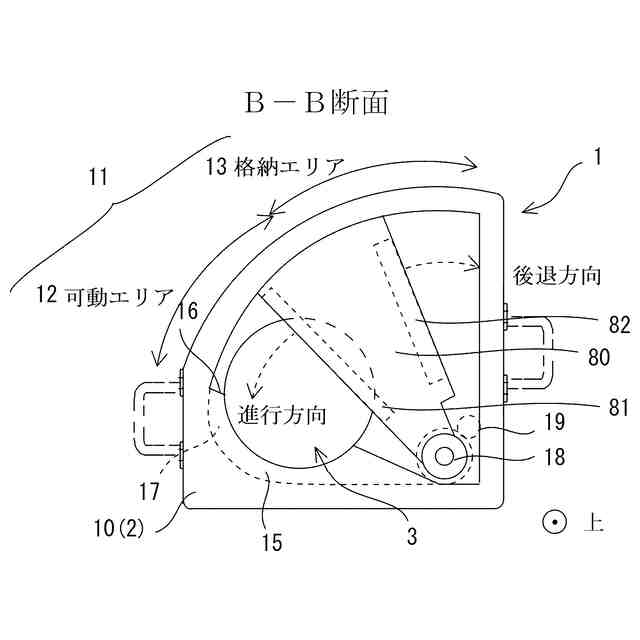
【解決手段】配管100に孔101を開ける作業において継手部材110のフランジ111に取り付けられるシャッタ装置1は、フランジ111を覆うハウジング2と、ハウジング2においてフランジ111と連通するように形成される作業孔3と、ハウジング2において作業孔3と交差して連通するように形成される格納室3と、格納室3において重ねて収容される複数枚のシャッタ板70,80と、を有する。複数枚のシャッタ板70,80は、格納室3において作業孔3へ向けて進行し、作業孔3と交差する位置において互いにずれて広がることにより作業孔3を塞ぐ。
【選択図】 図7
特許請求の範囲
【請求項1】
配管に孔を開ける作業において継手部材のフランジに取り付けられるシャッタ装置であって、
前記継手部材のフランジを覆うハウジングと、
前記ハウジングにおいて、前記継手部材のフランジと連通するように形成される作業孔と、
前記ハウジングにおいて、前記作業孔と交差して連通するように形成される格納室と、
前記格納室において重ねて収容される複数枚のシャッタ板と、を有し、
複数枚の前記シャッタ板は、前記格納室において前記作業孔へ向けて進行して前記作業孔と交差する位置において互いにずれて広がることにより前記作業孔を塞ぐ、
シャッタ装置。
続きを表示(約 2,400 文字)
【請求項2】
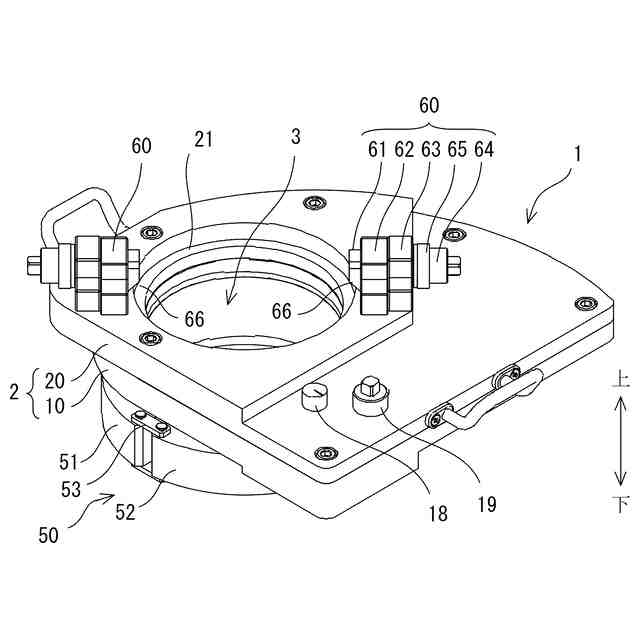
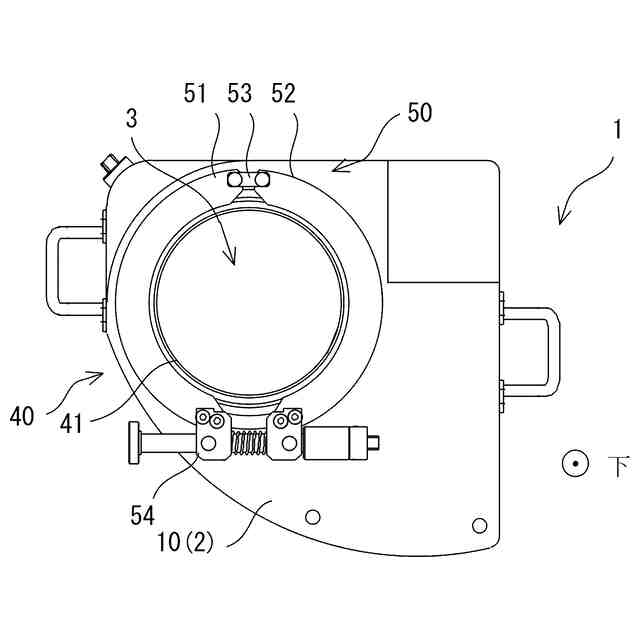
前記ハウジングの下面において前記作業孔の周囲から突出する円筒形状のフランジ部と、
円筒形状の前記フランジ部の下端外周に沿って環状に形成される外周陵部と、
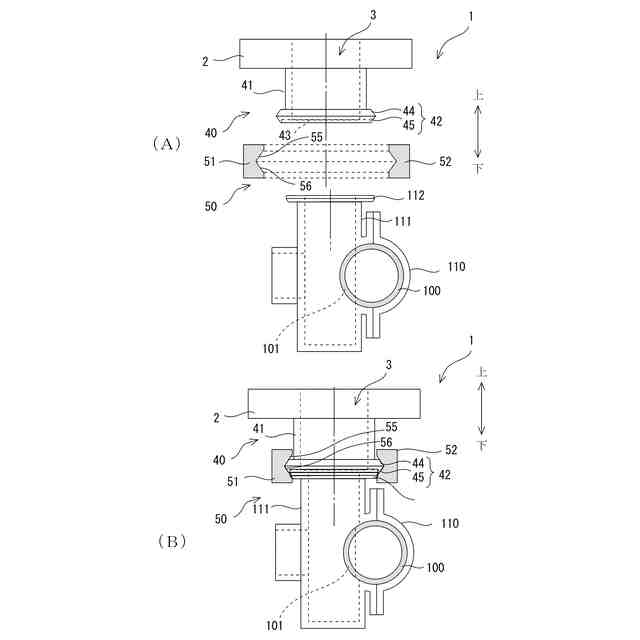
前記外周陵部が環状に形成されてなる前記フランジ部の下端面において、前記継手部材のフランジの上端テーパ部を収容可能な環状の継手用溝部と、
前記外周陵部が形成される円筒形状の前記フランジ部とは別体に形成され、前記継手部材のフランジを円筒形状の前記フランジ部と連結するために前記外周陵部に被せるように取付可能な締付式の環状のクランプ部材と、
を有し、
環状の前記外周陵部の外面上部には、被クランプ側上テーパ面が形成され、
環状の前記クランプ部材には、内面上部に形成されて前記被クランプ側上テーパ面と適合可能なクランプ側上テーパ面と、内面下部に形成されて前記継手部材のフランジの前記上端テーパ部と適合可能なクランプ側下テーパ面と、が同心に形成される、
請求項1記載の、シャッタ装置。
【請求項3】
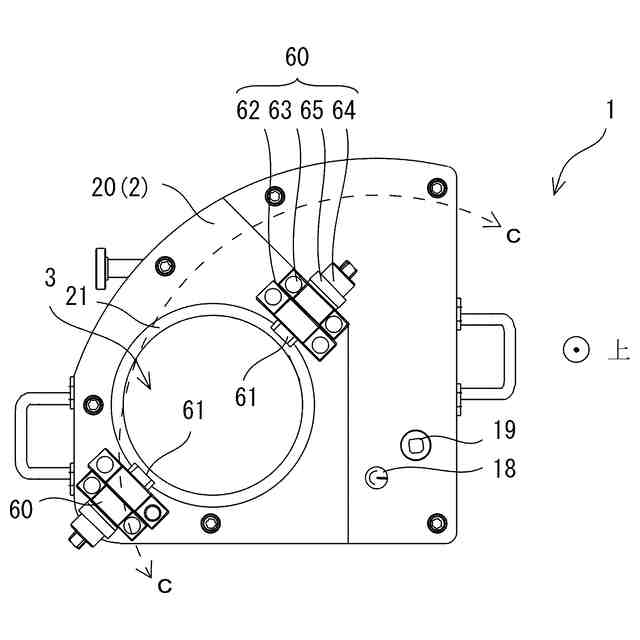
前記ハウジングの上面において前記作業孔の周囲に設けられ、前記配管に孔を開ける作業で使用する作業用工具の下端テーパ部を収容可能な環状の工具用溝部と、
前記工具用溝部の周囲に設けられ、作業用工具の下端テーパ部と適合可能な工具用テーパ面を有する複数の工具係合部材と、
を有し、
複数の前記工具係合部材は、複数で設けられて、前記作業孔の中心から等距離となる配置でかつ前記作業孔の周囲に分散させるように、前記工具用溝部の周囲に設けられる、
請求項1または2記載の、シャッタ装置。
【請求項4】
前記格納室において重ねて収容されて前記作業孔へ向けて進退可能な複数枚の前記シャッタ板は、前記作業孔の孔方向に沿う支持軸の周囲で回動可能となるように前記ハウジングに設けられる第一シャッタ板と第二シャッタ板と、を含み、
前記第二シャッタ板は、
前記第一シャッタ板が前記格納室において前記作業孔へ向けて進行する動きに従って前記作業孔へ向けて進行し、
前記第一シャッタ板が前記作業孔から後退する動きに従って前記作業孔から後退する、
請求項3記載の、シャッタ装置。
【請求項5】
駆動側の前記第一シャッタ板の動きに従って動く従動側の前記第二シャッタ板には、前記作業孔へ進行する側の前縁部分に、前記第一シャッタ板との間に突出する従動側進行凸部、が設けられ、
駆動側の前記第一シャッタ板には、前記第二シャッタ板との間に突出する駆動側進行凸部が、前記従動側進行凸部についての後退側に設けられ、
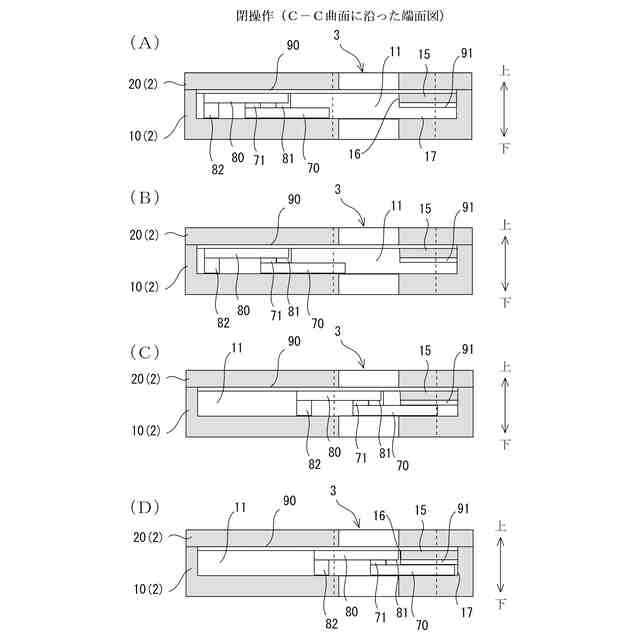
駆動側の前記第一シャッタ板が前記作業孔へ向けて進行する際に前記駆動側進行凸部が前記従動側進行凸部を進行方向へ押すことにより、従動側の前記第二シャッタ板は、前記第一シャッタ板についての前記作業孔へ向けて進行する動きに従って前記作業孔へ向けて進行する、
請求項4記載の、シャッタ装置。
【請求項6】
従動側の前記第二シャッタ板に設けられる前記従動側進行凸部は、
前記第二シャッタ板についての前記作業孔へ進行する側の前縁部分に沿って延在して設けられる弾性部材、を有し、
前記弾性部材が、前記第一シャッタ板との間へ突出して前記第一シャッタ板と面状に密着する、
請求項5記載の、シャッタ装置。
【請求項7】
前記ハウジングには、前記作業孔の両外側に接触面が形成され、
従動側の前記第二シャッタ板の前記前縁部分に沿って延在して設けられる前記弾性部材は、前記第二シャッタ板が前記作業孔へ進行した状態において前記作業孔の両外側にある前記接触面と面状に接触可能である、
請求項6記載の、シャッタ装置。
【請求項8】
前記ハウジングには、前記作業孔へ進行した駆動側の前記第一シャッタ板についての前記作業孔を通過した進行側の前縁部分が侵入可能なスリットが、前記格納室と連通して形成され、
前記スリットは、従動側の前記第二シャッタ板の前記弾性部材が前記接触面と面状に接触した後に、駆動側の前記第一シャッタ板の前縁部分がさらに侵入可能な深さに形成される、
請求項7記載の、シャッタ装置。
【請求項9】
従動側の前記第二シャッタ板には、前記作業孔から後退する駆動側の前記第一シャッタ板と当たる従動側後退凸部が、前記作業孔から後退する側の後縁部分に設けられ、
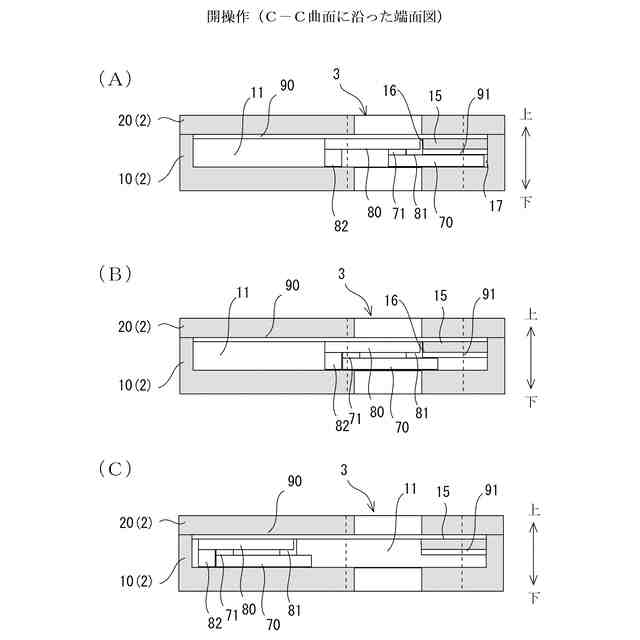
前記作業孔から前記格納室へ後退する駆動側の前記第一シャッタ板が前記従動側後退凸部と当たって押すことにより、従動側の前記第二シャッタ板は、駆動側の前記第一シャッタ板が前記作業孔から後退する動きに従って前記作業孔から後退する、
請求項8記載の、シャッタ装置。
【請求項10】
請求項1から9のいずれか一項記載のシャッタ装置とともに作業用工具を用いて、配管に孔を開ける穿孔方法であって、
前記シャッタ装置を、前記シャッタ装置の作業孔が前記継手部材のフランジと重なるように、前記継手部材のフランジに取り付ける工程と、
前記作業用工具を、前記継手部材のフランジに取り付けられている前記シャッタ装置に取り付ける工程と、
前記シャッタ装置の複数のシャッタ板を作業孔から後退させて作業孔を開いた状態で前記作業用工具を用いて、前記シャッタ装置の作業孔を通じて前記配管に孔を開ける工程と、
前記シャッタ装置の複数のシャッタ板を作業孔へ進行させて作業孔を閉じる工程と、
前記シャッタ装置の作業孔を閉じた状態で、前記作業用工具を前記シャッタ装置から取り外す工程と、
を有する、シャッタ装置を用いた穿孔方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ガス管といった配管に分岐や遮断を設けるために該配管に孔を開ける作業に用いるシャッタ装置およびそれを用いた穿孔方法に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
特許文献1は、継手部材のフランジに取り付けられるシャッタ装置を開示する。特許文献1のシャッタ装置は、長尺の板形状のハウジングの一端寄りに作業孔が形成され、長尺の板形状の他端側から作業孔へ向けて進行可能なシャッタ板を有する。シャッタ板を作業孔へ向けて進行させることにより、ハウジングの作業孔を閉じることができる。
このようなシャッタ装置は、作業孔が継手部材のフランジと重なるように継手部材のフランジに取り付けられる。そして、たとえば穿孔機は、継手部材のフランジに取り付けられているシャッタ装置に取り付けられ、シャッタ装置の作業孔を通じて配管に分岐孔を開ける。
穿孔機といった作業用工具は、シャッタ装置の作業孔を閉じた状態でシャッタ装置から取り外して、他の作業用工具と交換することが可能である。作業者は、ガス管といった配管からのガスといった流体の漏れをシャッタ装置により抑制しながら、配管に分岐孔を開ける作業を進めることができる。
【先行技術文献】
【特許文献】
【0003】
特開2014-188592号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1のシャッタ装置では、作業孔を塞ぐために1枚の大きなシャッタ板を用いている。この1枚の大きなシャッタ板が、作業孔から後退した退避位置と作業孔との間で進退することになる。
その結果、特許文献1のシャッタ装置のハウジングは、作業孔を形成することができるとともに、作業孔とは別に、作業孔から退避した大きなシャッタ板を格納できるように大きな平面サイズに形成しなければならない。シャッタ装置のハウジングは、作業孔のサイズの二倍以上の平面サイズとなるように長尺の板形状に形成しなければならない。
しかも、閉じたシャッタ装置には、既設の配管にあるガスといった流体の高い圧力が作用する。シャッタ装置のハウジングおよびシャッタ板は、その圧力に耐えられるように厚い金属板を用いて高剛性に形成しなければならない。
このようにシャッタ装置は、大型化および重量化して、作業者には、シャッタ装置を運搬したり脱着したりする作業において負担が生じ得る。
【0005】
また、継手部材が設けられる既設のガス管といった配管は、地上に露出して設けられている場合もあるが、地中などに埋設されることがある。この場合、地面には、作業穴を設けなければならない。
そして、特許文献1のようにシャッタ装置が、作業孔のサイズの二倍以上の平面サイズとなるように長尺の板形状のハウジングを備えている場合、地面に対して大きな作業穴を開けなければならない。作業穴は、既設の配管から横へ大きく張り出すシャッタ装置を作業中に取り付けることができるように、大きく開けなければならない。作業穴は、既設の配管の周囲に継手部材を配置できるサイズではなく、それよりも大きいサイズに開けなければならない。作業者の作業性に影響が生じ得る。
【0006】
このようにシャッタ装置では、配管に対して継手部材を設ける際の作業性を改善することが潜在的に求められている。
【課題を解決するための手段】
【0007】
本発明に係るシャッタ装置は、配管に孔を開ける作業において継手部材のフランジに取り付けられるシャッタ装置であって、前記継手部材のフランジを覆うハウジングと、前記ハウジングにおいて、前記継手部材のフランジと連通するように形成される作業孔と、前記ハウジングにおいて、前記作業孔と交差して連通するように形成される格納室と、前記格納室において重ねて収容される複数枚のシャッタ板と、を有し、複数枚の前記シャッタ板は、前記格納室において前記作業孔へ向けて進行して前記作業孔と交差する位置において互いにずれて広がることにより前記作業孔を塞ぐ。
【0008】
好適には、前記ハウジングの下面において前記作業孔の周囲から突出する円筒形状のフランジ部と、円筒形状の前記フランジ部の下端外周に沿って環状に形成される外周陵部と、前記外周陵部が環状に形成されてなる前記フランジ部の下端面において、前記継手部材のフランジの上端テーパ部を収容可能な環状の継手用溝部と、前記外周陵部が形成される円筒形状の前記フランジ部とは別体に形成され、前記継手部材のフランジを円筒形状の前記フランジ部と連結するために前記外周陵部に被せるように取付可能な締付式の環状のクランプ部材と、を有し、環状の前記外周陵部の外面上部には、被クランプ側上テーパ面が形成され、環状の前記クランプ部材には、内面上部に形成されて前記被クランプ側上テーパ面と適合可能なクランプ側上テーパ面と、内面下部に形成されて前記継手部材のフランジの前記上端テーパ部と適合可能なクランプ側下テーパ面と、が同心に形成される、とよい。
【0009】
好適には、前記ハウジングの上面において前記作業孔の周囲に設けられ、前記配管に孔を開ける作業で使用する作業用工具の下端テーパ部を収容可能な環状の工具用溝部と、前記工具用溝部の周囲に設けられ、作業用工具の下端テーパ部と適合可能な工具用テーパ面を有する複数の工具係合部材と、を有し、複数の前記工具係合部材は、複数で設けられて、前記作業孔の中心から等距離となる配置でかつ前記作業孔の周囲に分散させるように、前記工具用溝部の周囲に設けられる、とよい。
【0010】
好適には、前記格納室において重ねて収容されて前記作業孔へ向けて進退可能な複数枚の前記シャッタ板は、前記作業孔の孔方向に沿う支持軸の周囲で回動可能となるように前記ハウジングに設けられる第一シャッタ板と第二シャッタ板と、を含み、前記第二シャッタ板は、前記第一シャッタ板が前記格納室において前記作業孔へ向けて進行する動きに従って前記作業孔へ向けて進行し、前記第一シャッタ板が前記作業孔から後退する動きに従って前記作業孔から後退する、とよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
大肯精密株式会社
自動送り穿孔機
6日前
大肯精密株式会社
シャッタ装置およびそれを用いた穿孔方法
6か月前
日東精工株式会社
ねじ締め機
12日前
株式会社不二越
ドリル
8日前
日東精工株式会社
ねじ締め装置
1か月前
有限会社 ナプラ
金属粒子
1か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
15日前
日東精工株式会社
多軸ねじ締め機
12日前
株式会社ダイヘン
積層造形溶接方法
2か月前
株式会社ナベヤ
締結装置
2か月前
株式会社FUJI
チャック装置
25日前
ブラザー工業株式会社
工作機械
13日前
トヨタ自動車株式会社
接合方法
6日前
ブラザー工業株式会社
工作機械
13日前
株式会社不二越
歯車研削盤
2か月前
株式会社プロテリアル
金属箔の溶接方法
12日前
津田駒工業株式会社
2連回転割出し装置
1か月前
オークマ株式会社
工作機械
1か月前
オークマ株式会社
診断装置
1か月前
大肯精密株式会社
自動送り穿孔機
6日前
ビアメカニクス株式会社
レーザ加工装置
12日前
大和ハウス工業株式会社
溶接方法
1か月前
オークマ株式会社
工作機械
1か月前
株式会社不二越
管用テーパタップ
14日前
株式会社コスメック
クランプ装置
29日前
株式会社コスメック
クランプ装置
20日前
株式会社ダイヘン
溶接装置
5日前
オーエスジー株式会社
ドリル
21日前
スター精密株式会社
工作機械
1か月前
トヨタ自動車株式会社
レーザ加工機
26日前
豊田鉄工株式会社
レーザー溶接装置
1か月前
株式会社不二越
スカイビングカッタ
7日前
株式会社恵信工業
アプセット溶接方法
21日前
アサダ株式会社
バンドソー装置
25日前
宮川工機株式会社
プレカット加工装置
21日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ

































