TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024131121
公報種別
公開特許公報(A)
公開日
2024-09-30
出願番号
2023041200
出願日
2023-03-15
発明の名称
半導体ウェーハ研削装置および研削方法
出願人
株式会社東京精密
代理人
スプリング弁理士法人
主分類
H01L
21/304 20060101AFI20240920BHJP(基本的電気素子)
要約
【課題】
半導体ウェーハの周縁部の加工を高効率に、歩留まり高く実現する。
【解決手段】
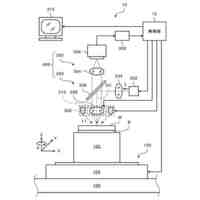
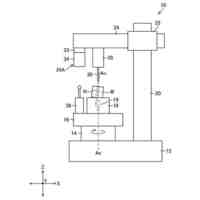
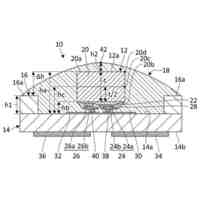
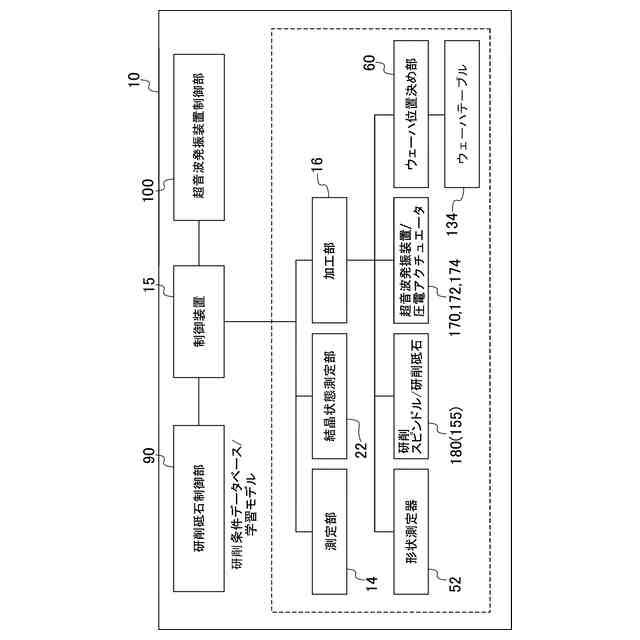
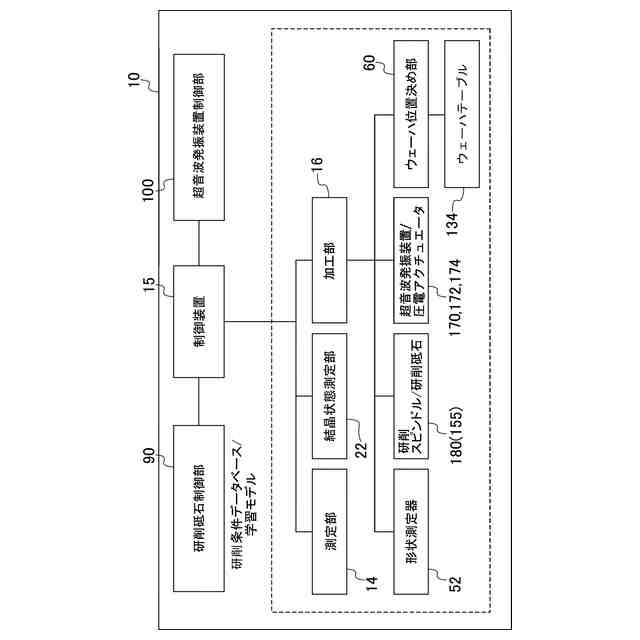
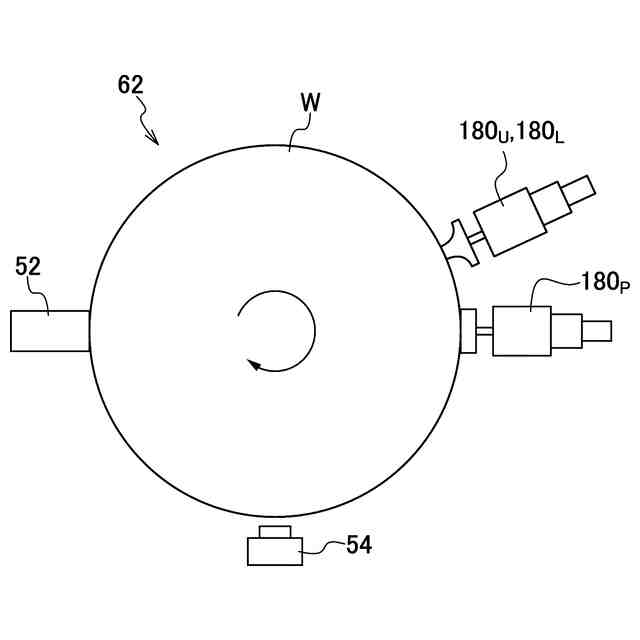
半導体ウェーハ研削装置は、半導体ウェーハを載置し回動可能なテーブルと、半導体ウェーハを研削可能な研削スピンドルと、半導体ウェーハに対して非接触に配置され半導体ウェーハの外形を計測し特徴部を検出可能な外形計測器を備える。研削スピンドルは、半導体ウェーハの外周部を研削する研削砥石と、研削砥石に超音波を印加する超音波印加手段と、超音波印加手段が印加する超音波の方向と周波数の少なくともいずれかを制御する超音波制御手段とを備える。超音波制御手段は、半導体ウェーハの特徴部から研削位置までの半導体ウェーハの周方向位置の変化に基づいて、研削位置にある研削砥石に印加する超音波の方向と周波数の少なくともいずれかを制御する。
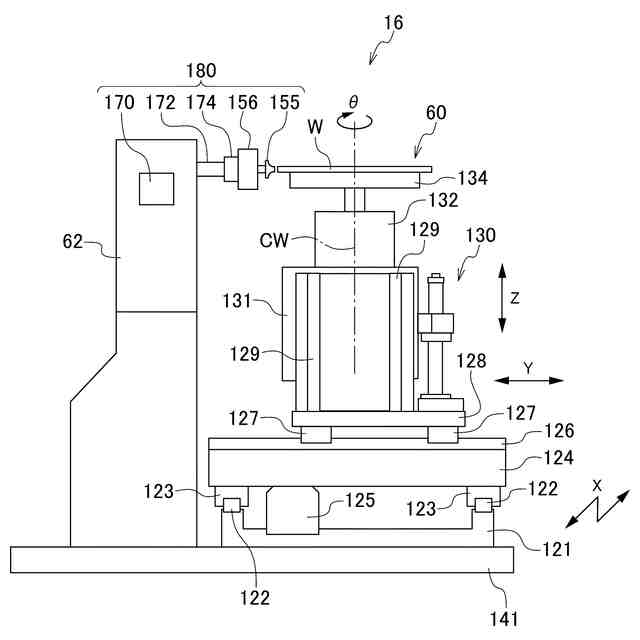
【選択図】 図1A
特許請求の範囲
【請求項1】
半導体ウェーハの外周部を研削可能な半導体ウェーハ研削装置において、
半導体ウェーハを載置し回動可能なテーブルと、半導体ウェーハの外周部を研削可能な研削スピンドルと、半導体ウェーハに対して非接触に配置され半導体ウェーハ外形形状を測定する形状測定器を備え、
前記研削スピンドルは、半導体ウェーハの外周部を研削する研削砥石と、前記研削砥石に超音波を印加する超音波印加手段と、前記超音波印加手段が印加する超音波の方向と周波数の少なくともいずれかを制御する超音波制御手段と、を備え、
前記超音波制御手段は、前記形状測定器が測定して検出した半導体ウェーハの特徴部から研削位置までの周方向位置の変化に基づいて、研削位置にある前記研削砥石に印加する超音波の方向と周波数の少なくともいずれかを制御することを特徴とする半導体ウェーハ研削装置。
続きを表示(約 1,900 文字)
【請求項2】
前記超音波制御手段は、前記特徴部と前記研削位置とにおける結晶方位の違いに基づいて、前記研削位置にある前記研削砥石に印加する超音波の方向と周波数と強度の少なくとも1つを制御することを特徴とする請求項1に記載の半導体ウェーハ研削装置。
【請求項3】
前記超音波制御手段は、半導体ウェーハの前記特徴部を基準とした半導体ウェーハの周方向位置と結晶方位との関係を記述する結晶方位データを記憶する記憶手段を有し、前記記憶手段に記憶された前記結晶方位データを参照して、前記研削位置にある前記研削砥石に印加する超音波の方向と周波数の少なくともいずれかを制御することを特徴とする請求項2に記載の半導体ウェーハ研削装置。
【請求項4】
前記記憶手段に、結晶方位と研削条件の関係を記述する切削条件データを記憶し、前記研削条件は、前記研削砥石の研削速度と切り込み量を含み、さらに前記研削砥石に印加する超音波の方向と周波数の少なくともいずれかを含むことを特徴とする請求項3に記載の半導体ウェーハ研削装置。
【請求項5】
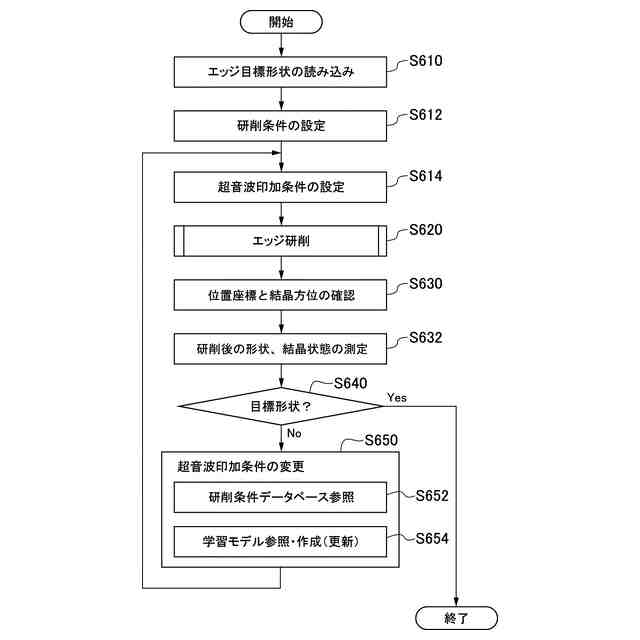
回転テーブルに載置された半導体ウェーハの外周部を研削する半導体ウェーハの研削方法において、
同一のインゴットから切り出された複数の半導体ウェーハの内の少なくとも1枚について、半導体ウェーハの外周部における結晶方位を計測し、半導体ウェーハの基準位置からの周方向変位に対応した結晶方位データとして記憶するステップと、
結晶方位を計測した半導体ウェーハについて、印加する超音波の方向と周波数を含む研削条件を結晶方位に応じて変えて研削し、有効な研削条件を学習データとして記憶するステップと、
同一のインゴットから切り出された他の半導体ウェーハについて基準位置を検出し、検出した基準位置に基づいて前記結晶方位データを参照してこの半導体ウェーハの研削位置の結晶方位を推定するステップと、
前記学習データを参照して、この半導体ウェーハの研削位置における研削条件を設定し、研削スピンドルに設定した研削条件を適用して半導体ウェーハの外周部を研削するステップと、を含むことを特徴とする半導体ウェーハの研削方法。
【請求項6】
回転テーブルに載置された半導体ウェーハの外周部を研削する半導体ウェーハの研削方法は、
複数の半導体ウェーハの内の1枚の半導体ウェーハについて、半導体ウェーハの外周部における結晶方位を計測し、半導体ウェーハの基準位置からの周方向変位に対応した結晶方位データとして記憶するステップと、
他の半導体ウェーハについて基準位置を検出し、検出した基準位置に基づいて前記結晶方位データを参照してこの半導体ウェーハの研削位置における結晶方位を推定するステップと、
予め学習データとして記憶された結晶方位と研削条件の関係を参照して、半導体ウェーハの研削位置における研削条件を設定するステップと、
設定した研削条件を研削砥石に適用して半導体ウェーハの外周部を研削するステップと、を含み、
ここで、研削条件は研削砥石に印加する超音波の向きと周波数の少なくともいずれかを含み、さらに研削砥石の研削速度と切り込み量を含むものである、ことを特徴とする半導体ウェーハの研削方法。
【請求項7】
前記半導体ウェーハは、同一のインゴットから切り出された複数枚の単結晶シリコンウェーハからなり、前記基準位置を各半導体ウェーハで実質的に同一の結晶方位位置に形成していることを特徴とする請求項6に記載の半導体ウェーハの研削方法。
【請求項8】
ウェーハの外周部を研削可能な半導体ウェーハ研削装置において、
前記ウェーハの外周部を研削する研削砥石と、
前記研削砥石に超音波を印加する超音波印加手段と、を備え、
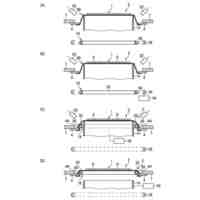
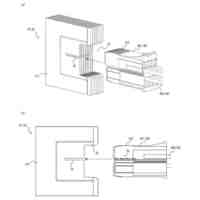
前記研削砥石は、前記ウェーハの厚さ方向の第1方向に配置された第1砥石と、前記厚さ方向の第1方向と反対方向の第2方向に配置された第2砥石とを有する、ことを特徴とするウェーハ研削装置。
【請求項9】
前記第1砥石と前記第2砥石とは、前記厚さ方向において、互いに重なっている、ことを特徴とする請求項8に記載のウェーハ研削装置。
【請求項10】
前記研削砥石は、前記厚さ方向において前記第1砥石と前記第2砥石の間に位置する第3砥石を有する、ことを特徴とする請求項9に記載のウェーハ研削装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、半導体ウェーハを研削する研削装置および研削方法に係り、特に半導体ウェーハの外周縁部を研削するのに好適な半導体ウェーハ研削装置および研削方法に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
インゴットから切り出されたウェーハの表裏面を平坦にするための研削砥石に、超音波を加えて研削中の砥石の目詰まりを防止することが知られている。例えば特許文献1に記載の研削装置は、研削砥石に超音波振動を効果的に付与するために、被加工物を保持するチャックテーブルと、チャックテーブルに保持された被加工物を研削する研削手段を備える。そして研削手段は、回転スピンドルと回転スピンドルの一端に設けられたホイールとを有し、研削ホイールはホイールマウントに取り付けられ、ホイール基台とホイール基台に装着された研削砥石を有する。ホイールマウントと研削砥石のいずれか一方に超音波振動子を配設し、超音波振動子に電力を印加する電力供給手段を回転スピンドルに配設している。
【0003】
また、特許文献2には研削砥石に超音波振動を適切に伝達してウェーハを良好に研削するために、保持テーブルに保持されたウェーハを研削する研削ホイールが以下の構成を備えることが記載されている。それらは、研削装置のマウントに装着される第1の円環板と、第1の円環板の外周から垂下する筒体と、筒体の下端に連結する第2の円環板と、第2の円環板の下面に環状に配設される研削砥石と、第2の円環板の上面で開口を囲繞するように配設された環状の超音波発振部と、超音波発振部から研削砥石に伝達された超音波振動を受振する超音波受振部とである。
【0004】
超音波振動を砥石に付与してウェーハを研削する他の例が、特許文献3に記載されている。この公報では、基板のテラス加工において、基板表層部の割れ等を無くして低ダメージで加工するために、被加工材の端面を研削する面取り装置が、以下の構成を有している。すなわち、研削ユニットのスピンドルに嵌合して固定された振動フランジと、外周の下面に砥石を有し振動フランジに嵌合された砥石ホイールと、振動フランジの外周側で砥石の上面より下側となる砥石ホイールの底面側に設けられ半径方向に超音波振動する圧電素子を備える。これにより、砥石に圧電素子から超音波振動を与えながら半径方向に切り込んで、被加工材の端面にテラス加工を施している。
【先行技術文献】
【特許文献】
【0005】
特開2008-23693号公報
特開2018-47508号公報
特開2017-177251号公報
特開2021-141107号公報
特開2017-183503号公報
【非特許文献】
【0006】
山田他、「SiCの精密レーザスライシング 第2報:操作方向とへき開伸展・連結の関係性」、砥粒加工学会誌、第65巻、第10号、第549頁~第555頁、2021年10月
【発明の概要】
【発明が解決しようとする課題】
【0007】
インゴットから切り出されたばかりのシリコン単結晶ウェーハのような硬い被加工材の研削においては、研削効率の向上と歩留まりの向上の観点から、ウェーハの表裏面を研削負荷の高い高速送り研削である粗研削と、送り量を低下させて研削負荷を低下させた精研削とを組み合わせている。ウェーハ表裏面の研削は平面研削であるので、単結晶ウェーハの場合には、研削砥石の送り方向をウェーハ面上で一定方向とすることで、常に同じ結晶方位への研削加工が可能になる。その結果、結晶方位の差異に起因する、へき開等の結合状態の違いの発生を回避できる。すなわち、ウェーハ面上を砥石が移動することによりウェーハに発生する応力は、理論的にはウェーハ面上の場所で相違することはなく、ウェーハ面上で一様な加工が可能であり、割れ等の不良の発生頻度を低く抑えることができる。
【0008】
これに対して、ウェーハの側面加工であるエッジ加工は、研削砥石をウェーハの周上に転がしての加工であり、エッジの断面形状をテーパ形状や円弧またはそれに近い弧状を含む形状とするので、研削部は絶えず結晶方位が変化する。結晶構造をとる材料において、結晶方位が相違すると、砥石に同一研削条件を与えても研削負荷または研削抵抗が変化する。そこで、シリコンウェーハ等の研削においては、研削不良となる意図しないへき開等の不具合が最も生じやすい結晶方位における、不具合が発生しない研削条件を経験的に得て、ウェーハの周方向各位置で一定の研削条件で研削するのが実状である。この場合、ウェーハの経歴等による微妙な強度の変化等にも対応できるように、研削条件を緩和した最も安全な研削条件まで送り速度を低下させること等が必要であり、加工機の能力を十分に活用していない。また、ウェーハの研削抵抗の挙動が予期したものと異なる場合には、研削条件を新たに経験的に求める必要がある。
【0009】
上記特許文献1に記載の研削装置は、研削砥石に超音波振動を付与することにより、研削によって生成される研削砥石の砥粒間に滞留して目詰まりの原因となる研削屑が、研削砥石に作用する微振動により流動されて除去され、脆性硬質材料であっても効率よく研削することを可能にしている。この研削装置は確かに平面研削においては有用な方法を用いている。しかし単結晶ウェーハでは、ウェーハの周方向側面において絶えず結晶方位が変化し、同一研削条件であってもウェーハに発生する研削応力やウェーハの研削抵抗が変化する。したがって、研削効率を向上させるためには、過大な研削抵抗を引き起こさずに、結果として同一の加工効果が得られる可変の研削条件が必要となる。
【0010】
特許文献2に記載の、粗研削と精研削の組合せによるウェーハの平面研削において、粗研削時には超音波の出力を増大して砥石の振幅を大きくし、精研削では超音波の出力を低下させて砥石を低下した目標振幅に収めることで加工効率を高めている。この特許文献2の研削装置では、平面研削であるので粗研削及び精研削にはそれぞれ1個の目標振幅を研削砥石に設定すればよい。ウェーハの外周エッジ研削においては、ウェーハが周方向位置に応じて異なる研削抵抗を示すので、研削砥石に単一の目標振幅を設定しただけでは研削条件が必ずしも最適条件にはならない。研削効率を向上するために、ウェーハの周方向位置に応じて超音波加振の目標振幅を設定することが望まれる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社東京精密
保管ロッカー及び保管システム
1か月前
株式会社東京精密
レーザ照射装置及び方法並びにレーザ加工装置
1か月前
株式会社東京精密
ウェーハチャック、温度制御システム及び温度制御方法
1か月前
株式会社東京精密
ブラシ洗浄装置
1か月前
株式会社東京精密
マルチプローバ
1か月前
株式会社東京精密
形状測定機の校正方法
1か月前
株式会社東京精密
ワーク検査方法及び装置
1か月前
株式会社東京精密
アライメント装置及び方法
1か月前
株式会社東京精密
ワーク分割装置及びワーク分割方法
16日前
株式会社東京精密
ウェーハチャック、温度制御システム及び温度制御方法
23日前
株式会社東京精密
内面形状測定機、及び内面形状測定機のアライメント方法
1か月前
株式会社東京精密
ウェハテストシステム、プローブカード交換方法、及びプローバ
1か月前
個人
電波吸収体
4日前
愛知電機株式会社
変圧器
2日前
個人
タワー式増設端子台
17日前
電建株式会社
端子金具
9日前
SMK株式会社
コネクタ
9日前
三菱電機株式会社
回路遮断器
9日前
株式会社GSユアサ
蓄電装置
29日前
株式会社水素パワー
接続構造
4日前
太陽誘電株式会社
全固体電池
4日前
富士電機株式会社
半導体装置
9日前
桑野工業株式会社
同軸プラグ
22日前
株式会社カネカ
接着加工装置
4日前
株式会社ADEKA
全固体二次電池
29日前
株式会社カネカ
接着加工装置
4日前
日本特殊陶業株式会社
保持装置
9日前
トヨタ自動車株式会社
二次電池
9日前
三菱電機株式会社
アンテナ装置
23日前
日機装株式会社
半導体発光装置
2日前
トヨタ自動車株式会社
蓄電装置
29日前
株式会社村田製作所
コイル部品
2日前
TDK株式会社
電子部品
16日前
トヨタ自動車株式会社
電池パック
16日前
ローム株式会社
半導体装置
16日前
トヨタ自動車株式会社
セルケース
9日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ